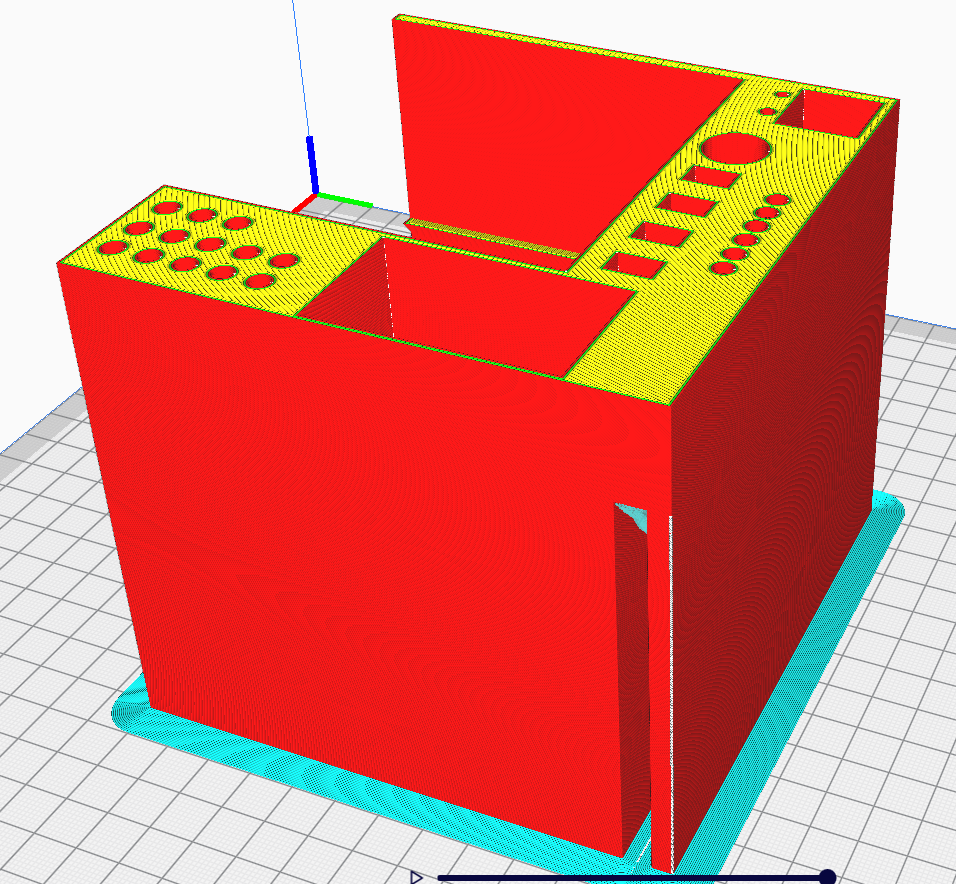
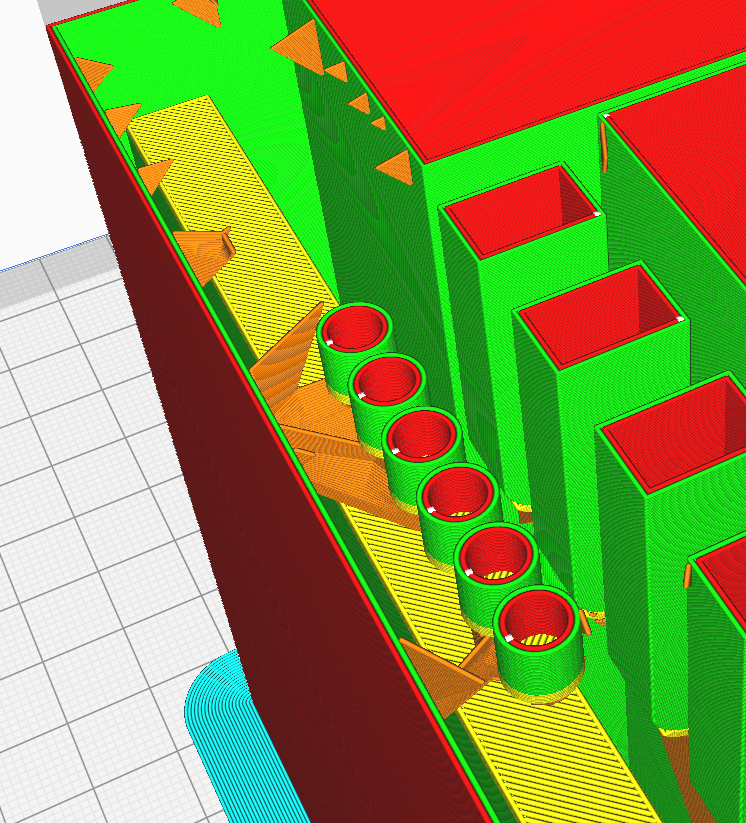
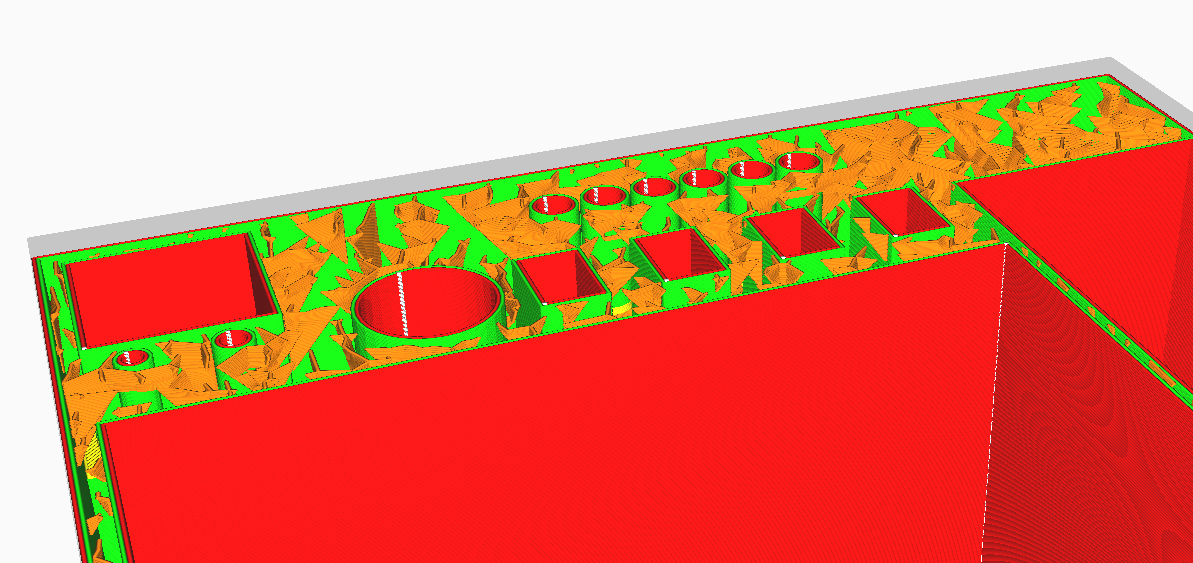
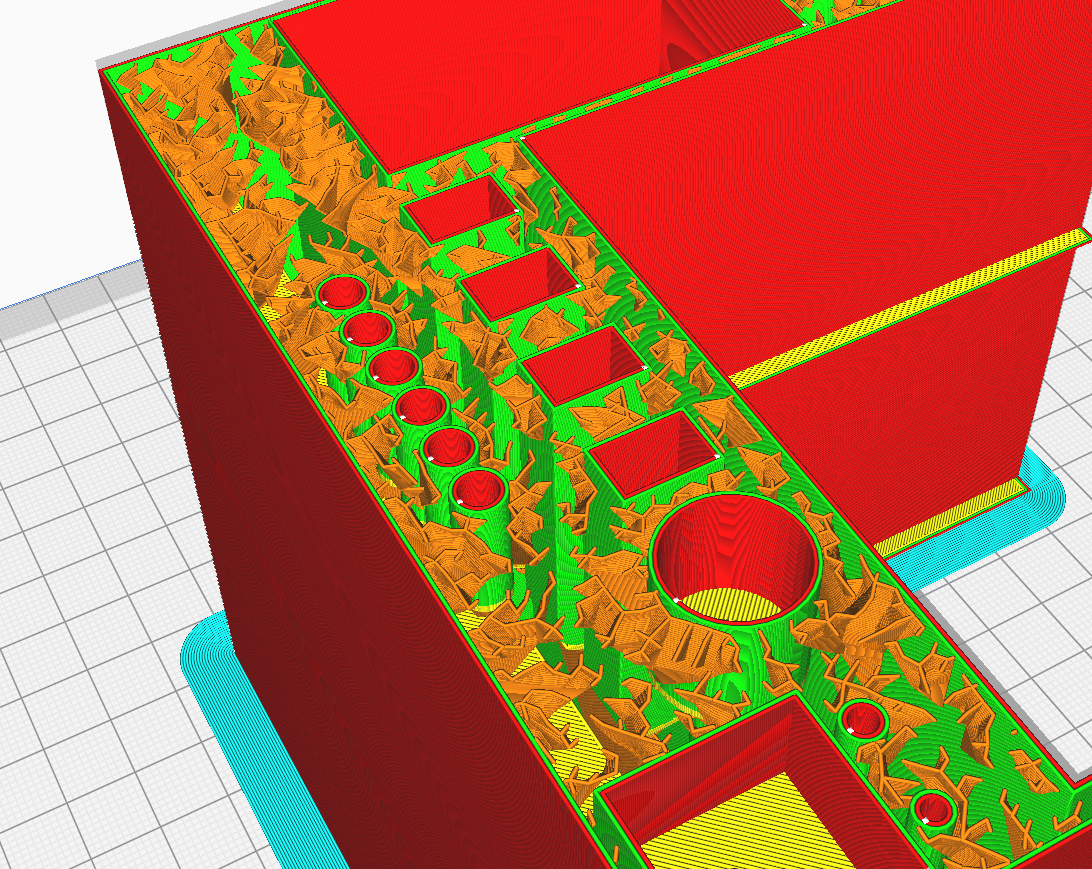
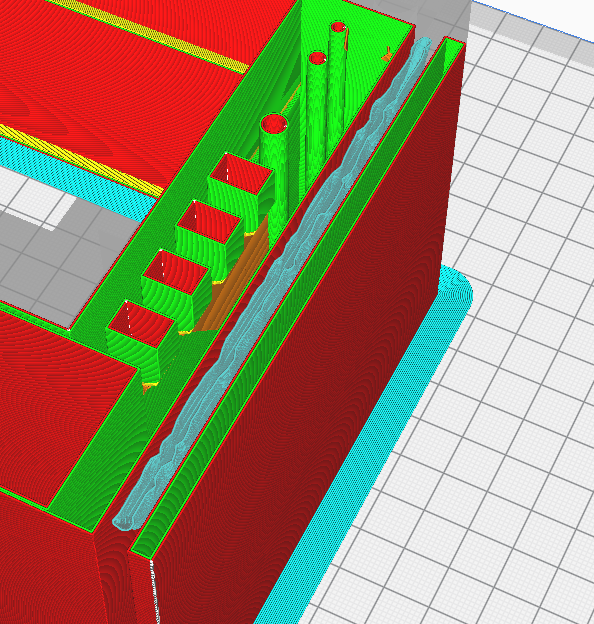
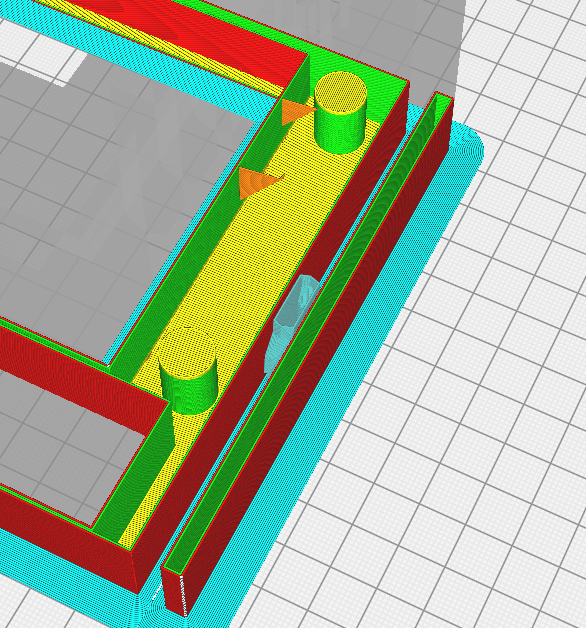
Mir ist letztens aufgefallen das manche Teile so schwer sind und da begann meine Suche. Ich nutze die aktuelle Cura Version 4.13.1. Es hat sich viel verändert. Ich bin bei Cura auf die Option Infill "Lightning" (Kam mit V4.12)gestoßen und für die Support Structur "Tree". Sofern es für die Anwendung geeignet ist spart man viel Filament und Gewicht und Druckzeit. Desweiteren kann man die Anzahl der Wandlinien "Wall Line Count" setzen um mehr Stabilität zu geben(Standard auf 2). Da es relativ viele Körper mit vollen Inhalt zum runterladen gibt finde ich es ganz praktisch. Vielleicht habt ihr auch andere Tipps auf Lager. Oder sogar schonmal ausprobiert? Ich werde es die Tage mal testen. ;)
Angehängte Dateien:
-

Ganzes_Modell.png
630 KB -

Lightning_Infill_Anfang.png
510 KB -

Lightning_Infill_Mitte.png
320 KB -

Lightning_Infill_Letzte_Schicht_zum_Uebergang.png
990 KB -

Support_Tree_Oben.png
400 KB -

Support_Tree_Unten.png
370 KB
Bei den meisten Slicer kann man den Wert "Fill" oder "Infill" oder "Fülldichte" in (xxx%) setzen. Je nach Stabilität die der "Druckling" erreichen soll. Standard ist der Wert so um die 15% Gesetzt. Auch wichtige Parameter sind: * Vollschichten Oben/Unten * Startwinkel * Kreuzwinkel * Überschneidung Außenkontur * Füllmuster * Vollschichten vereinigen * Füllschichten vereinigen * Intervallschichten * Vollschichten. Alle diese Parameter beeinflussen die Menge des Verdruckten Filaments. Je nach Art der Konstruktion (Rund/Rechteck/Quadrat usw. Beeinflusst dies dann die Stabilität. Gerade bei Rund-Hohl-Zylinder, kann es sehr Nützlich sein zu schauen, dass die Anzahl Außenkonturen so gesetzt wird, das kein infillbereich entsteht. Der Druckkopf kreist dann schön gleichmäßig, was erhebleich weniger Zeit braucht, wie wenn er in Der Wand beginnt Muster zu erzeugen. Es braucht dann etwas mehr Material, aber der Druckprozess verkürzt sich merklich. Je nach dem was man vom Druckling erwartet, kann aber ein 3D-Infill Muster erheblich zur Stabilität des Hohlziylinder oder Rohr beitragen. Eine Vollgefüllte Rohrwand kann unter Umständen schneller Brechen als eines das mit Waben oder 3D-Infill gefüllte wände hat.
Werden die Waben bzw. das 3D-Infill entsprechend der vorgegebenen Geometrie so berechnet, dass es eine maximal mögliche Belastung erlauben oder ist das einfach nur ein Pi mal Daumen verteilter 3d-Infill?
Nano schrieb: > oder ist das einfach nur ein Pi mal Daumen verteilter 3d-Infill? Das kommt auf den Slicer an. Der FlashPrint kann auf optimale Steifigkeit eingestellt werden. Dazu muss man aber wissen was man einzustellen hat. Der Neue FlashPrint 5 hat dazu noch Fuzzy-Skin Parameter mit denen noch recht viel an der Festigkeit, zwischen leicht Flexibel bis Hart manipuliert werden kann. Aber auch da muss man natürlich die Eigenschaften des Filaments das man verwendet mit einbeziehen und genau wissen was man tut. Auch helfen kann wenn man Ironing aktiviert.
Patrick L. schrieb: > Auch helfen kann wenn man Ironing aktiviert. Das ist eine tolle Funktion - damit sieht die obere Fläche (zumindest beim Adventurer 3) wirklich richtig gut aus. Kann ich nur empfehlen - auch wenn das Zeit benötigt.
Chris D. schrieb: > Das ist eine tolle Funktion - damit sieht die obere Fläche (zumindest > beim Adventurer 3) wirklich richtig gut aus. Ja und gleichzeitig macht es das Teil erheblich stabieler, da die "Solbruchstellen" verschweißt und geglättet werden. Das fördert die Oberflächenspannung und trägt erheblich zur Stabilität bei. Ich habe meiner Tochter so einen wiederverwendbaren "Strohalm" ausgedruckt, da bei der "Caprisonne" nur noch so Kartonstrohalme dabei sind und die weichen extrem schnell auf. Und machen das "Einstechen" auch fast unmöglich. Mit dem 3D-Gedruckten Strohalm (aus Lebensmittel-konformen PET-G) hat sie jetzt einen immer wieder verwendbaren Strohalm, der auch noch Geschirrspühlmaschienen fest ist. Dank dem Ironing und den richtigen Fuzzy-Skin Parameter hat das Teil eine Aalglatte Oberfläche und ist sehr stabil.
:
Bearbeitet durch User
Bei Ironing muß man aber auch dazu sagen das es extrem stark von der verwendeten Düse abhängig ist ob dies nun gut oder "dreckig" aussieht. HF Düsen z.b. haben extrem wenig "Restring" (z.b. die Chromedüsen von Phaetus) oder sind zu rau um die Austrittsöffnung so das das abschleifen (das ist ja das was Ironing macht) dann eher kontraproduktiv ist da es Rillen hineinzieht bzw. bei zu rauer Düse (die E3D Edelstahl Düsen z.b.) zieht die Düse das Material dann bis zum Ende der Linie mit und lässt es dann dort "liegen" - das sieht aus wie gewollt und nicht gekonnt. Viel mehr erreicht man, meiner Meinung nach, wenn man ein wenig mit der Linienbreite in Verbindung mit Schichthöhe und Flow auf der letzten Lage spielt. Damit läßt sich ebenso eine "Aalglatte" Oberfläche zaubern. Meine Drucker laufen alle mit Pheatus Dragon Hotends, fünf Stück davon haben ein Dragon HF mit 0.8er Düse. Bei richtiger Einstellung sieht man auf der letzten Lage ebenso keine "Zwischenräume". Wichtig ist halt: Man muss sich wirklich die Zeit, Geduld und Material nehmen um für sich die besten Einstellungen zu finden. Eine allgemeingültige "beste Einstellung" gibt es da nicht.
Nano schrieb: > Werden die Waben bzw. das 3D-Infill entsprechend der vorgegebenen > Geometrie so berechnet, dass es eine maximal mögliche Belastung erlauben > oder ist das einfach nur ein Pi mal Daumen verteilter 3d-Infill? Lightning dient nur als Stütze für die Bridging - im Grunde ist Lightning überhaupt kein Infill und kann ausschließlich als "inneres Stützmaterial" angesehen werde. Die anderen Infills sind alle keine berechneten. Sie füllen nur aus - zumindest bei Cura ist das so. Bei Software wie NetFabb sieht dies allerdings schon wieder anders aus.
Rene K. schrieb: > Wichtig ist halt: Man muss sich wirklich die Zeit, Geduld und Material > nehmen um für sich die besten Einstellungen zu finden. Eine > allgemeingültige "beste Einstellung" gibt es da nicht Kann ich zu 100% Unterstützen. Deshalb: Patrick L. schrieb: > Aber auch da muss man natürlich die Eigenschaften des Filaments das man > verwendet mit einbeziehen und genau wissen was man tut. Beim Konzept von: Chris D. schrieb: > Das ist eine tolle Funktion - damit sieht die obere Fläche (zumindest > beim Adventurer 3) wirklich richtig gut aus. ist natürlich die Auto-ironing genau auf den Drucker und die Düse abgestimmt, weshalb man da schon auch mit wenig Wissen, schon recht gute Erfolge haben kann. Wichtig ist da natürlich dass das Richtige Grundsetting (Vorwahl im Hauptmenü) gewählt wurde (Material Typ Düsen Typ) dann stellt der FlaschPrint ab V5.1 das recht gut selber ein. ;-)
Angehängte Dateien:
-

20220207_201524.jpg
240 KB
Rainer S. schrieb: > Vielleicht habt ihr auch andere Tipps auf Lager. Mir gefallen beim 3D-Druck die sichtbaren Layer nicht. Einschalten der Funktion "ungleichmäßige Außenhaut" unter Experimentelle Einstellungen erzeugt eine (für mich) schöne, griffige Oberfläche.
Frank G. schrieb: > Rainer S. schrieb: >> Vielleicht habt ihr auch andere Tipps auf Lager. > > Mir gefallen beim 3D-Druck die sichtbaren Layer nicht. > Einschalten der Funktion "ungleichmäßige Außenhaut" unter Experimentelle > Einstellungen erzeugt eine (für mich) schöne, griffige Oberfläche. Bei Cura? Wie wird das gelößt? Wird da mehr Material aus dem Extruder gedrückt? Kann man das Partiell anwenden?
Rene K. schrieb: > Bei Cura? Ja Version 4.11.0, sorry versäumt hinzuschreiben. Rene K. schrieb: > Wie wird das gelößt? Der Druckkopf "zittert" während er fährt. Dies kann man über Parameter einstellen. Das sind minimale Bewegungen. Rene K. schrieb: > Wird da mehr Material aus dem Extruder > gedrückt? Kann man das Partiell anwenden? Das weiß ich nicht.
Rene K. schrieb: > Bei Cura? Wie wird das gelößt? Wird da mehr Material aus dem Extruder > gedrückt? Kann man das Partiell anwenden? Bedinngt ja mann kann Ebenen Definieren die "Zittern" und ebenen die Nicht Zittern"(Funktion "ungleichmäßige Außenhaut" unter Experimentelle Einstellungen und ebene definieren. Ist aber bei Cura noch Experimentell, kann aber echt gut aussehen wie das Bild von Frank G zeigt ) Beim FlaschPrint die Funktion: Fuzzy Skin kann man verschiedene Parameter wie "Nur Außenhaut" oder je nach Einstellung auch Sektoren mit und Ohne definieren. Wen man IDEX Extruder hat, kann man sogar Bereiche schön Plan und Bereiche mit Rauheiten definieren. So kann man theoretisch eine "Fleck-Kuh" drucken. Ohne IDEX Extruder ist das dann etwas mehr Aufwand, in den man einzelne Bereiche druckt bezw. Mehrere Ebenen(Gestapelte Druckjobs). Wenn ich mal etwas Zeit über hab, schreibe ich auf Wunsch, gerne ein Tutorial hier im Wiki dazu.
:
Bearbeitet durch User
Patrick L. schrieb: > Nano schrieb: >> oder ist das einfach nur ein Pi mal Daumen verteilter 3d-Infill? > > Das kommt auf den Slicer an. > > Der FlashPrint kann auf optimale Steifigkeit eingestellt werden. > Dazu muss man aber wissen was man einzustellen hat. > > Der Neue FlashPrint 5 hat dazu noch Fuzzy-Skin Parameter mit denen > noch recht viel an der Festigkeit, zwischen leicht Flexibel bis Hart > manipuliert werden kann. > > Aber auch da muss man natürlich die Eigenschaften des Filaments das man > verwendet mit einbeziehen und genau wissen was man tut. > Auch helfen kann wenn man Ironing aktiviert. Danke für die Antwort.
Patrick L. schrieb: > Ich habe meiner Tochter so einen wiederverwendbaren "Strohalm" > ausgedruckt, da bei der "Caprisonne" nur noch so Kartonstrohalme dabei > sind und die weichen extrem schnell auf. Und machen das "Einstechen" > auch fast unmöglich. > Mit dem 3D-Gedruckten Strohalm (aus Lebensmittel-konformen PET-G) hat > sie jetzt einen immer wieder verwendbaren Strohalm, der auch noch > Geschirrspühlmaschienen fest ist. Es gibt auch Strohhalme aus Edelstahl, die sind garantiert lebensmittelecht und halten eine Ewigkeit.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.