Hallo, Wir haben große Probleme mit einem Auftrag, den wir einem Bestücker gegeben haben und ich hoffe hier jemanden zu finden, der ein ähnlichen Problem schon mal gelöst hat. Es geht um die Bestückung von ein paar Prototypen einer Platine. Der Bestücker hat die Platine und alle Bauteile mittlerweile seit etwa drei (!!!) Monaten. Ich rufe regelmäßig an wie der Status ist. Mittlerweile haben sie den dritten angekündigten Liefertermin nicht eingehalten. Stattdessen höre ich immer nur Ausflüchte von wegen: "Die Bestückung macht eine externe Firma und die hält sich an keine Absprachen, Termine, ...". Oft heißt es, dass sie nochmal zurückrufen, das klappt aber auch nur in 30% der Fälle. Wir werden wohl als nächstes eine Frist setzten müssen und bei nicht einhalten die Teile zurück fordern. Aber dann bin ich ja auch nur auf dem Status von vor 4-5 Monaten (mehr als die Zeit die der Bestücker die Bauteile hat, da ich jetzt wieder Angebote einholen muss. Und Bestücker lassen sich ja in der Regel sogar für die Aussage "Dafür haben wir momentan keine Kapazitäten frei" viele Wochen Zeit). Gibt es noch etwas anderes was man sinnvoll tun kann? z.B. Schadensersatzforderungen? Wobei ich gehört habe, dass das in Deutschland sehr schwierig bis unmöglich ist. Ich weiß nicht die wievielte schlaflose Nacht ich habe, weil ich mein Projekt nicht fertigstellen kann... Dass der Kunde der König ist, ist in Deutschland ja schon lange nicht mehr der Fall. Aber was man mit vielen Bestückern mit macht ist einfach die Härte! Schöne Grüße, Christian
Christian schrieb: > Wir werden wohl als nächstes eine Frist setzten müssen und bei nicht > einhalten die Teile zurück fordern. Das hättet ihr eben schon bei der 2. oder 3. Terminüberschreitung tun müssen. Nachträglich ist da nichts mehr zu machen, ihr müsst jetzt die Lieferung anmahnen als ob sie erst seit gestern überfällig wäre. Gruss Reinhard
Die dritte Terminüberschreitung ist erst ein paar Tage her. Von daher würde ich sagen das könnte noch eine Option sein. Nur wirklich glücklich bin ich damit auch nicht. Wenn wir das Zeug zurück bekommen bin ich wie gesagt auf dem Stand von vor Monaten.
Im Prinzip gerne. Nur 2x BGA viele ICs mit Powerpad und über 500 Bauteile... Wir haben zwar eine Infrarot Rewokstation, mit der man sowas vielleicht machen kann, aber ich traue mir nicht zu da tatsächlich zuverlässig die BGAs aufzulöten.
Hin fahren und die Sachen abholen könnte ja auch eine Option sein. Evt. bei Prototpyen an eine andere Frima wenden. Nicht alle Bestücker sind so wie beschrieben. :-) Wenn die Bauteile und die LP da sind, darf so etwas eigentlich nicht länger wie 2 Wochen dauern!! Das ist aber immer das selbe Problem mit den Bestückern. Viele nehmen Prototypen nur Zähneknirschend an und machen diese irgendwann wenn die Linie frei ist. Wie schon beschrieben suche dir lieber jemanden der auf die Bestückung von Prototypen spezialisiert ist.
@Christian: Oja da kann ich auch ein Lied von singen. Schön ist auch wenn von 10 Prototypen nur 4 auf Anhieb funktionieren und auf den restlichen falsch bestückte Bauelemente sitzen (Dioden, falsche Widerstandswerte etc.) Das Problem ist das die meisten Bestücker bei Prototypen einen Großteil von Hand löten lassen und die Maschine nur für BGAs und andere Chips. Dabei passen aber viele Fehler... Noch vor einer Weile kamen auch viele Bestücker mit dem bleifreien Löten nicht zurecht und mußten erstmal Dummys löten usw. Das hat sich aber mittlerweilse gebessert. Mittlerweile haben wir im Haus eine einigermaßen anständige Lötwerkstatt (Reflow, Dampfphase, HA-Bestücker etc.) und können das meiste selbst machen (lassen).
Ins Auto steigen, Hin fahren, Alles Abholen. Starte eine Anfrage bei F-Y-E.de, die kann ich Dir auch empfehlen, das ist ein "Empfehlungs-Netzwerk", die Aufträge an Firmen vermitteln, die alle persönlich bekannt sein müssen... siehe auch: www.find-your-engineer.de/ Empfehlen kann ich auch: http://www.mair-elektronik.de/ Die machen recht gute Preise und machen auch Prototypen und sind sehr gut aufgestellt. ( X-Ray, AOI, Dampfphase, Selektiv Löten, Reinraum ect.)
erstmal herzliches beileid. hast du mal hier geguckt? http://www.mikrocontroller.net/articles/Platinenhersteller (viele) platinenhersteller bieten auch bestückungsservice an. wir bestellen unsere platinen (auch prototypen) oft bei contag oder auch bei pcb-pool oder wuerth electronic incl bestückung. dabei senden wir ihnen allerdings nur die "sonderbausteine" meist ICs zu, den rest machen die selber. gerade bei kleinserien kann sich das rechnen, da die bestücker meist größere mengen bestellen und dadurch bessere preise bekommen. man muß allerdings vergleichen.
Bestücki schrieb: > Hin fahren und die Sachen abholen könnte ja auch eine Option sein. Nein, die haben es an eine weitere Firma weitergegeben, ka Welche. > > Evt. bei Prototpyen an eine andere Frima wenden. und welche?? > > Nicht alle Bestücker sind so wie beschrieben. :-) > bisher habe ich nur befriedigende und mangelhafte Erfahrungen gemacht keine positiven. > Wenn die Bauteile und die LP da sind, darf so etwas eigentlich nicht > länger wie 2 Wochen dauern!! > klar... > Das ist aber immer das selbe Problem mit den Bestückern. Viele nehmen > Prototypen nur Zähneknirschend an und machen diese irgendwann wenn die > Linie frei ist. > > Wie schon beschrieben suche dir lieber jemanden der auf die Bestückung > von Prototypen spezialisiert ist. Wenn die Firma angibt, dass die Prototypen macht, dann kann ich davon jawohl mal ausgehen... Mario Grafe schrieb: > @Christian: Oja da kann ich auch ein Lied von singen. Schön ist auch > wenn von 10 Prototypen nur 4 auf Anhieb funktionieren und auf den > restlichen falsch bestückte Bauelemente sitzen (Dioden, falsche > Widerstandswerte etc.) > Das Problem ist das die meisten Bestücker bei Prototypen einen Großteil > von Hand löten lassen und die Maschine nur für BGAs und andere Chips. > Dabei passen aber viele Fehler... > Noch vor einer Weile kamen auch viele Bestücker mit dem bleifreien Löten > nicht zurecht und mußten erstmal Dummys löten usw. Das hat sich aber > mittlerweilse gebessert. Dass die Bauteile dann falsch drauf sind ist natürlich Schuld des Kunden: "Die lagen verdreht in der Stange" Allerdings hatten wir nie größere Probleme, wenn die Prototypen erst mal da waren. > > Mittlerweile haben wir im Haus eine einigermaßen anständige Lötwerkstatt > (Reflow, Dampfphase, HA-Bestücker etc.) und können das meiste selbst > machen (lassen). Darüber denke ich auch nach. Was musstet ihr dafür Zahlen? @frankman: Danke für den Tipp. Ich überlege das mal auszuprobieren. Oder lieber den Bestücker zu nehmen den wir vorher hatten. Da wartet man zwar Wochen auf ein Angebot und wenn die Dokumentation nicht 100% eindeutig ist lötet er es irgendwie auf, aber besser als nochmal so ein Fiasko. @babsy: Der Bestücker ist in dieser Liste aufgeführt und als sehr gut bewertet... Platinen lassen wir da auch machen, das Funktionierte bisher immer sehr gut.
google mal nach Dischereit da lassen wir unsere immer machen. Bisher kein Grund zur Klage.
hm, wieoft habt ihr da denn schon platinen bestücken lassen? einerseits kann immer irgendwo etwas schief gehen, aber 3 monate und wenn er auch noch alle bauteile geliefert bekommen hat ist etwas viel - sehr viel. ich würde meine bauteile zurück fordern und deinem ansprechpartner unmissverständlich mitteilen wie enttäuchst du /ihr seid und konsequenzen ankündigen, und dann dort ggf nicht mehr bestellen. etwas anders wirst du nicht machen können, außer "drohen". ich weiß zwar nicht wie teuer die Bautiele waren, aber die würde ich unter umständen auch abschreiben und ihm mitteilen das er den "schieß" behalten kann und er sich nicht erdreisten solle sich nochmal zu melden. allerdings sind gute bestücker schwer zu finden. zum reflowofen guck mal da http://www.mesago.de/messekatalog/00131/index.htm das sind hersteller - es gibt auch gebrauchte anlagen, einfach einmal nachfragen. bei meinem früheren arbeitgeber stand ein reflowofen von IBL. aber vielleicht reicht ja auch soetwas http://www.essemtec.ch/product.aspx/Reflow-Oefen-Schubladen-Reflowoefen/Batch-Reflowofen/?ArtNr=RO%2D06%2DPLUS
Bestücki schrieb: > Bisher kein Grund zur Klage. Auch Prototypen? Wenn man große Stückzahlen bei denen fertigen lässt, dann mag man zufrieden sein, weil man ein guter Kunde ist, aber wenn die Stückzahlen das nicht hergeben, dann werden nur die großen Stamm- kunden gut bedient. Das ist aber nicht nur in dieser Branche so. Da muss man dran bleiben und wenn das nicht funzt, zieht man seinen Auftrag zurück. Schadensatz wird sich kaum durchsetzen lassen, weil man keinen Schaden nachweisen kann.
an alle, die meinen, einfach hinfahren und zurückholen: In Deutschland gilt immer noch das Bürgerliche Gesetzbuch, darin sind Wildwestmethoden nicht vorgesehen. Wird ein Auftrag nicht wie vereinbart erledigt, so muss erst mal der Auftragnehmer in Verzug gesetzt werden und ein angemessener Termin für die ordnungsgemässe Lieferung gesetzt werden. Und das natürlich schriftlich und beweisbar. Eine Einkaufsabteilung muss das beherrschen, alles andere ist mangelnde Professionalität des Auftraggebers, und die Konsequenzen sind selbstverschuldet. Das soll keineswegs eine Rechtfertigung für den Bestücker sein, aber wenn 2 Ahnungslose aufeinandertreffen kann nur selten was Vernüftiges herauskommen. Gruss Reinhard
babsy schrieb: > hm, > wieoft habt ihr da denn schon platinen bestücken lassen? Das zweite Mal. Der andere Auftrag lief ok. > einerseits kann immer irgendwo etwas schief gehen, aber 3 monate und > wenn er auch noch alle bauteile geliefert bekommen hat ist etwas viel - > sehr viel. Standard Rs und Cs haben wir nicht geliefert, sonst fast alles. Es waren 3 Monate, nachdem er sagte, dass er alles hat. > ich würde meine bauteile zurück fordern das ist der nächste Schritt. > und deinem ansprechpartner > unmissverständlich mitteilen wie enttäuchst du /ihr seid und Habe ich schon mehrfach. > konsequenzen ankündigen, Welche wären? Soweit ich weiß kann man Schadensersatzforderungen in Deutschland praktischgesehen vergessen. > und dann dort ggf nicht mehr bestellen. Ich habe ihm sogar gesagt, dass ich demnächst in anderem Rahmen einige tausend Platinen bestücken lassen muss (Tatsächlich sollten es etwa um die 3500 sein, vielleicht auch 1500 mehr). Und dass dann meine jetzigen Erfahrungen sicher auswirkungen auf die Auswahl des Bestückers haben werden und ich wohl nicht bei ihnen bestellen würde. Er meinte nur, dass er es verstehen kann und auch so machen würde. Größtes Problem ist wohl, dass die Bestückung an eine andere Firma ausgelagert wurde und die nichts tun. Angeblich. > etwas anders wirst du nicht machen können, außer "drohen". > ich weiß zwar nicht wie teuer die Bautiele waren, aber die würde ich > unter umständen auch abschreiben und ihm mitteilen das er den "schieß" > behalten kann und er sich nicht erdreisten solle sich nochmal zu melden. Insgesammt sind es schon ein paar tausend Euro. Da wir nicht eine so große Firma sind ist das schon ziemlich bitter. > allerdings sind gute bestücker schwer zu finden. > > zum reflowofen > > guck mal da > http://www.mesago.de/messekatalog/00131/index.htm > das sind hersteller - es gibt auch gebrauchte anlagen, einfach einmal > nachfragen. Ok, leicht unübersichtlich aber ein Anfang. > bei meinem früheren arbeitgeber stand ein reflowofen von IBL. > aber vielleicht reicht ja auch soetwas > http://www.essemtec.ch/product.aspx/Reflow-Oefen-S... Fehlt noch was für das Auftragen der Paste und am liebsten für das Platzieren der Bauteile. Ist aber auf jeden Fall interessant.
Ich habe mich jetzt man in der Hirarchie der Firma bis fast ganz oben durchtelefoniert, vielleicht wird es doch noch etwas. @Reinhard: Ja, wir haben heute eine Frist gesetzt.
Hauptsächlich Prototypen und Kleinserien <50Stk aber ein paar größere Serien haben die auch schon für uns gemacht. Qualität war in Ordnung die Muster liefen und der Zeitplan wurde eingehalten. Die haben die Bauteile alle selber besorgt. Das mit dem selber fertigen ist immer so eine Sache: Drucker Ofen und ein Place system Da kommt schon ein wenig zusammen. Ob sich das immer so lohnt ist eine andere Frage. Die muss mach sich selbst beantworten können. Bei uns war dies ein klares nein.
liefern die Reflowofenhersteller eigendlich auch, einfach nachfragen, ansonsten haben die bestimmt kontakte. joa ist der messekatalog von der SMT Nürnberg, wenn du wirklich vorhast einen Reflowofen zu kaufen würd ich dir empfehlen da hin zu gehen, da sieht man die Öfen in "action" :) ein paar tausend euro für die bauteile der prototypen ??? oha, naja dann bauteile zurück fordern. wo der die beuteile her nimmt ist nicht dein problem, sondern das vom platinenhersteller /bestücker, auch wenn er den auftrag raus gibt. ich würde mittlerweile vielleicht mal mit einem anwalt reden, wenn die bauteile für die prototypen wirklich so teuer sind / waren.
Mich würde interessieren in welchem Raum sich Christian aufhält! Ich arbeite auch in der Bestückung, und kenne sein Problem. Aber gute Bestücker optimieren fortlaufend ihren Prozess, so das sogar Prototypen auf der Maschine (be uns jedenfalls) bestückt werden. Nur irgendwelche Exoten welche wir per Hand verlöten möchten, setzen wir wirklich per Hand! Auch Funkmodule wie das BTM-222 wird von Hand verlötet, da eine Maschienlötung nicht in Frage kommt.
Nicht vergessen, das die AGB vom Lieferanten(Bestücker) gelten und wenn vertraglich ein verbindlicher Termin vereinbart wurde, dann hat man das auch zu beweisen. Ansonsten wird man vor Gericht ganz schön abblitzen.
Such dir einen Bestücker welcher eine Mydata 500 oder equivalent hat. Es gibt einige, welche auch Prototypen machen und die stripes zu einem Reel splicen und das in einer normalen Bestückungslinie durchlaufen lassen. Zum externen Auslagern der Bestückung. Schau mal die AGB bezüglich Weitergabe von Daten ohne deine Genehmigung. Ev. könnte es ja da Problem sein, daß in China bestückt wird, und die Ware einfach im Zoll oder beim Transport hängengeblieben ist. Oder wenn es blöd hergeht, die Chinakopie vor eurer auf dem Markt ist, oder auch die Chinesen ein Problem haben und es nicht melden wollen. Was anderes. Die Bauteile sind einiges Wert. Könnt ihr davon ausgehen, daß die Bauteile richtig verwendet werden (MSL, ESD). Ich würde das mit einem Nein beantworten. Da wird warscheinlich vor dem Bestückten ein Rebaking anstehen, und das machen die wenigsten. Dasselbe kann mit der Leiterplatte passieren, wenn sie nicht ordnungsgemäß aufbewahrt wurde, nur äußerst schwer lötbar. Ich würde auch versuchen nicht nur die Frist mit Bußgeld bei nichteinhalten sondern auch Garantien für das korrekte Einhalten von MSL/ELD usw bzw auch Aufzeichnungen von Lötprofilen usw anfordern. Es ist schwer und der neue Bestücker kann unter Umständen schlechte Arbeit abliefern weil die Bauteile und Leiterplatte nicht ordnungsgemäß aufbewahrt worden sind. Welche Leiterplatten sind es, welche Oberflächenbehandlung. Wieviele Bauteile haben den MSL level höher oder gleich 2A. Wieviele Bauteile sind ESD gefährdet. Was kosten die Bauteile jeweils in den obigen gruppen. Ist der Betrieb ISO9000 zertifiziert ? Wie sind die AGB wegen Weitergabe von Daten, garantien. Welcher Klasse wurde dem Fertiger für die Fertigung mitgeteilt. Habt ihr die Platinen gestellt oder nicht ?
In den AGBs kann ich nichts finden zur Behandlung der Daten außer, dass sie sich an die Gesetze halten... @Chris: Mydata ist ein Hersteller von Bestückungsautomaten? Warum muss es grade dieser Hersteller sein? Wie es mit MSL und ESD aussieht weiß ich ehrlichgesagt nicht so genau. So weit ich weiß sind BGAs sehr empfindlich. Die Firma, der wir den Auftrag gegeben haben ist nach ISO9000 zertifiziert. Zumindest die Platinenherstellung. Bei der Bestückung kann ich es gerade nicht finden. Wie es bei der Firma aussieht, die den Auftrag ausführt kann ich nicht sagen, da ich nicht weiß welche Firma es ist. Es sind vier Platinen, die Oberflächen sind vergoldet. Die Platinen haben wir beigestellt. Die machen auch einen erheblichen Anteil des Wertes aus.
Chris schrieb: > Ich würde auch versuchen nicht nur die Frist mit Bußgeld bei > nichteinhalten Na, Bußgeld werden von Behörden verhängt, nicht von Firmen und ihren Geschäftsinteressen. Ob man da überhaupt was machen kann ist eine Frage des Vertrages. Wenn man Zielvorgaben nicht vereinbart hat, dann ist man mit unter der Gelackmeierte. An sich kann man nur Wandeln, Mindern oder vom Vertrag zurück treten, aber man muss auch dem Vertragspartner die Chance geben den Vertrag zu erfüllen. Dazu setzt man Fristen und wenn der Partner in Verzug gerät kann man kündigen, evtl. Schadenersatz geltend machen, aber der Weg ist steinig und dürfte wenig bringen weil man Zeit nicht einklagen kann. Einen Anwalt zu fragen scheint wohl der beste Rat zu sein.
> @Chris: > Mydata ist ein Hersteller von Bestückungsautomaten? Warum muss es grade > dieser Hersteller sein? Nein, der Mydata 500 ist eine art Tintenstrahl Lötpastendrucker. Wie gesagt auch vergleichbare, es gibt auch andere Hersteller. Damit erspart man sich, ich nehme mal an, zwei Siebdruckschablonen welche auch mit 220€ zu Kasse schlagen sowie das Personal diese zu reinigen und ein weiterer Vorteil ist, man spart Zeit, da die Siebdruckschablonen nicht bestellt sowie auf deren Lieferzeit gewartet werden muss. Für Klein- und Mitelserien ist sowas ideal. > > Wie es mit MSL und ESD aussieht weiß ich ehrlichgesagt nicht so genau. > So weit ich weiß sind BGAs sehr empfindlich. Nicht nur die. Was nützt dir ein Prototyp wenn die Lötungen nicht halten oder die IC teilweise falsch funktionieren wegen falscher MSL/ESD Behandlung. Das kostet teilweise mehr diversen Fehlern nachzujagen um dann herauszufinden, es lag am Board, wenn man den Fehler endlich entdeckt. Bei der Gelegenheit, BGA und Prototypen, da ist von Vorteil wenn der Bestücker ein Xray Gerät hat und es da durchlaufen lässt. Da sieht man, ob die Lötverbindungen in Ordnung sind oder der Ball noch nicht geschmolzen ist und somit ein Wackelkontakt besteht, ein Fehler der bei einer Jtag Messung als OK noch durchgeht und oft durch falsches Layout oder falsche Reflowkurve gemacht wird. Ansonsten sind bei solchen Platinen Bestücker welche ein Vapour Phase reflow Ofen haben vorzuziehen, da diese Fehler dort vermindert auftreten. Im Xray ist vieles vom Benutzer abhängig, 80% der Operator, 20% das Gerät und es hat eine Fehlerquote von ca 10%. > Die Firma, der wir den Auftrag gegeben haben ist nach ISO9000 > zertifiziert. Zumindest die Platinenherstellung. Bei der Bestückung kann > ich es gerade nicht finden. Entweder das ist ein Leitenplattenhersteller welcher die Bestückung einer anderen Firma übergibt, oder er hat keine ISO9000 Zertifizierung und kauft die Platinen nur bei einer ISO9000 zertifizierten Firma ein. Ich tippe auf letzteres. > > Wie es bei der Firma aussieht, die den Auftrag ausführt kann ich nicht > sagen, da ich nicht weiß welche Firma es ist. > Da in den AGB nichts einthalten ist hast du das Recht bzg Datenschutz die Firma usw zu wissen und auch was sie von dir gespeichert hat, bzw könntest du die Firma, welche die Daten unerlaubt weitergegeben hat, auch verklagen. Da hättest du ein Druckmittel um mit der anderen Firma direkt in Kontakt zu treten um zu wissen was Klartext ist, bzw auch günstig aus dem Vertrag auszusteigen ohne komplikationen. Dass er dich als Kunde verloren hat ist im sicherlich bewusst, wenn nicht sogar recht, daß er dich eventuell nur für größere Aufträge als Kunde haben möchte. Der Bestücker, mit dem ich gut zusammenarbeite nimmt auch nur größere Lose an. Ich muss z.B. 3-4 Projekte auf dieselbe Nutzenbreite trimmen damit er mir überhaupt den Auftrag annimmt und eine Maschinenzeit von mindestens 45 Minuten komme, reiner Setup-Preis 300€ was ich rausbekommen habe und er geht damit noch sehr auf mich ein. Für kleinere oder dringende Sachen nehme ich andere Bestücker. Wenn es Schablonen gibt, dann sucht du dir einen Bestücker welcher die Schablonen benutzen kann und bezahlst die Schablonen natürlich, kein Thema, läss dich aber auch da beim Preis nicht über den Tisch ziehen. Frag ev. bei einem Schablonenhersteller den Preis nach, die Bestücker bekommen sowieso Rabatt aufgrund deren Einkaufsmenge. Auch deshalb ist es wichtig daß du dich mit der Firma in verbindung setzt. Es kann sich z.B. rausstellen daß eine ihrer Maschinen defekt ist und sie deshalb eine verminderte bis gar keine Produktionskapazität haben. Wenn sie nicht auf den Kosten der Schablonen sitzen bleiben wären es in diesem Falle für sie nur vorteilhaft wenn sie deinen Auftrag nicht machen müssten. Geht aber nur, wenn der neue Bestücker denselben Schnellspannrahmen verwendet sowie dasselbe Format. Ansonsten könnte es für dich vorteilhaft sein, mal ein Angebot mit und ohne Leiterplatte machen zu lassen, z.B. bei http://www.kuttig.de/de/ nur mal den Preis zu vergleichen und dann ev. auch abzuwägen ob es ev. Sinn macht einfach 200€ zu zahlen um die Sachen zurückzubekommen und das Board woanders bestücken zu lassen sollten die Schablonen nachweislich vorhanden sein, oder ob man beim nächsten Projekt nicht günstiger und besser woanders wegkommt. Den link hatte ich in Google gefunden, also keine Empfehlung, war nur der erste Link als ich nach einem Bestücker mit dem besagten Gerät gesucht hatte welcher auch Prototypen macht. > Es sind vier Platinen, die Oberflächen sind vergoldet. Die Platinen > haben wir beigestellt. Die machen auch einen erheblichen Anteil des > Wertes aus. Dir ist aber bekannt, daß wenn die Platinen ohne Vacuumverpackung und ohne Trockenmittel nach einer gewissen Zeit nicht mehr problemlos zu verarbeiten sind ? Wenn die nähmlich zu viel Feuchtigkeit aufsaugen kann es passieren daß Vias nicht mehr zuverlässig arbeiten und bei leichter mechanischer Beanspruchung (Biegung) dann nicht mehr leiten weil die Feuchtigkeit durch die rapide Erhitzung die Vias beschädigt, wenn sie notgedrungen aus der Platte entweicht. Gold hat bei Vakumverpackung eine Haltezeit von 12-14 Monaten, mit Silika-gel bzw im Feuchtigkeitskontrolliertem Schrank max 6 Monate. Wenn der Verdacht besteht, daß die PCB nicht fachgerecht aufbewahrt oder transportiert wurden, bei 80 Grad für 12 Stunden backen, das kann jedes Haushaltsbackgerät. Temperatur sollte jedoch mit einem externem Gerät überprüft werden. Nachher nicht vergessen Silika-gel beizulegen. Was die Bauteile betrifft, da muss man mehr über deren MSL level wissen sowie über die verwendete Verpackung. Bußgeld war der falsche Begriff, danke für die Berichtigung. Es ist aber auch üblich Konventionalstrafen zu vereinbaren, seien es auch nur die Einrichtungskosten des Bestückers. Dies wird vielfach bei Projekten gemacht, wo es wichtig ist, daß der Kunde das Produkt bei einer Messe zeigen kann und die Zeit drängt. Das kann auch in folgender Form sein: Termin X, Konventionalstrafe ab X+2KW nach dem Termin, wobei Termin X auch abhänging von der Bauteilbeschaffung ist und ev. erst nach Bauteilbeschaffung festgesetzt wird.
guest schrieb: > gewartet werden muss. Für Klein- und Mitelserien ist sowas ideal. Ah, sieht wirklich interessant aus. Ich will gar nicht wissen was sowas kostet... > > Ansonsten sind bei solchen Platinen > Bestücker welche ein Vapour Phase reflow Ofen haben vorzuziehen, da > diese > Fehler dort vermindert auftreten. Im Xray ist vieles vom Benutzer > abhängig, > 80% der Operator, 20% das Gerät und es hat eine Fehlerquote von ca 10%. Ich stimme auf jeden Fall zu. Als wir den Auftrag vergeben haben war ich aber erst mal froh überhaupt einen Bestücker gefunden zuhaben, es machen will. Firma übergibt, oder er hat keine ISO9000 Zertifizierung und > kauft > die Platinen nur bei einer ISO9000 zertifizierten Firma ein. Ich tippe > auf letzteres. Ich habe mir das Zertifikat mal angesehen. Sie sind für Herstellung von Platinen und Bestückung zertifiziert. >> Es sind vier Platinen, die Oberflächen sind vergoldet. Die Platinen >> haben wir beigestellt. Die machen auch einen erheblichen Anteil des >> Wertes aus. > Dir ist aber bekannt, daß wenn die Platinen ohne Vacuumverpackung und > ohne Trockenmittel nach einer gewissen Zeit nicht mehr problemlos > zu verarbeiten sind ? Ja ist es. Wir haben die Platinen daher auch in der Verpackung des Herstellers gelassen (war Vakuumverpakt und mit Silikat). Ob die Platinen da immernoch drin sind weiß ich natürlich nicht... > Gold hat bei Vakumverpackung eine Haltezeit von 12-14 Monaten, > mit Silika-gel bzw im Feuchtigkeitskontrolliertem Schrank max 6 Monate. > Wenn der Verdacht besteht, daß die PCB nicht fachgerecht aufbewahrt oder > transportiert wurden, bei 80 Grad für 12 Stunden backen, das kann jedes > Haushaltsbackgerät. Dass man Platinen Backen muss, wenn sie nicht korrekt gelagert wurden habe ich auch mal gelesen. Ich hatte nur 24h bei 90°C im Kopf. Ein anderer Bestücker sagte mir dazu aber auch mal, dass das den Platinen auch nicht so wirklich gut tut. > Bußgeld war der falsche Begriff, danke für die Berichtigung. > Es ist aber auch üblich Konventionalstrafen zu vereinbaren, > seien es auch nur die Einrichtungskosten des Bestückers. > Dies wird vielfach bei Projekten gemacht, wo es wichtig ist, daß der > Kunde das Produkt bei einer Messe zeigen kann und die Zeit drängt. > Das kann auch in folgender Form sein: > Termin X, Konventionalstrafe ab X+2KW nach dem Termin, > wobei Termin X auch abhänging von der Bauteilbeschaffung ist und ev. > erst nach Bauteilbeschaffung festgesetzt wird. Sowas würde ich sicher gerne beim nächsten Mal festlegen. Aber ob sich der Bestücker dann überhaput noch auf Herstellung von Prototypen einlässt? Unabhängig davon ist mir selbst auch klar, dass ich besser mehr über Bestückung wissen sollte. Kann mir jemand ein Buch empfehlen? Oder eine Internetseite?
guest schrieb: > z.B. bei http://www.kuttig.de/de/ die sind zwar gut, bei denen kommen aber auch fehler vor grabsteine, ICs falschrum, falsches IC, fehlende bauteile etc @Christian fehler passieren immer wieder, dagegen ist keiner gefeilt. aber so ein mist wie bei deiner bestückerbude ist mir bei/mit kuttig bis jetzt auch noch nicht vorgekommen - eigendlich noch nie knock on wood
Happy End... oder auch nicht. Die Platinen kommen heute zu uns, haben sich bei der Bestückung aber angeblich so sehr verzogen, dass sich Finepitch-Stecker abgehoben haben. Zuerst dachte ich an ein Problem mit dem Design, aber der Lagenaufbau ist so weit symmetrisch (wie es geht). Wir hatten auch schon ähnliche (gleiche Lagenzahl, gleiche Größe) Platinen bei einem anderen Bestücker. Da gab es nie Probleme. Und da war das Kupfer deutlich asymmetrischer auf die Lagen verteilt als bei der aktuellen Platine. Dann hoffe ich mal, dass man wenigstens noch einen Teil der Funktionen mit den Prototypen testen kann.
Christian schrieb: > haben sich bei der Bestückung aber > angeblich so sehr verzogen, dass sich Finepitch-Stecker abgehoben haben. Klingt danach, als wenn die das Temperaturprofil beim Löten nicht im Griff haben.
Michael S. schrieb: > Klingt danach, als wenn die das Temperaturprofil beim Löten nicht > im Griff haben. oder die angeschlossenen kupferflächen(Vcc, masse, etc) oder dicke bauteile (smd-spulen) ziehen die wärme weg ...
Bauteile auf großen Kupferflächen mit Thermals (sog. Wärmefalle)abgeblockt ?
babsy schrieb: > oder die angeschlossenen kupferflächen(Vcc, masse, etc) oder dicke > bauteile (smd-spulen) ziehen die wärme weg ... Das dürfte nichts ausmachen weil das Profil da für eine sanfte Erwärmung sorgen soll. Wenn es allerdings überhitzt wird dann kann ich mir den vom TO geschilderten Fall schon gut vorstellen. Wir haben mal bei einer IR-Reflow in der Anfangszeit Platinen in Briketts verwandelt weil keiner das mit dem Profil im Griff hatte. Jedenfalls waren die Baugruppen auch ziemlich verbogen. Nach mehren Versuchen wurden die Regler auf geringere Temperaturen eingestellt und dann ging es wie erwartet, obwohl das Profil dann so schief war, das es eigentlich gar nicht hätte gehen dürfen.
Es sind einige große Spulen bei Schaltreglern / zum Abblocken vorhanden. Hier sind auch entsprechende großflächige Verbindungen zu Kupferflächen vorhanden. Hier Wärmefallen einzubauen würde allem wiedersprechen, was ich über Platinendesign verstanden zu haben glaube, was ich in Datenblättern und Guides von/über Schaltreglern gelesen habe und was man hier im Forum gesagt hat, als die Platine entstanden ist. Damals hieß es, dass man Wärmefallen bei Reflow am besten auf der ganzen Platine weg lassen sollte, da viele parasitäre Eigenschaften und nicht notwendig. Jedenfalls habe ich schon Platinen mit mehr Bauteilen und mehr Spulen gesehen, die auch nicht krumm waren. Ich denke schon, dass es gehen muss...
Wärmefallen machen, wenn richtig eingesetzt, natürlich Sinn. Z.B. bei THT-Verbindungen von Steckern (Wellenlöten) und wenn es viele angeschlossene Powerlagen daran gibt. Komplett sinnlos sind diese bei Vias. Aber auch bei Reflow braucht man gelegentlich Wärmefallen, nämlich dann, wenn z.B. ein kleiner 0402 Widerstand auf einer Seite das Pad komplett im Cu liegt und das andere Pad mit z.B. einer 150µm breiten LB angeschlossen ist: das gibt mit Sicherheit einen Grabstein (Tombstoning) durch zu unterschiedliche Wärmeaufnahme der Pads. D.h. hier müssen Wärmestege her ! Aber verbogene Platinen enstehen so eher nicht. Hier könnte in der Tat ein asymetrischer Lagenaufbau oder/ und eine ungünstige Cu-Verteilung Schuld sein: > Und da war das Kupfer deutlich asymmetrischer auf die Lagen verteilt als > bei der aktuellen Platine ... Ich vermute, du wirst uns hier keine Bilder der einzelnen Lagen zeigen, vielleicht aber den Lagenaufbau. Gruss Uwe
Christian schrieb: > Es sind einige große Spulen bei Schaltreglern / zum Abblocken vorhanden. > Hier sind auch entsprechende großflächige Verbindungen zu Kupferflächen > vorhanden. das bedeutet du hast eine "dicke" spule (z.b. WE-SPC) ohne thermal relief auf eine kupferfläche gesetzt? Michael S. schrieb: > Das dürfte nichts ausmachen weil das Profil da für eine sanfte Erwärmung > sorgen soll. Wenn es allerdings überhitzt wird dann kann ich mir den > vom TO geschilderten Fall schon gut vorstellen. > > Wir haben mal bei einer IR-Reflow in der Anfangszeit Platinen in > Briketts verwandelt weil keiner das mit dem Profil im Griff hatte. ?? das profil sorgt für eine sanfte erwärmung, allenanschein nach kommt sie wärme aber nicht am lötpad an oder? es gibt nicht "eine" kurve wie du schon richtig bemerkt hast und man kann über die temperaturkurve nicht alles "rausreißen". die spulen z.b. WE-SPC, das gehäuse nimmt schon alleine sehr viel wärme auf, sind die pads ohne thermal relief an kupferflächen / dicke leiterbahnen angeschlossen, geht wieder wärme "verloren" und wenn es sich dazu noch um eine mehrlagige platine handelt mit mehreren kupferlagen geht die wieder wärme flöten. und was sind noch für ICs auf der platine? wie temperaturempfindlich reagieren die? weißt du das? es kann schon viel alleine durch falsche platzierung schief gehen. Christian schrieb: > Jedenfalls habe ich schon Platinen mit mehr Bauteilen und mehr Spulen > gesehen, die auch nicht krumm waren. ich hab schon schiefe/verzogene platinen gesehen auf denen gar keine spulen drauf waren, nur krümelzeugs. die platinen haben sich allein durch "schlechte" leiterbahnführeung verzogen.
Babsy schrieb: > die spulen z.b. WE-SPC, das gehäuse nimmt schon alleine sehr viel wärme > auf, sind die pads ohne thermal relief an kupferflächen / dicke > leiterbahnen angeschlossen, geht wieder wärme "verloren" und wenn es > sich dazu noch um eine mehrlagige platine handelt mit mehreren > kupferlagen geht die wieder wärme flöten. Natürlich ist der Idealfall für den Bestücker eine Platine mit aufgelockerter Bestückung in etwa gleich großer Bauteile mit geringer Kupferdichte. Aber viel Kupfer macht eine Platine nicht wirklich zu einem Problemfall (solange halbwegs gleichmäßig verteilt). Beim Reflow wird die ganze Baugruppe großflächig beidseitig erhitzt. Duch die große Oberfläche im Vergleich zu ihrer Masse wird die Platine selbst dadurch vergleichsweise problemlos auf Löttemperatur gebracht. Große Kupferflächen auf Platinen mit vielen Innenlagen sind schon seit Jahren/Jahrzehnten Tagesgeschäft für jeden Bestücker. Ein deutlich größeres Problem dagegen sind große, massige Bauteile. Da musst du erst mal genug Wärme rein kriegen, dass auch die Pads Endtemperatur erreichen. Setz z.B. ein paar große SMD-Elkos dicht zusammen und schon hast du ein schönen Problemfall. Einerseits wird viel Wärme benötigt um Löttemperatur zu erreichen und die Elkos schatten sich gegenseitig von der Reflow-Wärme ab. Andererseits sind die Elkos empfindlich auf Übertemperatur. Da würdest Du Dir sogar wünschen, dass die Pins thermisch gut angebunden sind, damit darüber Wärme reinkommt und die Pads schnell Temperatur erreichen. Wenn Du wartest, bis über das Bauteil die Temperatur reinkommt, sind andere Teile womöglich schon überhitzt.
Christian schrieb: >> Gold hat bei Vakumverpackung eine Haltezeit von 12-14 Monaten, >> mit Silika-gel bzw im Feuchtigkeitskontrolliertem Schrank max 6 Monate. >> Wenn der Verdacht besteht, daß die PCB nicht fachgerecht aufbewahrt oder >> transportiert wurden, bei 80 Grad für 12 Stunden backen, das kann jedes >> Haushaltsbackgerät. > Dass man Platinen Backen muss, wenn sie nicht korrekt gelagert wurden > habe ich auch mal gelesen. Ich hatte nur 24h bei 90°C im Kopf. Ein > anderer Bestücker sagte mir dazu aber auch mal, dass das den Platinen > auch nicht so wirklich gut tut. Das ist schwer von der Oberfläche abhängig. OSP, chem. Zinn oder HAL dürfen nicht gebacken werden, weil die Oberfläche dadurch leidet. > Im Xray ist vieles vom Benutzer abhängig, > 80% der Operator, 20% das Gerät und es hat eine Fehlerquote von ca 10%. Unsinn. Wenn wir über BGAs reden, dann 40% Layouter, 40% Operator, 20% Gerät. Das Pad-Design hat deutlichen Einfluss darauf, ob man Lötfehler unter dem X-Ray überhaupt erkennen kann. Man kann nicht einfach für ein Design, das auf ICT oder Flying Probe abgestimmt ist, plötzlich die Teststrategie ändern und auf X-Ray gehen. Für jede Teststrategie gibt es unterschiedliche Designrules. Hält sich der Layouter nicht dran, dann ist auch der beste Operator nicht genug.
Angehängte Dateien:
-

lga119.jpg
220 KB
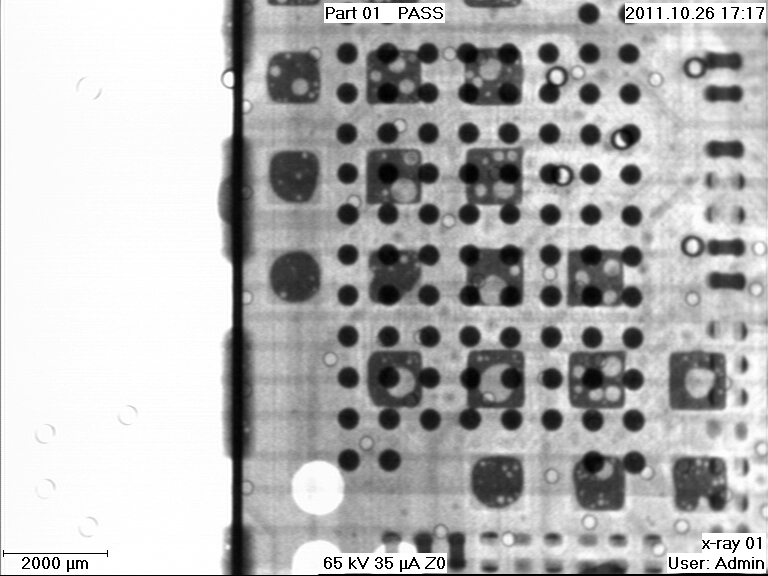
> > Das ist schwer von der Oberfläche abhängig. OSP, chem. Zinn oder HAL > dürfen nicht gebacken werden, weil die Oberfläche dadurch leidet. > Hal hat nichts mit fine pitch (BGA,...) zu suchen, OSP darf nur einmal im Reflow gelötet werden, nichts für rework, also auch nichts für Prototypen, hauptsächlich für Großserien. Ich sprach auch von 80 Grad, also nicht das Schnellverfahren bei 120 oder 125 Grad. Das geht auch für chemisch Zinn. >> Im Xray ist vieles vom Benutzer abhängig, >> 80% der Operator, 20% das Gerät und es hat eine Fehlerquote von ca 10%. > > Unsinn. Wenn wir über BGAs reden, dann 40% Layouter, 40% Operator, 20% > Gerät. > Das Pad-Design hat deutlichen Einfluss darauf, ob man Lötfehler unter > dem X-Ray überhaupt erkennen kann. > Man kann nicht einfach für ein Design, das auf ICT oder Flying Probe > abgestimmt ist, plötzlich die Teststrategie ändern und auf X-Ray gehen. > Für jede Teststrategie gibt es unterschiedliche Designrules. Hält sich > der Layouter nicht dran, dann ist auch der beste Operator nicht genug. Dem würde ich für Xray widersprechen. Und die landpattern sowie stencil sind meistens sowieso den Herstellerangaben entsprechend gezeichnet. Keiner will Gewährleistung machen, weil er nicht die vom Hersteller definierten design rules genommen hat. Ein Beispiel, hier LGA mit vom Hersteller vorgegebenen land pattern und stencil apertures sowie thickness.
Chris schrieb: >> >> Das ist schwer von der Oberfläche abhängig. OSP, chem. Zinn oder HAL >> dürfen nicht gebacken werden, weil die Oberfläche dadurch leidet. >> > Hal hat nichts mit fine pitch (BGA,...) zu suchen, OSP darf nur einmal > im Reflow gelötet werden, nichts für rework, also auch nichts für > Prototypen, > hauptsächlich für Großserien. Ich sprach auch von 80 Grad, also nicht > das > Schnellverfahren bei 120 oder 125 Grad. Das geht auch für chemisch Zinn. Nicht jeder BGA ist FinePitch. Bei 1mm-Raster mit 0,4mm-Pad geht HAL wunderbar. Deine Bedenken bzgl. OSP im Prototypensektor sind übertrieben. OSP kann nicht zweiseitig gelötet werden, dem stimme ich zu. Aber nach dem Reflow-Löten hast du sowieso Zinn auf den Pads, das geht im rework problemlos. 80/90°C ist immernoch Temperaturstress, und unter Temperaturstress leiden nunmal die Oberflächen. ob nun 120° für 4h oder 90° für 24h, das sollte sich dann nicht mehr viel nehmen. >>> Im Xray ist vieles vom Benutzer abhängig, >>> 80% der Operator, 20% das Gerät und es hat eine Fehlerquote von ca 10%. >> > >> Unsinn. Wenn wir über BGAs reden, dann 40% Layouter, 40% Operator, 20% >> Gerät. >> Das Pad-Design hat deutlichen Einfluss darauf, ob man Lötfehler unter >> dem X-Ray überhaupt erkennen kann. >> Man kann nicht einfach für ein Design, das auf ICT oder Flying Probe >> abgestimmt ist, plötzlich die Teststrategie ändern und auf X-Ray gehen. >> Für jede Teststrategie gibt es unterschiedliche Designrules. Hält sich >> der Layouter nicht dran, dann ist auch der beste Operator nicht genug. > > Dem würde ich für Xray widersprechen. Und die landpattern sowie stencil > sind meistens sowieso den Herstellerangaben entsprechend gezeichnet. > Keiner will Gewährleistung machen, weil er nicht die vom Hersteller > definierten design rules genommen hat. Wenn man sich immer nur in die Herstellerangaben verbeisst, darf man sich aber auch nicht aufregen, wenn man feststellt, dass die Teststrategien nicht ordentlich greifen. Kleines Beispiel: Gerade beim X-Ray empfehlen sich Teardrop-förmige Pads. Wenn Ball und Pad verbunden werden, ergibt sich eine asymmetrische Lötstelle. Verbinden sich Ball und Pad nicht, bleibt die Lötstelle rund. Das vereinfacht die Erkennung von Lötfehlern unter BGAs mit X-Ray gewaltig. Dein Beispiel bzgl. Gewährleistung ist unzutreffend, denn insbesondere bei Angaben zur Pastemask leben die meisten Hersteller hinterm Mond. Da kann dir, vor allem, wenn es um Gewährleistung geht, der Bestücker die verlässlichere Auskunft geben. Die ist nämlich auch belastbar, wohingegen jedes Datenblatt ausdrücklich auf möglicherweise vorhandene Fehler und Irrtümer hinweist. Die Hersteller weisen bzgl. ihrer Empfehlungen von vornherein jede Schuld von sich. Deswegen stur den Herstellerangaben zu folgen, um im Zweifel aufgrund von Irrtümern (die sich die Hersteller ausdrücklich vorbehalten) Gewährleistung einfordern zu können, erscheint mir nicht zielführend. Lieber sollte man an der Stelle vorher abschätzen, welche Prüfstrategie eingesetzt wird und dann das Pad-Design dahingehend anpassen. AOI braucht größere Pads, damit der Lötmeniskus gut ausgebildet werden kann. Beim ICT/Flying Probe ist das unnötig. Immer nur mit Standard-Pads zu arbeiten, nimmt einem langfristig jeder Bestücker übel. Leider ist den meisten Layoutern das Pad-Design egal oder sie wissen nicht genug über die Thematik und denken, das ihre Padstacks für alle Anwendungen gleich gut geeignet sind.
Hallo nochmal, Der Platinenhersteller sagt, dass das Problem in unserem Design liegt. Lagenaugbau ist: 1/8 Signale 2/7 GND 3/6 Signale 4 VCC 5 Signale / andere Spannungen als Fläche. Lage 5 hat schon weniger Kupfer als Lage 4. Ich hätte nicht gedacht, dass das so viel ausmacht. Gibt es eine Daumenregel wie asymmetrisch die Verteilung sein darf? Sowas sollte sich ja nach Möglichkeit nicht wiederholen. Ich kenne eine andere Platine, die hat die Lagen 1-3 sowie 7,8 größtenteils Kupfer. 4-6 sind Signale. Mit dem Auge geschätzt ist die Asymmetrie zwischen 3 und 6 größer, als die zwischen 4 und 5 bei dem aktuellen Bild. Leider habe ich keine Möglichkeit die genaue prozentuale Kupferbelegung zu berechnen. Gibt es da ein Tool, das das aus den Gerberdateien berechnen kann? @Babsy: Die größte Fläche an die eine Spule ohne Wärmefallen angeschlossen ist hat 145 mm^2. Die Wärmeempfindlichsten Bauteile werden die BGAs sein. Elkos sind keine drauf. Dass sich die Platinen verzogen haben ist mittlerweile das kleinste Problem. Auf der Hälfte der Prototypen ist die Lotpaste nicht ganz aufgeschmolzen, teilweise zwischen den Pads verlaufen. Es gibt viele Kurzschlüsse und kalte Lötstellen. Testen ist so fast nicht möglich.
Hallo Christian, ein wenig hat das immer mit dem Aufbau zu tun. Wo sind Kerne, wo Prepregs? Wieviele Prepregs liegen zwischen den Kernen? Die größte Verformung wird sicherlich durch die asymetrische Kupferverteilung auf 4/5 entstehen. Faustregeln gibt es da meines Wissens leider nicht. Vielleicht kannst du durch Aufrastern der geschlossenen Kupferflächen etwas erreichen. > Dass sich die Platinen verzogen haben ist mittlerweile das kleinste > Problem. Auf der Hälfte der Prototypen ist die Lotpaste nicht ganz > aufgeschmolzen, teilweise zwischen den Pads verlaufen. Es gibt viele > Kurzschlüsse und kalte Lötstellen. Testen ist so fast nicht möglich. Das Lotpaste zwischen den Pads verläuft, kann verschiedene Ursachen haben: 1. dass du zwischen diesen Pads keinen Lötstopplack hast. Da wo es möglich ist, sollten zwischen den Pads immer Lackstege sein. Bei freigestellten Pad-Reihen wird der Druck nicht sauber, da die Schablone ca. 50µm über den Pads liegt. Wenn dann noch zu viel Lotpaste gedruckt wird, dann geht das schon beim Vorwärmen in die Hose und die Paste fliesst zwischen die Pads. 2. dass deine Lötdepots zu groß sind. Die Pastenmaske sollte immer mind. 10% kleiner als das Pad sein. Bei technologisch kundigen Bestückern wird in der Regel im CAM-Prozess die Pastenmaske des Layouters ignoriert und eine eigene generiert, die prozessfähig ist. Schau dir genau an, ob deine Vorgaben benutzt wurden! Wenn dem so ist, dann musst du die Depots (insbesondere bei BGAs und großflächigen Pads) verkleinern. 3. kalte Lötstellen: kann eigentlich nur am Bestücker liegen. Es scheint mir, dass dein Bestücker nicht in der Lage ist, technologisch aufwändige Baugruppen herzustellen. Such dir einen anderen. Nebenbei: Dein Lagenaufbau ist bzgl. EMV sehr suboptimal. Wenn du damit HF im GHz-Bereich machen willst, dann verbaust du dir deine Rückstrompfade, weil zwar 1/8 und 3/6 GND als Bezugsebene nutzen, aber 5 kann nur VCC nutzen. Damit kannst du HF-Signale von Lage 5 nur auf 3 kontaktieren, nicht aber auf 1/8. Kontaktierst du trotzdem ein Signal von 5 auf 1 durch, verbaust du dir den Rückstrompfad. Für HF-Designs wäre es besser, wenn du einen solchen Aufbau nimmst: 8 Signal 7 GND 6 Signal 5 GND 4 VCC 3 GND 2 Signal 1 frei/GND Leider ist das noch nicht weit gedrungen, aber HF bedingt für gute EMV-Eigenschaften immer einen Aufbau, der symmetrisch zu einer Kupfer-Innenlage ist. Symmetrie zum LP-Material ist kontraproduktiv, weil die Rückstrompfade nicht sauber geschlossen werden können. Edit: Dein Vergleich mit der anderen Platine hinkt, da du dort eben 3/6 betrachtest. Die Verformungen, die von 4/5 ausgelöst werden, sind aber viel stärker, da es sich bei einem 8-Lagen-ML um die Mittellagen handelt. Ohne Platinendaten ist eine genauere Analyse kaum möglich. Häufig macht der Layouter kleine, anscheinend unbedeutende Fehler, die technologisch ziemlich problematisch werden können. Aber insbesondere wenn die Lotpaste nicht aufschmilzt, bleibt eigentlich nur Schlamperei oder mangelndes Equipment beim Bestücker übrig. Manche Baugruppen können nunmal nur mit Dampfphase gelötet werden, Reflow oder IR-Lötung geht dort einfach nicht.
Hallo Frank, Erst mal zu der Lotpaste: Zu 1) Zwischen den Pads ist ein 1mm breiter Steg Lötstopplack. Das ist sicher nicht das Problem Zu 2) Wir verwenden dei Standardeinstellungen des CAD-Programms. Bisher gab es da nie Probleme. Wie viel das kleiner ist müsste ich mal nachschauen. Zu 3) OK, das wir nicht mehr zu diesem Bestücker gehen steht sicher länger schon fest. Nachdem ich mir den Lagenaufbau selbst noch einmal angesehen habe ist mir schnell klar geworden, dass das vermutlich gut zum verbiegen beiträgt: Hoz plat to 1oz Prepreg 0.12mm Core 0.2mm with copper 1/1oz Prepreg 0.33mm Core 0.1mm without copper 1/1oz Prepreg 0.33mm Core 0.2mm with copper 1/1oz Prepreg 0.12mm Hoz plat to 1oz Wenn der innerste Kern so dünn ist Verstärkt das das Problem sicher noch. Zum deinem Kommentar zum EMV: Guter Punkt. Ich hatte jetzt nur im Kopf, dass man VCC Flächen auch als Rückleitung verwenden kann. Dass man bei den durchkontaktireungen Probleme bekommt hatte ich nicht bedacht. Deinen vorgeschlagenen Lagenaufbau verstehe ich ehrlichgesagt nicht ganz. Hier hat man doch zwischen 3 und 6 wieder eine starke Asymmetrie. Oder ist das Egal, weil die weit genug außen sind? Oder sollte diese Lagenverteilung mit einem spezial Stackup hergestellt werden? Die Standardlagenaufbauten der Hersteller sind ja immer (so weit ich es gesehen habe) von den Abständen her symmetrisch zur Mittelfläche der Platine (Fläche hier im mathematischen Sinne). Auf der Platine gibt es nicht unbedingt Signale im GHz Bereich, wohl aber im dreistelligen MHz Bereich. Eigentlich auch egal, was zählt sind ja eh die Flanken. Auf jeden Fall sollten wir uns da keine Schnitzer erlauben. Da wir 5 Signallagen brauchen wird vermutlich der einzige Weg sein auf 10 Lagen zu gehen. Etwas sorgen macht mir dass die Abstände dann sehr gering werden und die Leitungen noch dünner sein müssen um 50Ohm zu erreichen. Über den passenden Lagenaufbau muss ich mir aber länger mal Gedanken machen...
Hallo Christian, > Guter Punkt. Ich hatte jetzt nur im Kopf, dass man VCC Flächen auch als > Rückleitung verwenden kann. Dass man bei den durchkontaktireungen > Probleme bekommt hatte ich nicht bedacht. Das klappt nur, solange du nicht durchkontaktierst. Beim Durchkontaktieren ändert sich die Bezugsebene, so dass du dann parallel zum Via bspw. zwischen VCC und GND einen Kondensator als HF-Brücke einsetzen könntest, allerdings ist diese Variante nicht wirklich optimal. Richtig gut wirds nur, wenn man direkt neben dem Signal-Via noch GND- bzw. VCC-Vias für den Rückstrompfad setzen kann. > Deinen vorgeschlagenen Lagenaufbau verstehe ich ehrlichgesagt nicht > ganz. Hier hat man doch zwischen 3 und 6 wieder eine starke Asymmetrie. > Oder ist das Egal, weil die weit genug außen sind? Das Problem dabei ist, dass eine gerade Layeranzahl für HF immer suboptimal ist. Und, jetzt wirds echt blöd, bei einer ungeraden Layeranzahl stört auch noch die ungerade Anzahl der Signallagen, weil man in der Mitte GND-VCC-GND hat. Kurz gesagt: Für n Signallagen braucht man immer mindestens 2n+1 Layer. Wenn man dann symmetrisch um die Innenlage aufbaut, kann man zum Beispiel in deinem Fall auf 6 Signallagen gehen und einen 11-Lagen-ML nehmen: 1. Signal 35µ a 2*Prepreg 50µ 2. GND 35µ a Core 100µ 3. Signal 35µ a 4* Prepreg 50µ 4. Signal 35µ a Core 100µ 5. GND 35µ a 2*Prepreg 50µ 6. VCC 35µ a 2*Prepreg 50µ 7. GND 35µ a Core 100µ 8. Signal 35µ a 4* Prepreg 50µ 9. Signal 35µ a Core 100µ 10. GND 35µ a 2*Prepreg 50µ 11. Signal 35µ Der ist symmetrisch um VCC. Enddicke ca. 1,1mm. Was bei deinem Aufbau auch problematisch sein kann, ist die Verwendung sehr dicker Einzelprepregs. Ich würde lieber mehrere dünnere verwenden. Damit erreichst du eine gleichmäßigere Oberfläche. Immerhin sind Harz und Faser des Prepregs unterschiedliche Dielektrika mit unterschiedlichem epsilon_r. Läuft bei einer differentiellen Leitung eine Leiterbahn entlang einer Faser, die andere über Harz, dann gibts keine gleichen Impedanzen mehr. Deswegen werden im Radarbereich übrigens die Leiterplatten im Nutzen typischerweise auch um 7° gedreht. Aber auch das Verwenden mehrere Prepregs senkt die Effekte. Man mittelt das epsilon_r damit aus. Was den Platinenhersteller angeht: Der muss das ganze eh verpressen, welchen Aufbau du da hast, ist relativ egal. Das einzige, was bei diesen Aufbauten wirklich ungünstig ist, ist dass die Kerne zweimal geätzt werden müssen. Das ist letztlich eine Kostenfrage. Gute Hersteller, auch im Prototypenbereich, kriegen das prozesssicher hin. Ein Aufbau mit geradzahliger Lagenanzahl wird immer unsymmetrisch, entweder in Hinblick auf die Kupferverteilung oder bei Prepregs/Kernen. Deswegen muss man, wenn es wirklich drauf ankommt, ungeradzahlige Aufbauten nehmen. Was dein Problem mit der Impedanz angeht: Was hast du denn aktuell für Leiterbahnbreiten? 50-75µm bei 17µ Kupfer sollten machbar sein. Damit hast du auch kein Impedanzproblem.
Tolle Beiträge - so gewinnt man auch als etwas abseits stehender (BGA war bei uns glücklicherweise noch nie nötig) tiefere Einblicke in die Materie. Vielen Dank und bitte weiter diskutieren! Das musste mal gesagt werden :-) Chris D.
Frank Bär schrieb: > Was den Platinenhersteller angeht: Der muss das ganze eh verpressen, > welchen Aufbau du da hast, ist relativ egal. Prinzipiell schon richtig, aber man sollte auch darauf achten, nicht zu viele Prepregs übereinanderzu stapeln (max.3), weil dieser Aufbau in der Multilayerpresse sonst anfängt zu "schwimmen", d.h. die Lagen liegen nicht mehr genau übereinander. Frank Bär schrieb: > Das einzige, was bei diesen Aufbauten wirklich ungünstig ist, ist dass die > Kerne zweimal geätzt werden müssen Warum eigentlich ? Ich sehe gerade keine Burried Vias. Oder überseh ich was ? Frank Bär schrieb: > 50-75µm bei 17µ Kupfer sollten machbar sein. Damit hast du auch kein > Impedanzproblem. Ist ein wenig schmal (50µm sind auch bei uns die offizielle unter Grenze) - muss das so schmal sein ? 100µm sind i.d.R. Standard (nat. nicht beim Poolfertiger). Mit 100µm LBs bekommst du auch problemlos 50Ohm Impedanzen hin. Irgendwo hier im Forum müssen von mir noch ein paar Impedanzberechnungen herumgeistern, die z.T. so geplant sind. Gruss Uwe Edit: Meinst du mit 2x Ätzen evtl. 2 x pressen ?
Angehängte Dateien:
-

50Ohm_Impedanz.png
32 KB
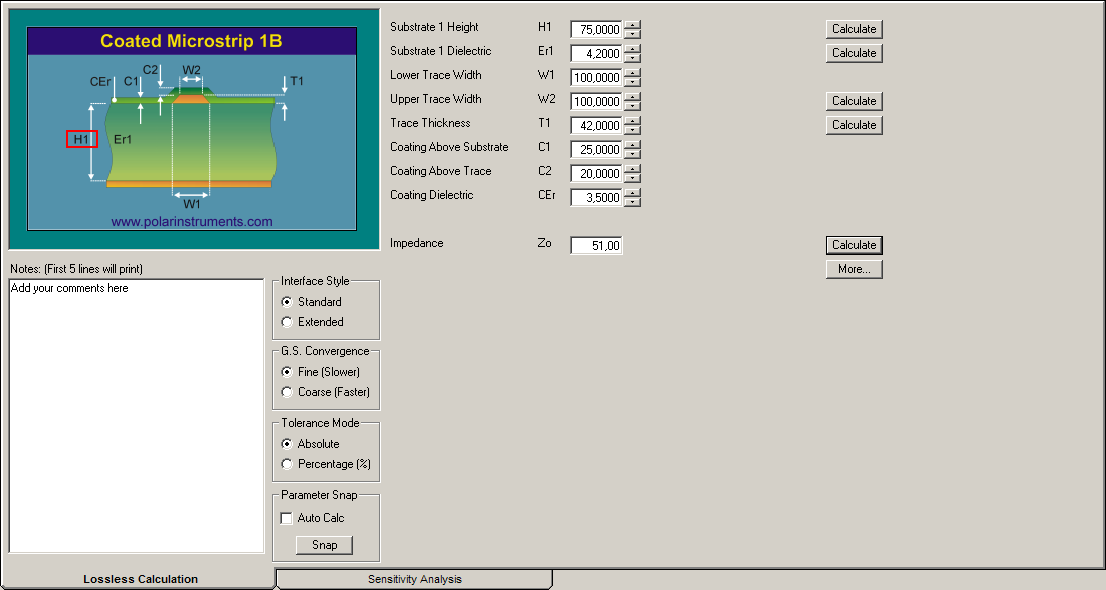
> Mit 100µm LBs bekommst du auch problemlos 50Ohm Impedanzen hin.
Siehe Anhang, normalerweise werden mind. 2 Prepregs übereinander
bevorzugt (aber bei 75µm i.M. nicht kombinierbar), ist hier aber
akzeptabel, wenn i2 eine Plane ist (d.h. möglichst viel Cu).
Edit: die LBs sind in der Realität eher trapezförmig (vergessen so
einzutragen), macht aber hier nicht viel aus (51 Ohm zu 51,7 Ohm).
Frank Bär schrieb: > Ein Aufbau mit geradzahliger Lagenanzahl wird immer unsymmetrisch, > entweder in Hinblick auf die Kupferverteilung oder bei Prepregs/Kernen. > Deswegen muss man, wenn es wirklich drauf ankommt, ungeradzahlige > Aufbauten nehmen. Sorry, hier muss ich nochmal nachhaken: Ich stell mir gerade einen 4Lagen Aufbau vor: 1. BS: 35µm Cu Signal 1 300µm Prepreg 2. i2: 35µm Cu GND (Plane) 100µm Kern 3. i3: 35µm Cu Vcc (Plane) 300µm Prepreg 4. LS: 35µm Cu Signal 2 Werte sind nur Beispielhaft, aber realistisch. Wo ist hier die Unsymetrie ? (vorrausetzung, i2/ i3 sind komplett Cu) Gruss Uwe
Frank Bär schrieb: . . . > 5. GND 35µ > a 2*Prepreg 50µ > 6. VCC 35µ > a 2*Prepreg 50µ > 7. GND 35µ . . . Ach deshalb ! Das heisst aber 2 x pressen: 1. Pressen des ersten Pakets: > 1. Signal 35µ > a 2*Prepreg 50µ > 2. GND 35µ > a Core 100µ > 3. Signal 35µ > a 4* Prepreg 50µ > 4. Signal 35µ > a Core 100µ > 5. GND 35µ > a 2*Prepreg 50µ > 6. VCC 35µ 2. und des zweiten Pakets: > 7. GND 35µ > a Core 100µ > 8. Signal 35µ > a 4* Prepreg 50µ > 9. Signal 35µ > a Core 100µ > 10. GND 35µ > a 2*Prepreg 50µ > 11. Signal 35µ und dazwischen: > a 2*Prepreg 50µ Das heisst, hier werden im Prinzip 2 Multilayer miteinander verpresst (also insgesamt 3 Pressvorgänge !). Naja, schon aufwändiger, da darf der Lagenversatz nicht allzu groß werden. Und Aussenliegende Kerne (hier zwar nur temporär) sehen die LP Fertiger nicht gerne (hier muss in der Tat 2 x geätzt werden). Dieser Aufbau wäre recht teuer.
Hallo Uwe, Uwe N. schrieb: > Frank Bär schrieb: >> Das einzige, was bei diesen Aufbauten wirklich ungünstig ist, ist dass die >> Kerne zweimal geätzt werden müssen > > Warum eigentlich ? Ich sehe gerade keine Burried Vias. Oder überseh ich > was ? Naja, die eine Seite des Kerns liegt nach dem Verpressen innen, daher muss der Kern vorher auf dieser Seite separat geätzt werden, wobei dann wieder die andere Seite vor dem Ätzmedium geschützt werden muss. Das ist aufwändig und teuer. > Frank Bär schrieb: >> 50-75µm bei 17µ Kupfer sollten machbar sein. Damit hast du auch kein >> Impedanzproblem. > > Ist ein wenig schmal (50µm sind auch bei uns die offizielle unter > Grenze) - muss das so schmal sein ? 100µm sind i.d.R. Standard (nat. > nicht beim Poolfertiger). Mit 100µm LBs bekommst du auch problemlos > 50Ohm Impedanzen hin. Irgendwo hier im Forum müssen von mir noch ein > paar Impedanzberechnungen herumgeistern, die z.T. so geplant sind. Sicher, ich wollte nur sichergehen, dass wir hier nicht von 200µ-"Autobahnen" reden, sondern klarstellen, dass die Leiterbahnbreite bei solchen aufwändigen Aufbauten die kleinste Hürde darstellt. > Gruss Uwe > > Edit: Meinst du mit 2x Ätzen evtl. 2 x pressen ? Wenn man auf Backdrilling verzichtet, dann muss man zusätzlich B/B-Vias einsetzen, daher ist dann auch mehrfaches Verpressen notwendig. Bei Vias mit kompletter Kupferhülse baut man sich nur eine Antenne. > Ich stell mir gerade einen 4Lagen Aufbau vor: > 1. BS: 35µm Cu Signal 1 > 300µm Prepreg > 2. i2: 35µm Cu GND (Plane) > 100µm Kern > 3. i3: 35µm Cu Vcc (Plane) > 300µm Prepreg > 4. LS: 35µm Cu Signal 2 > > Werte sind nur Beispielhaft, aber realistisch. > > Wo ist hier die Unsymetrie ? (vorrausetzung, i2/ i3 sind komplett Cu) Wo fliessen die Rückströme? Rückstromvias würden in dem Aufbau VCC und GND kurzschliessen. Als Alternative kann man ein GND- und ein VCC-Via setzen und zwischen beiden einen Kondensator als HF-Brücke anschliessen. Das ist aber eher die Bastellösung. Sauber wird der Rückstrompfad nur über Rückstromvias geschlossen, die beide Bezugsebenen direkt miteinander verbinden. Dein Aufbau ist zwar symmetrisch, aber aus HF-Sicht ungünstig. Gruß Frank
Frank Bär schrieb: > Ein Aufbau mit geradzahliger Lagenanzahl wird immer unsymmetrisch, > entweder in Hinblick auf die Kupferverteilung oder bei Prepregs/Kernen. > Deswegen muss man, wenn es wirklich drauf ankommt, ungeradzahlige > Aufbauten nehmen. Das ist völliger Unsinn, die weit überwiegende Mehrheit aller gefertigten ML hat eine gerade Lagenzahl, und es besteht nicht der geringste Grund, das dabei etwas asymmetrisch ist. Im Zweifelsfall verwende ich 2 Lagen VCC, was bei oft mehr als 5 Versorgungsspannungen keinesfalls schadet. Durch die abwechslende Verwendung von Core und Prepreg ergibt sich sowieso immer eine gearde Lagenzahl, ungerade erreicht man nur durch eine leere Lage, d.h. durch einseitiges völliges Abätzen eines Cores, was ziemlich unsinnig ist und den Aufbau erst asymmetrisch macht. 1 Core plus äussere Cu-Folien ergibt 4 Lagen, 2 Cores ... kann man selber rechnen, notfalls mit Excel. Gruss Reinhard
Uwe N. schrieb: > Siehe Anhang, normalerweise werden mind. 2 Prepregs übereinander > bevorzugt bevorzugt ist nicht ganz richtig: nach MIL ist das vorgeschrieben, und meines Wissens macht das auch kein seriöser Fertiger mehr anders, das Risiko einer Schwachstelle ist zu gross. Gruss Reinhard
Reinhard Kern schrieb: > Frank Bär schrieb: >> Ein Aufbau mit geradzahliger Lagenanzahl wird immer unsymmetrisch, >> entweder in Hinblick auf die Kupferverteilung oder bei Prepregs/Kernen. >> Deswegen muss man, wenn es wirklich drauf ankommt, ungeradzahlige >> Aufbauten nehmen. > > Das ist völliger Unsinn, die weit überwiegende Mehrheit aller > gefertigten ML hat eine gerade Lagenzahl, und es besteht nicht der > geringste Grund, das dabei etwas asymmetrisch ist. Im Zweifelsfall > verwende ich 2 Lagen VCC, was bei oft mehr als 5 Versorgungsspannungen > keinesfalls schadet. Laut Arnold Wiemers (ELEKTRONIKPRAXIS, Die Leiterplatte 2010, April 2007) liefert der von dir vorgeschlagene Aufbau auch durchweg gute Ergebnisse, den hatte ich gar nicht auf dem Schirm. Das war wahrscheinlich mal wieder zu naheliegend. Das Fraunhofer IZM hat in letzter Zeit interessante Untersuchungen mit 5-Lagen-ML gemacht, das ist insofern mein letzter Stand. Aber ich habe gerade nochmal nachgeschlagen und muss mich daher sowieso korrigieren: Zwei Signallagen nebeneinander könnte schon wieder Probleme mit der Signalintegrität machen. Damit landen wir für 5 Signallagen schon bei 13/14 Lagen. An der Stelle ist dann wohl die Frage angebracht, ob man wirklich alles auf der Platte aufbauen muss, oder ob nicht der eine oder andere unkritische Schaltungsteil auch ausgelagert werden kann. > Durch die abwechslende Verwendung von Core und Prepreg ergibt sich > sowieso immer eine gearde Lagenzahl, ungerade erreicht man nur durch > eine leere Lage, d.h. durch einseitiges völliges Abätzen eines Cores, > was ziemlich unsinnig ist und den Aufbau erst asymmetrisch macht. Man muss innen keinen Core verwenden. Mal ganz pragmatisch gesprochen muss man an sich gar keinen Core verwenden sondern kann genauso gut Prepregs und Kupferfolien verwenden. Damit wird nichts asymmetrisch und es muss auch kein Core völlig abgeätzt werden. Wenn du dir meinen Beispielaufbau mal ansiehst, dann merkst du auch, dass da kein Core derart vergewaltigt wird.
Reinhard Kern schrieb: > Uwe N. schrieb: >> Siehe Anhang, normalerweise werden mind. 2 Prepregs übereinander >> bevorzugt > > bevorzugt ist nicht ganz richtig: nach MIL ist das vorgeschrieben, und > meines Wissens macht das auch kein seriöser Fertiger mehr anders, das > Risiko einer Schwachstelle ist zu gross. > > Gruss Reinhard Es soll immernoch Firmen geben, in denen streng nach Vorgaben gearbeitet wird. Ich habe sogar schon HAL auf 275µm-Balls gesehen. Nicht jeder CAM-Mitarbeiter denkt mit.
Frank Bär schrieb: > Mal ganz pragmatisch gesprochen > muss man an sich gar keinen Core verwenden sondern kann genauso gut > Prepregs und Kupferfolien verwenden. Hallo, das ist mir schon klar, aber das wird erkauft mit zusätzlichen Pressvorgängen - und ist damit zwar nicht technisch, aber wirtschaftlich unsinnig. Der "normale" ML wird in einem einzigen Pressvorgang erzeugt, und das hat auch keinerlei Nachteile, im Gegenteil. Innenlagen werden dadurch strukturiert, dass sie als die beiden äusseren Lagen eines Cores geätzt werden - wenn du eine Methode entwickelt hast, freifliegende Cu-Folien in Leiterbahnen zu strukturieren und dann mit Prepregs zu verpressen, dann schildere sie bitte. Gruss Reinhard
Hallo, An das Rückstromproblem hatte ich anfangs nicht gedacht, aber es ist absolut klar. Beim weiteren verdünnen der Leiterbahnen hatte ich ursprünglich Bauchschmerzen, da die Leiterbahnen Teilweise 10 cm lang sind und der Widerstand dann noch größer wird. Momentan sind auf der Platine 200um auf Top/Bottom bzw 150 um auf den Innenlagen. Entweder hatte ich mich damals verreichnet oder jetzt einen falschen Wert in Erinnerung. Jetzt komme ich bei 100 um Breite, 17 um Dicke und 10 cm Länge auf ca 2 Ohm. Aus dem Bauch heraus würde ich sagen, dass das OK ist. Beim Lagenaufbau würde ich lieber nichts all zu exotisches nehmen. Ich habe noch keinen Platinenhersteller gefunden, der eine ungerade Lagenzahl standardmäßig anbietet. Da es bei uns um Kleinserien geht vermute ich mal, dass ein exotischer Lagenaufbau ganz gut ins Geld geht. Allerdings sind 14 Lagen sicher auch nicht günstig... Gruß, Christian
Reinhard Kern schrieb: > Innenlagen werden dadurch strukturiert, dass sie als die beiden äusseren > Lagen eines Cores geätzt werden Hallo Reinhard, exemplarisch am 4-Lagen-ML: nach der Strukturierung des Kerns werden Prepregs und Kupferfolie aufgepresst, vor der Belichtung wird die Maske mithilfe von Passermarken ausgerichtet. Wenn man erst Strukturiert und dann zwei strukturierte Pakete verpresst, dann gibt es nach dem Pressen wieder Versatz. Ein Via ohne, oder mit <50µ Restring ist so garantiert nicht möglich, da der Versatz beim Pressen im Bereich von ca. 100µm liegt. Es wird also üblicherweise der (innenliegende) Kern strukturiert, danach mit Prepregs und Kupferfolie verpresst und erst dann außen strukturiert. >- wenn du eine Methode entwickelt hast, > freifliegende Cu-Folien in Leiterbahnen zu strukturieren und dann mit > Prepregs zu verpressen, dann schildere sie bitte. > > Gruss Reinhard Es gibt absolut keinen Grund, hier Polemik zu betreiben! Ich unterstelle dir im Allgemeinen ziemlich viel Wissen, daher war ich davon ausgegangen, dass dir klar ist, dass man vor dem Ätzen verpressen muss. Das ist beim Verzicht auf Kerne gegenüber einem normalen Aufbau genau ein Verpressvorgang mehr, also kein Beinbruch. Gruß Frank
Frank Bär schrieb: > Ich unterstelle > dir im Allgemeinen ziemlich viel Wissen musst du garnicht, es geht auch mit reiner Statistik: von mehr als 10000 Typen Multilayern, die wir für rund 500 bis 1000 Kunden gefertigt haben, waren weniger als 20 mit ungerader Lagenzahl. Die sind also alle miteinander dumm und nur du allein weisst, wie man einen guten Lagenaufbau macht? Das ist zwar, wie immer bei Statistiken, theoretisch ebenso möglich wie auch ein Sechser im Lotto, aber ich glaube einfach nicht dran. Das liegt möglicherweise auch daran, dass ich Mathematik studiert habe. Aber wenn du das nötige Geld übrig hast, kannst du natürlich deinen persönlichen Spleens nachgehen, solange du willst, bedenklich ist es aber, das hier Leuten einzureden, die das mangels Erfahrung nicht abschätzen können. Nur interessehalber und abgesehen davon, dass das für die bisher übliche Technologie völlig irrelevant ist, wie strukturierst du die Lagen 2 bis 9 eines 10Lagen-ML, mit nur einem zusätzlichen Pressvorgang? Vielleicht fehlt mir ja die nötige Phantasie dafür und in Zukunft wird alles nach deiner Methode gefertigt. Gruss Reinhard
Hallo Reinhard, leider liest du nicht, was ich schreibe. Zwischen "ein Verpressvorgang" und "ein Verpressvorgang mehr" liegen Welten. Heutzutage wird auch kein LP-Hersteller, der etwas auf sich hält, verschiedene Kerne in Feinstleiter strukturieren und anschliessend verpressen, einfach weil die Toleranz beim Verpressen nach wie vor am größten ist. ML-Leiterplatten ohne B/B-Vias werden als letztes gebohrt, beim Verpressen gibt es aber zwangsläufig einen Versatz zwischen den Lagen. Der Verzicht auf Restringe wäre mit deiner Variante beispielsweise unmöglich. Genauso wenig könnte man allen Ernstes 100µm-Vias setzen, denn damit wäre das Verpressen nicht mehr prozesssicher. Mag ja sein, dass du damit in den 80ern Erfahrungen sammeln konntest, aber ich vertraue dann lieber aktuellen Erkenntnissen von ausgewiesenen Koriphäen auf dem Gebiet. Wie ich schon schrieb, die Idee kommt ursprünglich nicht von mir, sondern war ein Forschungsprojekt des Fraunhofer IZM. Davon abgesehen: Ich würde nie jemandem unterstellen, dass er dumm ist, nur weil ich anderer Meinung bin, oder dass ich ganz allein weiß, wie etwas richtig ist. Ich lasse mich gern von Argumenten überzeugen. Du hast nur leider keine stichhaltigen. Zumindest bei der Herstellung von technologisch anspruchsvoller ML zeigst du eindeutig, dass dir die Erfahrung damit fehlt. Statistik ist dann auch kein Mittel, um zu zeigen, wie etwas richtig geht. Es zeigt in dem Fall nur, dass du, wie auch auf der Firmen-HP zu lesen, anscheinend keine Kunden mit HF-Schaltungen hast. Und um nur mal eine Gegenstatistik rauszuholen: 70-80% aller HF-Designs arbeiten ohne Rückstromvias und erreichen damit schlechtere EMV-Ergebnisse, als nötig. Denkst du, dass das auch alles nur Humbug ist? Man kann nicht alles mit Statistiken erklären, manchmal ist es auch so, dass Unerfahrene Binsenweisheiten und Gemeinplätze von ebenso Unerfahrenen übernehmen. Ein weiterer sehr verbreiteter Irrglaube ist, dass eine GND-Plane die EMV-Eigenschaften des Designs grundsätzlich verbessert. Frage 10 Layouter, 8 davon werden das vorbehaltlos bestätigen, die anderen zwei wissen, dass sie mit einem nicht-flächigen Massekonzept genauso gute und teilweise sogar bessere Ergebnisse erreichen können, solange es durchdacht und auf den Anwendungsfall zugeschnitten ist. Dein selektives Lesen verbunden mit billiger Polemik lassen wir da mal ganz aussen vor.
Frank Bär schrieb: > leider liest du nicht, was ich schreibe. Zwischen "ein Verpressvorgang" > und "ein Verpressvorgang mehr" liegen Welten. Ich habe mich nur noch nicht klar genug ausgedrückt, und daran ändert auch ausuferndes Geschwafel über Fraunhofer-Institute und Vias (von denen überhaupt nicht die Rede war) nicht das Geringste: Einem Anfänger, der nach dem ersten ML fragt, einen ML mit ungerader Lagenzahl zu empfehlen, den die meisten LP-Hersteller höchstens zähneknirschend als Sonderfertigung herstellen, ist vollkommen verantwortungslos. Gottseidank war der Fragesteller clever genug, bei verschiedenen Herstellern rückzufragen, so ganz Anfänger ist er also doch nicht, aber das enthebt dich nicht der Verantwortung für völlig blödsinnige Empfehlungen. So gut wie alle im Internet repräsentierten Hersteller erwähnen ML mit ungerader Lagenzahl nicht mal, und der Frage, wie man einen 10Lagen ML ohne Cores mit nur einem zusätzlichen Pressvorgang (also insgesamt 2) herstellt, wie von dir behauptet, bist du auch ausgewichen. Du schreibst zwar lange Sätze mit vielen Buzzworten aus der LP-Technik, aber wie ein ML produziert wird, hast du offensichtlich noch nicht mal im Ansatz verstanden. Und an der Fertigung aus Cores und Prepregs hat sich auch in jüngster Zeit überhaupt nichts geändert. Natürlich verursacht das Verpressen Versatz (wie jeder Arbeitsgang), aber ohne Verpressen gibts nun mal keine ML. Gruss Reinhard PS wenn du dir so absolut sicher bist, warum beschreibst du dann nicht mal ganz genau, wie du ohne Verwendung von Cores und ohne Versatz durch Verpressen einen 10Lagen-ML fertigen würdest, Schritt für Schritt? Oder ist das alles noch geheim - du schreibst doch, niemand würde noch nach der alten Technik arbeiten?
Hallo Frank, Frank Bär schrieb: >> Ich stell mir gerade einen 4Lagen Aufbau vor: >> 1. BS: 35µm Cu Signal 1 >> 300µm Prepreg >> 2. i2: 35µm Cu GND (Plane) >> 100µm Kern >> 3. i3: 35µm Cu Vcc (Plane) >> 300µm Prepreg >> 4. LS: 35µm Cu Signal 2 >> Werte sind nur Beispielhaft, aber realistisch. >> Wo ist hier die Unsymetrie ? (vorrausetzung, i2/ i3 sind komplett Cu) > Wo fliessen die Rückströme? Rückströme habe ich hier bewußt aussen vor gelassen (du übrigens auch :-) ) >> ... entweder in Hinblick auf die Kupferverteilung oder bei >> Prepregs/Kernen ... > Sauber wird der Rückstrompfad nur über Rückstromvias geschlossen, die > beide Bezugsebenen direkt miteinander verbinden. 100% ACK. Ich kenne diese Dinger als "GND-Stich Via". Ich hätte dafür gerne einen Test (als Teil des DRCs), gibt es aber AFAIK in keinem CAD-System. Wenn ich mehr Plan vom Programmieren hätte, dann würde ich es als VB-Makro selbst realisieren. So bleibt es ein feuchter Traum und ich muss selbst schauen, das man keines vergisst oder das es zu weit vom Signalvia entfernt ist. > Dein Aufbau ist zwar symmetrisch, aber aus HF-Sicht ungünstig. Ach was, bei meinem Konstrukt laufen HF-Kritische Signale nur auf BS ;-) Reinhard Kern schrieb: > ... bevorzugt ist nicht ganz richtig: nach MIL ist das vorgeschrieben, > und meines Wissens macht das auch kein seriöser Fertiger mehr anders, ... Es sei denn, der Kunde bittet immer noch darum, nachdem wir ihn mehrfach gewarnt haben. Kam schon vor. Gruss Uwe
Reinhard, ich habe wenig Lust, mir dir auf diesem Niveau weiter zu diskutieren. Zuerst solltest du lesen, was ich geschrieben habe. Wenn du der Meinung bist, dass ein höherlagiger ML mit einem Verpressvorgang auskommt, dann lebst du hinter dem Mond. So einfach ist die Sache. Du hast keine Argumente und keine aktuellen Kenntnisse der Leiterplattenherstellung, damit ist die Diskussion wirklich sinnlos. Du kannst deiner Leiterplattenbude gern sagen, dass als letztes verpresst werden soll, das macht der Hersteller dann aber auf deine Verantwortung, denn es ist bei den heutigen Technologien nicht prozesssicher. Vielleicht bist du in den 80ern gut damit gefahren, heutzutage liegt die Messlatte etwas höher. Willkommen in der Gegenwart. Aber bei dir ist es genau so, wie du es mir vorwirfst: Was du nicht kennst, das gibt es nicht und was du nicht weißt, ist falsch. Das ist das moderne "Was der Bauer nicht kennt, frisst er nicht."
Angehängte Dateien:
-

W_rth-HDI-Fertigung.png
410 KB
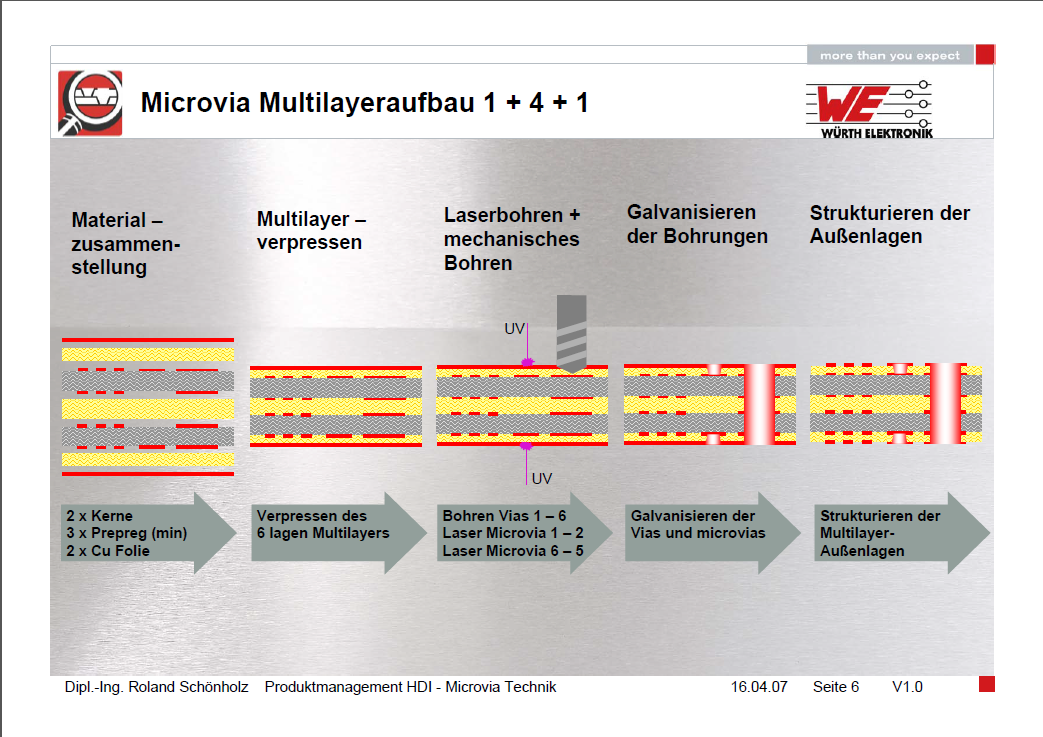
Frank Bär schrieb: > Wenn du der Meinung > bist, dass ein höherlagiger ML mit einem Verpressvorgang auskommt, dann > lebst du hinter dem Mond. Hallo, in der Anklage eine Fertigungsbeschreibung der Fa. Würth, aus einem Vortrag bei der FED. Sagt dir wohl nichts, aber FED ist die Branchenorganisation und Würth der einzige deutsche LP-Hersteller, der in der Liste der 500 grössten Hersteller weltweit aufgeführt wird. Die machen das genau wie von mir dargestellt und das sogar freiwillig. Es hat wirklich keinen Sinn weiterzudiskutieren, du lebst in einer Parallelwelt, und ausserdem weigerst du dich konstant, deine Wundermethoden nachvollziehbar zu erklären. Wirres Gelabere über Prozesssicherheit erklärt überhaupt nichts. Also phantasiere halt weiter, aber besser nur für dich, hier bringst du nur Verunsicherung rein. Du kannst gern auch nach den Fertigungsbeschreibungen anderer Hersteller googeln, aber die leben ja samt und sonders hinter dem Mond, zumindest hinter deinem Mond. Gruss Reinhard
Uwe N. schrieb: > ich muss selbst schauen, das man keines vergisst oder das es zu weit vom > Signalvia entfernt ist. Hallo, eigentlich ist es bei logischem Nachdenken darüber, wie der Rückstrom laufen sollte, garnicht schwierig. In der US-Zeitschrift PRINTED CIRCUIT DESIGN&FAB ist in einer der letzten Ausgaben ein Artikel erschienen mit 3D-Simulationen genau zu diesem Thema, mit etwa den folgenden Empfehlungen: mindestens 4, besser 6 Vias rund um das Signal Via, so klein wie möglich und so nah wie möglich. Logischerweise müssen diese Vias die GND-Lagen miteinander verbinden, die den Signallagen beiderseits des Lagenwechsels am nächsten liegen - meistens nimmt man alle, aber unnötig lange Vias sind auch schon wieder von Nachteil, genau wie beim Signal. Bei meinem CAD-System liesse sich das wahrscheinlich durch Copy/Paste im manuellen Routing machen, wenn man eine Version des Viamusters gezeichnet hat. Gruss Reinhard PS das gilt natürlich alles nur, wenn es um WIRKLICH hohe Frequenzen geht.
Ich sage es nochmal klar und deutlich: Dein Diskussionsstil gefällt mir nicht. Ich denke, wir reden hier ein wenig nur aneinander vorbei, die Polemik ist einfach unangemessen. Ich erkläre gern nochmal (zum dritten Mal) ausführlicher, was ich mit Prozesssicherheit meine: Beim Verpressen arbeitet das LP-Material in der Ebene. Es weitet sich (und damit die aufgebrachten Strukturen ungleichmäßig. Deswegen werden die Strukturen bei vielen Herstellern um 2-3% verkleinert belichtet. Auch die Passerstifte können an dem entstehenden Versatz nichts ändern. Es treten also sowohl in X- als auch in Y-Achse Toleranzen auf. Deswegen braucht man bei Standardtechnologie Restringe. Die fangen die Toleranz beim Verpressen auf und erlauben sichere Durchkontaktierungen. Allerdings ist so ein 100µm-Restring reichlich sinnlos, wenn man platzbedingt mit 50/75µm-Strukturen und 100µm-Vias arbeiten muss. Wenn man B/B-Vias auf den Innenlagen hat, dann funktioniert das alles sowieso nicht. Kurz zusammengefasst: Für technologisch aufwändige Leiterplatten ist die althergebrachte Variante entweder teurer oder nicht fertigungsfähig. Da sind wir jetzt also bei technologisch aufwändigen Leiterplatten. Heisst: mehr als 8 Lagen, µVias, B/B-Vias. Eben das typische HF-Design. Und da wird nunmal jedes Bohrpaket einzeln verpresst. Bei (im Beispiel des OP) 5 Signallagen kann wohl davon ausgegangen werden, dass man an B/B-Vias nicht vorbeikommt, sonst ist die LP nachher eine einzige Sollbruchstelle. Heisst also mehrere Verpressvorgänge. Da sind wir bei einem ungeradzahligen Aufbau mit genau einem Verpressvorgang mehr dabei. Erst die Mittellage, einseitig laminiert strukturieren (bzw. Core einseitig runterätzen - wird asymmetrisch --> schlecht!), dann auf der einen Seite mit Prepreg + Kupferfolie, auf der anderen nur mit Kupferfolie verpressen. Jetzt ist das Innenleben der Platte fertig, der Rest folgt dem Gusto des jeweiligen Herstellers. Im Zweifelsfall ginge es also auch hier mit 2 Verpressvorgängen. Jetzt kann man, wie es beliebt, den kompletten ML in einem Schritt oder sequentiell aufbauen. Das ist aber abhängig von der Technologie, die verwendet wird. Beim 5-lagen-ML komme ich mit 2 Verpressvorgängen hin. Der Aufbau aus dem von dir gezeigten Beispiel braucht zwar nur einen Verpressvorgang, dafür sind B/B Vias zwischen 2-3 und 4-5 nicht möglich. Da kann man nicht einfach pauschal sagen, was für das eine Design funktioniert, ist auch für das andere gut. Dementsprechend ist auch die Zahl der Verpressvorgänge nicht für jede Anwendung vorbestimmt. Aber unabhängig davon, ob ein ML sequentiell oder im Ganzen aufgebaut wird, bleibt es immer genau ein Verpressvorgang mehr, weil der 3-lagige Kern der LP erst aufgebaut werden muss. Über die modernen Technologien bei Würth will ich mal nichts sagen. Nur soviel: Wenn ich was fortschrittliches sehen will, dann schaue ich bei Schweizer, ILFA, Contag. Für Standard-Technologie und Lasercavitiy kann man auch mal mit Würth reden. Leute, die chemisch Silber als gleichwertige Alternative zu chem. Ni/Au hinstellen, sind mir suspekt. Mein letztes Wort zu dem Thema.
Frank Bär schrieb: > Über die modernen Technologien bei Würth will ich mal nichts sagen. Nur > soviel: Wenn ich was fortschrittliches sehen will... Wie immer, alle haben keine Ahnung ausser dir. Typisches Geisterfahrer-Syndrom. Wunderbar, wenn du dich nicht mehr meldest, dann kann man hier mit normalen Menschen über normale Leiterplatten weiter diskutieren. Tschüss Reinhard
Reinhard Kern schrieb: > Uwe N. schrieb: >> ich muss selbst schauen, das man keines vergisst oder das es zu weit vom >> Signalvia entfernt ist. > eigentlich ist es bei logischem Nachdenken darüber, wie der Rückstrom > laufen sollte, garnicht schwierig. Das hat weniger mit logischen Denken zu tun. Stell dir einen 12ML vor mit 6 Signallagen (ja, jede davon sieht ein GND...), alle Lagen Impedanzdefiniert. Dazu noch ca. 1500 Netze. Alles recht kompakt. Wenn man hier nicht aufpasst, vergisst/ übersieht man einen nötigen GND-Stich (die sind ja nicht bei jedem Lagenwechsel nötig, nur wo der Referenzbezug sich ändert - z.B. im obigen Beispiel ein Wechsel von BS nach LS). Und 4-6 Vias bekommt man hier auch kaum hin - nicht bei jedem Lagenwechsel. Allerdings im Bereich von HF-Steckern, Antennen etc. sollte man es versuchen hinzubekommen. Gruss Uwe
Uwe N. schrieb: >> eigentlich ist es bei logischem Nachdenken darüber, wie der Rückstrom >> laufen sollte, garnicht schwierig. > > Das hat weniger mit logischen Denken zu tun. Hallo, das habe ich nur angemerkt, weil oft, auch hier, behauptet wird, HiSpeed sei unverständliches Voodoo oder überhaupt überflüssiger Quatsch - ist es nicht. Wenn man sich klarmacht, dass der Rückstrom immer so nahe am Signalleiter wie möglich zurückfliessen möchte und dass man dafür sorgen muss, dass er das auch kann, weiss man alles wesentliche - auch wenn in Wirklichkeit Elektronen natürlich keinen freien Willen haben. Genauso wie die Vorstellung, dass Strom nicht gern um scharfe Ecken fliesst, durchaus von praktischem Nutzen ist. Dass ein Softwarepaket unterscheiden kann, ob bei einem Lagenwechsel auch die nächstliegende GND-Lage wechselt, ist fürchte ich ein bisschen viel verlangt, ich vermute mal, eine solche Software würde bei jedem Via in der Signalleitung ein entsprechendes Muster erzeugen. Gruss Reinhard
Hallo, Ich hatte leider noch keine Zeit die letzen Beiträge zu lesen. Werde es aber bald nachholen. Ich wollte kurz beitragen was der Bestücker noch geschrieben hat: Er vermutet falsche Lagerung als Ursache für das verbiegen (Wo haben die Platinen denn jetzt 3 Monate lang rumgelegen, bei uns oder bei denen??) Dann habe ich glänzende Lötstellen gesehen, an stellen an denen offensichtlich nachgearbeitet wurde. Daher habe ich nachgefragt ob auch RoHS konform gelötet wurde. Antwort war nur, dass sie nur so arbeiten. Gibt es mittlerweile Bleifreie Lote die glänzende Lötstellen bilden? Ich kenne nur solche die matte Lötstellen bilden. Außerdem hat es sich beklagt, dass z.B. Vias ohne Wäremefallen zu dicht an Bauteilen verwendet wurden. Aber genau so ist es doch z.B. von Xilinx für die Entkopplungskondensatoren und von diversen Herstellern von Schaltreglern (z.B. TI) für kritische (=möglichst wenig Induktivität) Stellen empfohlen. Dann meinten sie, dass ein IPC konformes Lötprofil verwendet wurde und dass es daher nicht am Profil liegen kann. Ich bin kein Experte was Bestückung betrifft. Aber ich würde mal vermuten, dass man nicht nur Standards braucht sondern auch Erfahrung. Also nicht ein Lötprofil für alle Platinen, sondern angepasste Profiele für verschiedene Sorten von Platinen. Selbst wenn das so stimmen würde, eine der kalten Lötstellen war ein einem Pad von einem Widerstand, an dem nur 2 Leitungen der Dicke 150 um weg gehen... Unter alter Bestücker meinte zu den Fehlern, dass es vermutlich fehlendes Know-How oder ungeeignete Maschinen sind. Dort sprach man auch von besonders langsamen Profilen und dem anpassen von Profilen, wenn man bei der ersten Platine feststellt, dass die Lötung nicht geklappt hat. Wie auch immer. Wenn man sieht, dass die Platinen misslingen, dann Stellt man doch nicht vier mal Müll her sondern passt das Profil an oder lässt die Finger von der Sache. Das regt mich wirklich auf.
Christian schrieb: > Außerdem hat es sich beklagt, dass z.B. Vias ohne Wäremefallen zu dicht > an Bauteilen verwendet wurden. > Aber genau so ist es doch z.B. von Xilinx für die > Entkopplungskondensatoren und von diversen Herstellern von Schaltreglern > (z.B. TI) für kritische (=möglichst wenig Induktivität) Stellen > empfohlen. Hallo, da muss man einfach klare Prioritäten setzen: es mag sein, dass es dem Bestücker nicht gefällt, wenn solche Vias zuviel Wärme abführen (was eigentlich beim kompletten Erwärmen der LP (Dampfphase) egal sein sollte und nur beim Handlöten hinderlich ist), aber wenn der kurze Weg nach GND wesentlich ist für die Entkopplung und damit die Funktion der Schaltung, dann muss der Bestücker das eben hinbekommen - der Prozess muss sich nach den Erfordernissen der Schaltung richten und nicht umgekehrt. Es ist ja auch praktisch erwiesen, dass es geht, wenn auch nicht bei jedem Bestücker. Der Rat des Bestückers ist wertvoll, um unnötige Schwierigkeiten zu vermeiden, aber die nötigen Schwierigekeiten muss er halt beherrschen. Zu uns Layoutern ist das Leben ja auch nicht nett. Gruss Reinhard
Christian schrieb: > Außerdem hat es sich beklagt, dass z.B. Vias ohne Wäremefallen zu dicht > an Bauteilen verwendet wurden. Klingt für mich danach, das weniger die fehlenden Thermostege das Problem sind , sondern das Vias, wenn sie zu nahe am Pad liegen und vielleicht auch noch komplett Lötstopfrei sind, das Pastendepot absaugen. Das sorgt für magere Lötstellen. Allerdings sollte man Vias auch nicht komplett mit Lötstop verschliessen, da in der Viahülse zurückbleibende Chemierückstände später für Ärger sorgen werden. Endweder im irgendwann Feld (Korrosion) oder beim Bestücken ("Explodierende" Vias "spucken" die Chem.Reste auf die Platine). Eine gängige Lösung ist, die Lötstopöffnung 50-100µm umlaufend größer als die Viabohrung (nicht das Viapad)zu gestalten. Noch besser: Pluggen. Da sollten die Vias (wenn sie mit gepluggt werden) dann aber komplett im Lötstop liegen. Und so teuer ist das heute auch nicht mehr. Reinhard schrieb: > Dass ein Softwarepaket unterscheiden kann, ob bei einem Lagenwechsel > auch die nächstliegende GND-Lage wechselt, ist fürchte ich ein bisschen > viel verlangt, ich vermute mal, eine solche Software würde bei jedem Via > in der Signalleitung ein entsprechendes Muster erzeugen. Hm, wie gesagt, bin kein Programmierspezi., ich stell mir das provokant gesagt gar nicht sooo schwierig vor: Mein CAD System kennt ja schon mal den Lagenaufbau inkl. der einzelnen Abstände (es weiß auch, welche Signal- und welche Lagen Planes sind (PADS)). Wenn ich jetzt per Dialog noch sagen kann, wo die Bezugslagen der einzelnen Signallayer liegen, so sollte sich doch automatisch ermitteln lassen, wo und ob die GND-Stiche benötigt werden. Und dabei läßt sich gleich noch die Entfernung des GND-Stiches zum Signalvia prüfen ... In Zeiten, wo CAD-System EMV-, Signalintegritäts- und Thermoanalysen beherrschen, frag ich mich manchmal, warum so was noch niemand eingebaut hat. Gruss Uwe P.S.: Ich behaupte mal ganz frech, das bekommt man auch für EAGLE hin per ULP (oder wie das heißt)
Christian schrieb: > Hallo, > > Ich hatte leider noch keine Zeit die letzen Beiträge zu lesen. Werde es > aber bald nachholen. > Ich wollte kurz beitragen was der Bestücker noch geschrieben hat: > > Er vermutet falsche Lagerung als Ursache für das verbiegen (Wo haben die > Platinen denn jetzt 3 Monate lang rumgelegen, bei uns oder bei denen??) Das ist eine lächerliche Ausrede. Selbst wenn, der Bestücker ist für die Lagerung verantwortlich. > Dann habe ich glänzende Lötstellen gesehen, an stellen an denen > offensichtlich nachgearbeitet wurde. Daher habe ich nachgefragt ob auch > RoHS konform gelötet wurde. Antwort war nur, dass sie nur so arbeiten. > Gibt es mittlerweile Bleifreie Lote die glänzende Lötstellen bilden? Ich > kenne nur solche die matte Lötstellen bilden. Es gibt bleifreies Lot, das glänzende Lötstellen erzeugt, allerdings halte ich es für ziemlich unwahrscheinlich, dass das hier zum Einsatz kam, denn das ist ziemlich teuer. > Außerdem hat es sich beklagt, dass z.B. Vias ohne Wäremefallen zu dicht > an Bauteilen verwendet wurden. Schwachsinn. Für gut entwärmende Platinen gibt es die Dampfphasenlötung. > Aber genau so ist es doch z.B. von Xilinx für die > Entkopplungskondensatoren und von diversen Herstellern von Schaltreglern > (z.B. TI) für kritische (=möglichst wenig Induktivität) Stellen > empfohlen. Da haben sie ja auch recht. > Dann meinten sie, dass ein IPC konformes Lötprofil verwendet wurde und > dass es daher nicht am Profil liegen kann. IPC-konform... Das Lötprofil richtet sich immernoch nach den Bauelementen und der Paste, die IPC ist eine nachrangige Informationsquelle. Wenn der Bestücker nicht in der Lage ist, deine Platinen mit IPC Klasse 3 zu liefern, dann soll er es gar nicht erst versuchen. > Ich bin kein Experte was Bestückung betrifft. Aber ich würde mal > vermuten, dass man nicht nur Standards braucht sondern auch Erfahrung. > Also nicht ein Lötprofil für alle Platinen, sondern angepasste Profiele > für verschiedene Sorten von Platinen. Richtig. Abhängig von den Bauelementen und der Paste muss das Lötprofil richtig gewählt werden. Der Platinenaufbau kann dann weitere Einschränkungen wie z.B. Dampfphase vorgeben. > Selbst wenn das so stimmen würde, eine der kalten Lötstellen war ein > einem Pad von einem Widerstand, an dem nur 2 Leitungen der Dicke 150 um > weg gehen... Was ziemlich deutlich zeigt, dass die keine Ahnung von dem haben, was sie da machen. > Unter alter Bestücker meinte zu den Fehlern, dass es vermutlich > fehlendes Know-How oder ungeeignete Maschinen sind. > Dort sprach man auch von besonders langsamen Profilen und dem anpassen > von Profilen, wenn man bei der ersten Platine feststellt, dass die > Lötung nicht geklappt hat. Iteration ist der erste Schritt zur Wahrheit. > Wie auch immer. Wenn man sieht, dass die Platinen misslingen, dann > Stellt man doch nicht vier mal Müll her sondern passt das Profil an oder > lässt die Finger von der Sache. Das regt mich wirklich auf. Ja, der normal denkende Mensch stimmt dir da zu. Da es aber bei einigen Bestückern nur um Volumen geht, wird kein Probeschuss gemacht. Die Aufträge müssen möglichst schnell über die Linie gehen, Nacharbeit und Anpassung des Prozesses kosten Geld.
Neben einem neuen Bestücker (oder wieder den ganz alten) brauche ich ja noch einen neuen Lagenaufbau (auch wenn der ganz alte Bestücker meinte, dass auch der Momentante Lagenaufbau ohne Krümmung bestückbar sein sollte). Da 14 Lagen etwa 2,5 mal so viel kosten wie 8 Lagen würde ich lieber auf "nur" 10 oder 12 Lagen gehen. Für 12 Lagen würde ich es so machen: 1 Signale 2 GND 3 Signale 4 GND 5 Signale 6 GND 7 VCC 8 langsame Signale 9 GND 10 Signale 11 GND 12 Signale So ändert sich nichts an der Rückleitng, abgesehen für die langsamen Signale. Bei denen ist es ja auch nicht so kritisch. Und die Symmetrie, die für die Herstellung der Platine braucht hat man so ja. Für 10 Lagen habe ich noch keine Idee die mir ähnlich gut gefällt. Am ehesten würde ich Lage 4 und 9 weglassen. Lage 3 werden dann Signale in x-Richtung, Lage 5 Signale in y-Richtung. Unschön wird Lage 10. Richtige Highspeed-Signale kann man da wegen der veränderten Massebedingungen bei Lagenwechsel nicht unbedingt nehmen. Außerdem muss der Sender auf jeden Fall die Plane-VCC als Spannungsversorgung für die Treiber und der Empfänger irgendeine Spannung haben, sofern ich das Richtig verstanden habe. Aber auch so hätte ich 4 Lagen für schnelle Signale. Es kann gut sein, dass das schon reicht. Zustimmung? Ablehnung?
Hallo, du hast jetzt die Lagen 1,3,5,10,12 für HiSpeed-Signale (impedanzkontrolliert). Die Frage ist, brauchst du die wirklich, und kannst du dort nicht auch normale Signale unterbringen? Ich route meistens die HS-Signale zuerst, solange das ohne unnötige Umwege und Lagenwechsel geht, aber dann bleibt meistens noch viel Platz auf den Lagen übrig für andere Signale - und solange man mit denen etwas Abstand zu den HS-Signalen hält, schaden weder die normalen den HS-Signalen noch umgekehrt. Es gibt ja oft auch Bereiche wie Stromversorgung ohne jedes HS-Signal, warum dort die Lagen verschwenden. Jede impedanzkontrollierte Lage ist auch für normale Signale geeignet, bloss nicht umgekehrt. Im übrigen lege ich meistens erst mit dem Routen fest, wieviele Lagen wirklich gebraucht werden. 10Lagen sind übrigens bekannt ungünstig, bei 8 geht es wieder besser (wegen der blöden Primzahlen): 1 HS Signale 2 GND 3 HS Signale 4 GND 5 VCC 6 langsame Signale 7 GND 8 HS Signale da sind also die Lagen 1,3,8 impedanzkontrolliert, die Lage 6 nur begrenzt. Gruss Reinhard
Interessante Diskussion hier. Den 8er Aufbau da habe ich schon so ähnlich verwendet - aber nur relativ langsame Signale auf allen 4 Lagen. Innenlagen 4 und 5 waren beide VCC. Ging gut. Demnächst wirds etwas schneller daher muss das auch nochmal etwas überarbeitet werden... Bei 10 Lagen ML würde ich vermutlich in der Mitte GND VCC VCC GND machen dann isses schön symmetrisch. Oder ggf. auch anstelle der Layer 2 + 7 beim 8 Lagen ML - als "Kapazitätslagen". Aber 4 Signallagen reichen Christian ja vermutlich nicht...? Kleine Frage am Rande: Wo weiter oben was von immer 2 bis 3 Prepregs stand - kann für Kapazitätslagen mit <100µm Abstand eigentlich nur vorgefertigte Cores nehmen? Mit einem einzelnen Prepreg sollte man das vermutlich lieber nicht machen?
Zorg schrieb: > Wo weiter oben was von immer 2 bis 3 Prepregs stand - kann für > Kapazitätslagen mit <100µm Abstand eigentlich nur vorgefertigte Cores > nehmen? Hallo, eine Lage Prepreg 106 ergibt 50µ, das ist nicht das Problem - das besteht vielmehr darin, dass die Leiterbahnen ins Prepreg hineinragen, nicht in den Core (logisch, nicht?). Bei 2 mal 35 µ blieben bei 100 µ Prepreg nur noch 30µ von Cu zu Cu, das ist riskant. 100µ Core sind aber 100µ Core. Das muss ein Programm zur Berechnung von ML-Stacks unbedingt berücksichtigen! Am beigefügten Beispiel eines 10Lagen-Stacks aus meiner LP-Software kannst du das am Prepreg zwischen I2 und I3 sehen: die 35µ der angrenzenden Lagen (1 x Fläche, 1 x Leiterbahnen) werden anteilig von der Dicke der Prepregs abgezogen. Multilayer sind eben nicht so trivial. Gruss Reinhard
Hallo Christian, hier mal mein Vorschlag für 10ML: BS - Signal 1 Prepregs i2 - GND Core i3 - Signal 2 Prepregs i4 - GND Core i5 - VCC 1 Prepregs i6 - VCC 2 Core i7 - GND Prepregs i8 - Signal 3 Core i9 - GND Prepregs LS - Signal 4 Vorteile nach meiner bescheidenen Meinung: ALLE Signallagen können Impedanzdefiniert geroutet werden und die Powerlagen i4/ i5 und i6/i7 sind Kerne, d.h. diese könnten auch mit 50µm Kernen gebaut werden. Nachteil wäre u.U., das offensichtlich 2 VCCs direkt übereinander liegen, hier bietet sich an, einen möglichst großen Abstand mit 3 Prepregs vorzusehen. @Reinhard: so ungünstig finde ich 10ML gar nicht :-) Gruss Uwe
Christian schrieb: > Dann habe ich glänzende Lötstellen gesehen, an stellen an denen > offensichtlich nachgearbeitet wurde. Daher habe ich nachgefragt ob auch > RoHS konform gelötet wurde. Antwort war nur, dass sie nur so arbeiten. > Gibt es mittlerweile Bleifreie Lote die glänzende Lötstellen bilden? Ich > kenne nur solche die matte Lötstellen bilden. Doch, die gibt es mittlerweile durchaus. Wir haben hier z.B. das BF32-3 von Amasan. Die Lötstellen glänzen genauso wie bleihaltige. Das lässt sich übrigens auch genausogut verlöten (nur 50°C höher). Bei den RoHS-Lötzinnen hat sich wirklich viel in den letzten Jahren getan. Mittlerweile machen die zumindest bei Handbestückung kein Problem mehr :-) Wichtig scheint zu sein, dass die Lote einigermaßen viel Silber enthalten (ist zumindest unsere Erfahrung). Das Amasan-Zeugs hat um die 4%. Chris D.
Uwe N. schrieb: > so ungünstig finde ich 10ML gar nicht :-) Hallo, so mache ich das auch, wenn es sowieso massenhaft Versorgungsspannungen gibt, aber es macht eben nur mit 2 VCCs Sinn. Ansonsten gilt: 1. obere und untere Hälfte des Lagenaufbaus müssen spiegelsymmetrisch sein. 2. Am günstigsten sind abwechselnd GND und Signallagen. Beides geht nur auf, wenn die Lagenzahl durch 4 teilbar ist. Gruss Reinhard
Reinhard Kern schrieb: > Am beigefügten Beispiel eines 10Lagen-Stacks Sorry, der PDF-Viewer hier kann wohl keine mehrseitigen PDFs anzeigen - zumindest weiss ich nicht wie. Dadurch fehlt das Wesentliche, die Berechnung der Dicke, wird hiermit nachgetragen (Seite 2). Gruss Reinhard
Reinhard Kern schrieb: > dass die Leiterbahnen ins Prepreg hineinragen, > nicht in den Core (logisch, nicht?). Ah ja klar ist logisch, hatte ich gar nicht bedacht. Danke für die Erklärung, Reinhard!
Reinhard Kern schrieb: > Sorry, der PDF-Viewer hier kann wohl keine mehrseitigen PDFs anzeigen - Doch, man muss nur auf "anzeigen" klicken...
M. B. schrieb: > Doch, man muss nur auf "anzeigen" klicken... Danke, ziehe meine Beschwerde zurück. Gruss Reinhard
Hallo, Ein entscheidender Punkt für die Lagenanzahl sind ja die Kosten. Gegenüber 8 Layern zahlen wir bei: 10 Lagen 35% mehr 12 Lagen 60% mehr 14 Lagen 166% mehr Das Problem bei der Platine ist, dass ich einen BGA mit 676 Pins habe. Durch die Pinverteilung des BGAs habe ich das escape routing nicht mit weniger als 5 Signallagen hinbekommen. Da der Preis für 12 Lagen noch relativ moderat ist würde ich daher auf 12 Lagen gehen. Da ich keine gute Möglichkeit sehe mit weniger als 5 Signallagen auszukommen favorisiere ich momentan am meisten den Lagenaufbau den ich für 12 Lagen vorgeschlagen habe. Oder gibt es dringende Argumente, die dagegen sprechen? Nochmal das Wichtigste: Nach meinem Verständnis habe ich 5 Lagen auf denen ich impedanzkontrolliert routen kann, sowie einen Lagenaufbau, der produktionstechnisch sinnvoll ist. Korrekt? Eine Möglichkeit für weniger Lagen wäre evtl die Kontrollierte Impedanz unter dem BGA aufzugeben und dort mehr Signallagen zu machen. Aber sehr ungerne. Insbesondere nicht, da 12 Lagen eigentlich schon erschwinglich sind. Schöne Grüße, Christian
Christian schrieb: > Eine Möglichkeit für weniger Lagen wäre evtl die Kontrollierte Impedanz > unter dem BGA aufzugeben und dort mehr Signallagen zu machen. Hallo, ich will dir da garnichts einreden, aber die Vorschläge zum Routing, die ich aus den Datenblättern und AppNotes der FPGA-Hersteller kenne, nehmen samt und sonders innerhalb des BGAs keine Rücksicht mehr auf Impedanz, da richten sich die Leiterbahnbreiten nur noch nach dem verfügbaren Platz. Beim Durchführen zwischen Pads oder Vias kann man vernünftigerweise eh keine konstante Impedanz mehr erwarten. Ich achte daher vorwiegend darauf, dass DiffPairs bis zum Schluss nahe beieinander laufen, vernünftige BGA-Pinouts haben ja die Anschlüsse auch benachbart, zumindest annähernd. Weit verbreitete Ethernet-Phys haben oft auch ein oder 2 Pads dazwischen, und gerade beim RJ45-Stecker liegen die TD-Anschlüsse auf 3 und 6, da muss man also im Landeanflug frei routen. Funktioniert aber trotzdem. Gruss Reinhard
Ja, das stimmt schon. Ursprünglich hatte ich die Technologie auf 125um ausgelegt. 100um würde an der Stelle nochmal einiges bringen. Beim nächsten mal mache ich das auf jeden Fall. Jetzt würde es bedeuten sehr viel neu routen zu müssen. Mal sehen wie sinnvoll das ist. Die differentieleln Paare sind schon schön beieinander, ich meinte ehr das Problem, dass teilweise Signale von oben am BGA nach unten auf die Platine müssen. Es ist zwar nur ein kleiner Teil der Signale, aber der macht einem einen Strich durch die Rechnung.
Christian schrieb: > ich meinte ehr > das Problem, dass teilweise Signale von oben am BGA nach unten auf die > Platine müssen. Ja, manchmal könnte man den Designer des FPGA umarmen und küssen. Zu vermeiden ist das ernsthaft nur durch eine Ko-Evolution von FPGA und Leiterplatte, was auch aufwendig ist und meistens nur realisierbar, wenn beides Inhouse entwickelt wird. Aber das arme Schwein mit dem FPGA hat auch seine Beschränkungen und kann i.a. die Pins nicht ganz beliebig verteilen. Gruss Reinhard
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.