Hallo zusammen, für mich hat sich die Frage mit einem lauten und deutlichen JA beantwortet. Die Einarbeitung in die Materie war zwar etwas arbeitsreich, aber die Ergebnisse sprechen für sich : http://www.youtube.com/watch?feature=player_detailpage&list=ULx-RQk3MrV90&v=x-RQk3MrV90 http://www.youtube.com/watch?feature=player_detailpage&list=ULW1NYBqwJjRI&v=W1NYBqwJjRI Wie ist eure Meinumg zu dem Thema ? Gerne mit Infos zu eurer Ausstattung ! Gruß, dasrotemopped
Also eigentlich wolltest du hier mal stolz deine neueste Errungenschaft vorzeigen. Glückwunsch ... Ich hätte auch nichts gegen eine CNC einzuwenden, nur für den gezeigten Einsatzzweck bräuchte ich sicher keine.
> Wie ist eure Meinumg zu dem Thema ?
Für den Preis bekommt man etwa 100 professionell gefertigte Platinen,
wer also nur als Hobbyist Platinen braucht, nutzt so eine Fräse nicht
ausreichend, wer professionell Platinen braucht, für den ist die Anlage
nicht schnell genug und hat keine ausreichend Lebensdauer.
Eine universellere Fräse, wie Wabeco F1210, mit ihren
Schwalbenschwanzführungen verschleisst auch zu sehr wenn man tausende
von Löchern damit bohren will. Ich setze sie nur ein, um Löcher in
Frontplatten zu fräsen oder sonstige Metallteile und einfache Holzteile
zu fertigen, oftmals handbedient ohne CNC, Platinen kommen fertig
gebohrt.
ohne Fräse habe ich einen Tag bis ein WE damit verbracht, eine Platine zu Bohren und war mit der Präzision nicht zufrieden. Mit der Fräse ist die Qualität gut und die Arbeitszeit reduziert sich gewaltig, erst recht, wenn man mal mehr als eine Platine machen will. "Mal eben schnell eine Platine machen" geht dann wirklich mal eben schnell. Und ein bisschen Erfahrungsaustausch kann auch nicht schaden, egal ob es ein Fräsenbesitzer ist oder ein interessierter Mitleser. Man lernt ja nie aus. Gruß, dasrotemopped. PS: und ein bisschen stolz auf das Erreichte bin ich natürlich auch.
@Mawin Lebensdauer ist ein interessanter Punkt. Meiner alten Proxxon Standbohrmaschine würde ich auch jegliche Eignung zum Dauergebrauch absprechen. Da sieht die Wabeco F1210 schon deutlich solider aus. Mich interessiert vor allem kleinste Stückzahlen ( 1- 50 Stück ) und die von Forenmitgliedern dafür eingesetzen Geräte. Ich denke, rein preislich macht Handbetrieb oder CNC den grössten Unterschied, ich interessiere mich hauptsächlich für CNC Lösungen. Ob man eine CNC Lösung immer voll ausreizen kann im Hobbybereich steht auf einem ganz anderen Blatt. Gruß, dasrotemopped.
Warum trennst Du die einzelnen Platinen direkt nach dem Bohren? Ich würde Stege stehen lassen so daß die weiterhin zusammenhängen, also ein Vielfachnutzen. Den kannst Du dann direkt in einem Arbeitsgang belichten ohne die Vorlage jedesmal neu auszurichten. Ich finde bei so kleineren Teilen auch das Bestücken einfacher wenn die noch zusammenhängen.
Es gibt mehrere Gründe : - Die Folie zum Belichten ist nicht auf das Panel ausgelegt, da das Panel mit der CNC Software erstellt wurde. - Die PCB Kontur soll sauber von Gratresten sein. - Ätz- und Belichtungsfehler treffen dann nicht gleich 4 PCBs auf einmal. Gruß, dasrotemopped
Sieht ganz praktisch aus, ich persönlich tät mir keine kaufen, ich hab ja eine auf der Arbeit. Was jault die den so rum vor dem Starten? Und die Spindel oder der Motor hören sich an, als ob sie einen Lagerschaden haben. Gruss
Das Gejaule ist die Staubabsaugung, die macht mehr Krach als der Bohrer. Die Absaugung wird durch die CNC Maschine nach Start des Bohrbeginns automatisch gestartet und nach der Bohrung und Fräsung wieder abgeschaltet. Die Ansaugdüse ist nicht aerodynamisch optimal. Und das Mikro der Kamera ist auch nicht THX zertifiziert ... Am Ende des 2. Videos hört man den Sauger ohne die Düse, klingt gleich viel leiser. Gruß, dasrotemopped.
neu würde diese Fräse (Bungard CCD/ATC) so viel kosten wie ein Kleinwagen, habe sie aber als älteres Modell gebraucht und reparaturbedürftig in der Bucht für kleines Geld bekommen. Wer sich selbst eine Fräse zulegen will kann ja mal danach googeln : "Panther 210 CNC" , "Haase CNC" , "LPKF Protomat" , "Bungard CCD2" , "Proxxon FF 500 CNC" , "Linux EMC2" Ist für jeden Geldbeutel was dabei. Mich würde mal Feedback interessieren von anderen Fräsennutzern, welches Modell sie benutzen, wie gut alles klappt usw ... Gruß, dasrotemopped.
Markus Horbach schrieb: > neu würde diese Fräse (Bungard CCD/ATC) so viel kosten wie ein > Kleinwagen Eben das ist das Problem. Wir würden ja alle gerne, aber haben das mötige Kleingeld nicht... :(
für den kleinen Geldbeutel hatte ich ja auch "Linux EMC2" und "Panther 210" erwähnt. Und das ist mit ein bisschen guten Willen für jeden bezahlbar. Die Software ist sogar für lau. Gibts auch schöne Videos auf Youtube zu. Gruß, dasrotemopped.
Ich sag auch mal was zu der Sache: 1. rentabel ist es für PCB-Betrieb alleine nicht. Bungard hat da eine recht einseitige Ausführung auf ihrer Homepage. Unter 800€ kommt man kaum weg für eine halbwegs brauchbare CNC. Dazu kommt Spannmaterial, Tiefenregler (ohne den wird das nix bei PCB)(~120-150€) alternativ Vakuumtisch + Pumpe (noch teurer). Dann der Gravierstichel (~8€) reicht für 3-5 Europlatten. Und eine vernünftige Spindel braucht man auch noch. Dass ich dafür keinen Dremel verwenden kann der ein spürbares axiales Lagerspiel hat, das sollte klar sein. Klar gibt es Leute die machen das so aber spätestens bei SMT hört der Spaß dann auf. 2. was möchte ich mit meiner Fräse machen und was für Verfahrenswege brauche ich? Dass es sich hier um keine Fräsen handelt die Metall sinnvoll bearbeiten können (außer gravieren und bohren) darüber sollte sich auch jeder im Klaren sein. Damit kann ich nicht anfangen Alu zu schruppen oder Kreistaschen für Lagersitze zu machen. Dafür braucht man eine Fräse die ein paar hundert Kilo wiegt und etwas anderst konstruiert ist. Stichwort Deckel FP1 bis FP4. Ansonsten eben gleich CNC-Bearbeitungszentren - forget it ... Viele Leute sagen immer, ich will nur PCB und Frontplatten machen. Die Erfahrung zeigt, dass das Blödsinn ist. Früher oder später ist das Ärgernis groß, weil man doch zu Weihnachten, Geburtstag oder zur Reperatur einfach Teile fertigen möchte, das aber nicht kann weil die Fräse zu "weich" ist. Verfahrenswege sind auch immer so eine Sache. Für PCB reichen im Normalfall Eurokartengröße, ich empfehle aber min. A4 Blatt größe. Ansonsten wird es auch mit Frontplatten schwer. Mal ein paar Kommentare zu den Fräsen: > Wer sich selbst eine Fräse zulegen will kann ja mal danach googeln : > "Panther 210 CNC" , "Haase CNC" , "LPKF Protomat" , "Bungard CCD2" , > "Proxxon FF 500 CNC" , "Linux EMC2" > Ist für jeden Geldbeutel was dabei. Panther 210 CNC (~800€): Der Hammer unter den CNCs. Freitragende Wellenführungen mit Kugelumlaufbüchsen auf Y und Z-Achse. Das Zeug kann man (ohne Witz) mit der bloßen Hand deutlich sichtbar verbiegen. http://www.mixware.de/bilder/wellentest.gif Antriebsspindeln aus M10 Gewindestanden. Leute das sind Befestigungsmaterialien und keine Aktorenkomponenten. Metall auf Metall (Spindel auf Mutter) gibt nur Ärger, Steigung 1,5mm. Viel zu wenig - die Fräse ist im Kriechgang unterwegs. Üblich wären 5mm. Gespart am falschen Ort. Trapezspindeln kosten 1,30€ pro 10cm - das wäre eine vernünftige und legitime Lösung. Handräder an den Schrittmotoren - braucht kein Mensch mehr, erfahrungsgemäß verletzt man sich daran mehr als alles andere. Keine einzige Lagerung der Antriebsspindeln! Direkter Kraftschluss auf den Schrittmotor. Das einzige Festlager was diese Fräse kennt ist das im Schrittmotor und das ist nicht darauf ausgelegt die gesamten Fräskräfte aufzunehmen. Schneller Schrittmotortod ist die Folge. Die Spindellagerung ist eines der wichtigsten Dinge bei der Konstruktion der Fräsen da sie maßgeblich für die Genauigkeit der Fräse verantwortlich ist. Kein Schrittmotor hat spielfrei einstellbare Lager. Finger weg von diesem konstruktiven Mist. Da ist es besser wirklich in den Baumarkt zu gehen und aus MDF sich was zu basteln. Das hat dann gleiche Qualität aber kostet zumindest nur 1/8. Haase CNC: professionelle Maschinen (von Maschinenbauern gemacht) ab ~ 2000€ LPKF Protomat: ebenfalls sehr gut ab ~5000€ Bungard CCD2: reine Leiterplatten und Frontplatten CNC. Sehr teuer aber ideal als Bohrplotter. (Z-Achsen-Konstruktion). ~7000€. Nix für Hobby da nicht flexibel genug. Proxxon FF 500 CNC: Ein weiterer Abschuss. Schwalbenschwanzführungen und PCB-Bohren - da kommt man mit dem Nachstellen garnicht mehr nach. Völlig daneben, instabilie Konstruktion, 5fach überteuert, keine Leistung da, viel zu leicht und Rundlaufgenauigkeiten wie ein geplatzter Reifen. CNC-Konvertierungen ab 3500€. Körperverletzung Wer daran interessiert ist ein bisschen Metall zu "machen", der sollte sich mal nach BF16, BF20, BF30 umschauen. DAS sind vernünftigere Maschinen zum selben preis, zum 5fachen Gewicht und sehr nett stabil. Guter Support (Peter's CNC Ecke) und viele Umbausätze erhältlich. Fertig konvertiert zum selben Preis wie der Proxxonschrott zu haben nur bei x-facher Leistung und Stabilität. Linux EMC2: Diese Fräse kenne ich nicht - meiner Meinung nach ist Linux EMC2 ein Programm zur CNC-Steuerung (wie Mach3).
Die BF Maschinchen scheinen doch etwas solider zu sein wie das Proxxongerümpel, Preis ist recht nieder. Hab mir die HP von denen mal angeschaut, teilweise lassen die auch in China fertigen.
B. Limer schrieb: > Linux EMC2: Diese Fräse kenne ich nicht - meiner Meinung nach ist Linux > EMC2 ein Programm zur CNC-Steuerung (wie Mach3). Ja, das ist ein Echtzeitkernel mit G-Code-Interpreter. Ausgabe dann je nach Bedarf über Druckerport oder eigene Steckkarten (es gibt auch entsprechende Anbieter). Treiber für eigene Karten sind erfreulich schnell geschrieben. Wir verwenden das hier ausschließlich. Mit seinem HAL ist es extrem flexibel und läuft auf alten PCs wunderbar. Doku ist gut und reichhaltig ;-) Chris D.
A. R. schrieb: > Die BF Maschinchen scheinen doch etwas solider zu sein wie das > Proxxongerümpel, Preis ist recht nieder. > Hab mir die HP von denen mal angeschaut, teilweise lassen die auch in > China fertigen. Das ist leider wahr - das Proxxonzeug mag für div. Hobbyheimwerker und Gartenbastler in Ordnung sein, aber für den Einsatz zum Zerspanen geht das einfach nicht klar. Die BFxx sind wie gesagt recht bekannt, es gibt viele Konvertierungen und Verbesserungen für sie. Die Preise sind recht moderat gehalten. Viele Hobbyisten arbeiten mit diesen Fräsen (BF16 / BF20), weil man doch mit 250kg in gewissem Maße zerspanen kann, sich das Gewicht aber noch in Grenzen hält und man die Maschine auch noch ohne Kran mit 3 Personen durch die Gegend tragen kann. Natürlich schlagen die prof. Zerspaner die Hände über dem Kopf zusammen und sagen "2-Tonnen-Regel darunter geht nix" aber das ist nun mal für "uns" nicht das Maß aller Dinge. Wer bei http://www.cncecke.de/forum/ mal vorbeischaut und dort BF20, BF16 oder so sucht der findet tausende Konvertierungen z.T. auf Kugelumlaufspindeln, CNC, Linearführungen, ... Für das Platinenbohren ist aber auch dieser Typ nicht geeignet - es sei denn man baut ihn wirklich auf Linearführungen um. Auch dann kommt man meist um einen Tiefenregler nicht herum. Chris D. schrieb: >> Linux EMC2: Diese Fräse kenne ich nicht - meiner Meinung nach ist Linux >> EMC2 ein Programm zur CNC-Steuerung (wie Mach3). > > Ja, das ist ein Echtzeitkernel mit G-Code-Interpreter. Ausgabe dann je > nach Bedarf über Druckerport oder eigene Steckkarten (es gibt auch > entsprechende Anbieter). Treiber für eigene Karten sind erfreulich > schnell geschrieben. > > Wir verwenden das hier ausschließlich. Mit seinem HAL ist es extrem > flexibel und läuft auf alten PCs wunderbar. > > Doku ist gut und reichhaltig ;-) Ja das ist das schöne an Linux - ganz viel Open Source und eine entsprechend gute Dokumentation und Support in div. Foren.
Die "billigen" CNC "Maschinen" sind eigentlich für gar nix. Sie sind ungenau, instabil und langsam. Mir fällt dafür kein vernünftiger Einsatzzweck ein. Platinenbohren?? Kann ich nur den Kopf schütteln. Das hat sich mal vor 25 Jahren gelohnt, wo man für eine 2 seitige Prototyp Euro-Karte satte 400.-€ hingelegt hat. Heute gibts das schon für 30.-€ perfekt gefertigt in 0,15mm Struktur. D.H. ich kann mir für den Anschaffungspreis einer "billig CNC" mindestens 100 Platinen machen lassen. Frontplatten?? Sollte auch optisch ansprechend sein,mit Proxxon-Spindeln und ähnlichem Graffel ist da nichts zu machen, abgesehen von der neist nicht vorhandenen Kühlung/Spülung. Letztendlich muß man um die 50.000.-€ in die Hand nehmen, um eine vernünftige Maschine zu haben, mit der man zumindest Alu und Kunststoff zerspanen kann. Da sollte man aber auch das Teil professionell nutzen, sonst ist das schon ein recht teures Spielzeug. Wenn man letzteres vorhat,kann mal bei Datron CNC nachsehen. Ich hab 2 Maschinen von denen, sind recht flott und komfortabel. Mechanik + Elektronik ist mehr recht als schlecht, aber auch nicht wirklich begeisternd.Wobei die alte M3 BJ 1993 im Verhältnis zu den damaligen Möglichkeiten weitaus innovativer war als die neugekaufte M85. Ist z.T. einfach gedankenlos gefertigt, SW ist auch nicht unbedingt der Hammer. Grüsse
Ich glaube nicht, das man eine CNC Maschine egal in welcher Preiskategorie über den Platinenpreis argumentieren kann. Wenn ich allerdings an einem Projekt bastle und immer wieder auf die Lieferung einer PCB warten muss hemmt das meinen Arbeitsfluss. Und ein Fehler im Schaltplan oder Layout, der zu einer weiteren PCB führt wirft einen wieder um einiges zurück. http://home.arcor.de/markus.horbach/bilder/USB2RS232.jpg Mit dem entsprechenden Geschick und/oder Werkzeug hält ein Fehler mich nur einen Tag auf. Die Platinen auf dem Bild sind an einem Tag gebohrt/gefräst/ belichtet/geätzt/durchkontaktiert/verzinnt und laminiert. Rechnet man den Zeitfaktor wieder ein ( wenn einem Zeit wichtig ist ) kann eine CNC Maschine wieder sinnvoll sein. Gruß, dasrotemopped.
> Letztendlich muß man um die 50.000.-€ in > die Hand nehmen, um eine vernünftige Maschine zu haben, mit der man > zumindest Alu und Kunststoff zerspanen kann. Naja, wenn man damit Geld verdienen will mag das gelten, aber für den Privatbedarf nicht. Schau Dir an was die ganzen Modellbauer machen, die können mit Alu und Kunststoff definitiv umgehen und brauchen dafür keine 50K€. Bei den Selbstbauteilen mit Schubladenführungen und Dremel gebe ich Dir recht, damit wird auch Kunststoff nix. Aber wenn Du sagen wir mal 5K€ ausgibst, kann nen fähiger Modellbauer da schon Alu und Kunststoff mit bearbeiten.
@Markus
>Wenn ich allerdings an einem Projekt bastle und immer wieder auf die >Lieferung
einer PCB warten muss hemmt das meinen Arbeitsfluss. Und ein >Fehler im Schaltplan
oder Layout, der zu einer weiteren PCB führt wirft >einen wieder um einiges
zurück.
Das Argument muß man gelten lassen, allerdings muß auch dann die
Maschine einen gewissen Qualitätsstandart aufweisen. Ich hab vor gut 20
Jahren auch so gearbeitet, hab mir selbst eine CNC Bohrmaschine
gebastelt. War zur damaligen Zeit recht mühsam, aber nach 6 Monaten hab
ich Microschritt-Elektronik(noch ohne MC, nur mit Logic-Gatter und
Transistoren),Mechanik und Software fertig entwickelt.Der Verkaufserfolg
der Maschinen war aber dann ziemlich bescheiden( glaub 5 Stück). War
einfach noch zuwenig professionell. Trotzdem hab ich für andere Projekte
sicher mehr als 200 PCB's gebohrt(...hust, hust).Allerdings konnte ich
nicht, so wie du ,durchkontaktieren, was dann und wann zu Problemen
führte.
Wenn du das so als Hobby betreibst, hast du aber wohl auch schon einiges
an Geld hineingesteckt. Naja, andere haben Frauen als Hobby und das ist
meist noch viiiiel teurer.
Grüsse
Ich glaube wir sind hier an einem Punkt angekommen an dem eine gewisse Grundsatzdiskussion entsteht. Ich erlaube mir hier mal den vermutlichen Einsatzzwecke eine CNC-Fräse - der hier gemeint ist - zu verdeutlichen: Es geht hier (in diesem Forum) und bei den Hobbyisten in keinster Weise darum, was ein professioneller Zerspaner unter Arbeit versteht. Es interessiert hier keinen Passungen für 80mm Schrägkugellager im Toleranzfeld H herzustellen. Das ist ein grundliegender Unterschied. Es geht hier auch nicht darum möglichst wirtschaftlich zu arbeiten. Es geht um das Selber-Machen. Darum bauen sich ja viele Leute (wenn auch dilettantisch) ihre CNC-Router selbst. Jemand der das nicht selbst erlebt hat, der versteht nicht, welchen Spaß es macht sowas selbst zu konstruieren und dann seine "Fräse" entstehen zu sehen. Dass das jemand versteht, der täglich damit (zum Geldverdienen) arbeitet, das kann ich auch verstehen. Wir wollen doch keine Deckel FP2 nachbauen oder sowas. Wir wollen einfach unser eigenes "Baby" bauen und damit dann irgendwas machen. Dass es billiger ist seine Platinen machen zu lassen (bilex-lp.com, 2 Seitig Euro = 20€) als sich eine Maschine für min. 1800€ zu kaufen / bauen und dann pro Eurokarte noch 10€ für Gravierstichel hinzulegen, das ist hier glaube ich jedem klar. Darum würde hier auch niemand je auf die Idee kommen sich eine Fräse für 50k€ zu kaufen. Das ist einfach völlig daneben. Das ist wie wenn ich 20kg Getränke vom Getränkemarkt zu mir Heim bringen möchte und mit statt meines Golf2 einen LKW mit Auflieger mitnehme. Auf die Idee eine Fräse für 50k€ zu kaufen, daran denkt niemand. Genaus so ist es (auch das ist für viele berufliche Zerspaner nicht verständlich) mit den Heimmaschinen á la BF20, BF30, BF46 etc. Natürlich sind das keine Fräsmaschinen von Deckel die der 2 Tonnenregel entsprechen sondern die wiegen max. 450kg. Und dennoch macht es Spaß und man ist als Hobbybastler auch damit zufrieden. Keine will sich eine Deckel FP5 anschaffen geschweige denn hätte Raum oder Geld. Das will auch keiner. Eine CNC für's PCB Produzieren wird natürlich auch nur von Hobbyisten oder im Extremfall für sehr dringende Sachen in Firmen genutzt. Das ist wie gesagt nicht wirtschaftlich. Dennoch, wenn ich Termindruck habe und mich z.B. beim Layout vertan habe, dann nehme ich lieber eine unwirtschaftlich produzierte Platine als, dass ich die ganze Maschine lahm lege. Für Hobbyisten wie gesagt unrentabel aber einfach schön, weil man es selbst gemacht hat. Und dagegen kann - auch jemand der beruflich mit Zerspanung arbeitet und von all dem "Hobby-CNC-Zeugs" nichts hält - nichts sagen. (!) Gebhard Raich schrieb: > Wenn du das so als Hobby betreibst, hast du aber wohl auch schon einiges > an Geld hineingesteckt. Naja, andere haben Frauen als Hobby und das ist > meist noch viiiiel teurer. Natürlich ist dieses Hobby verdammt teuer. Jeder hat da so seine individuellen Anforderungen. Meine Anforderungen liegen nun mal unter den Käsefräsern eher im Mittelbereich. Man kann sich aber definitiv für 1.500€ wunderbare CNC-Router (ich will mal nicht direkt Fräse sagen) zusammenbasteln. Auch wenn jetzt natürlich wieder irgendwer sagen wird - so ein Sch***, bei mir kostet schon die Kugelumlaufmutter auf der Z-Achse so viel. Ja schön .... für mich ist meine eigene Fräse gut genug und ich bin stolz auf sie. Wenn ich Lagersitze machen möchte, dann gehe ich eben zu jemandem der von seinem Handwerk versteht und entsprechende Maschinen zur Verfügung hat um die Passungen zu fertigen. Aber ich kaufe mir deswegen kein Bearbeitungszentrum für 200k€. Ich hoffe mein Beitrag hat ein wenig klar gemacht, warum wir Hobbyisten mit unseren Käsefräsen sehr glücklich leben und uns keine Maschinen für 50k€ kaufen möchten / werden. Nichts für ungut an alle Zerspaner ... Gruß
Ich finde, dass es einen grossen Unterschied zwischen einer Kleinfräse (ala BF16&Co) und einer Mini-CNC-Fräse nur fürs Platinenbohren gibt. Im PCB-Bereich gibt es soviele Hersteller, die schnell, günstig und auch gut arbeiten. Ich bin definitiv einer, der Dinge gerne selber baut, aber Platinen schon lange nicht mehr. Selbst mit einer CNC-Fräse ist das immer noch ein Wahnsinnsaufwand, da ist man einen ganzen Nachmittag beschäftigt und bekommt dann doch eigentlich nur unreproduzierbare Qualität. Ohne Vias geht ausser bei Anfängerschaltungen auch nix mehr, der ganze Nietkram ist doch nur Pfusch, und Multilayer ist eh no-go. Für den Preis der diversen Chemikalien, Geräte und Zubehör kann ich unzählige dm^2 bei PCB-Pool, M&V oder Olimex herstellen lassen. Eine Fräse ist ganz was anderes, weil es bislang (mal von dem wabbeligen 3D-Druck abgesehen) keinen "Service" gibt, wo man seine Vorstellung zu vernünftigen Preisen herstellen lassen könnte.
Georg A. schrieb: > Im PCB-Bereich gibt es soviele Hersteller, die schnell, günstig und auch > gut arbeiten. So? Schnell und gut vielleicht, günstig aber wohl nur vom Standpunkt des professionellen Anwenders. Für Hobbyisten ist selbst Olimex noch zu teuer.
Naja, das ist dann aber eine fehlerhafte Kosten/Nutzrechnung ;) 4h Rumpritscheln und Bohren, dann nochmal 5h Fehlersuche wg. Haarrissen und Feinschlüssen. Irgendwann wird auch so vergeudete Freizeit kostbar... Und mal so ganz nebenbei: Für normalen, vorwiegend digitalen DIL-Kram, den man nur einmal braucht, ist Verowire viel schneller und vor allem fehlerfreier. Da bekommt man auch Verdrahtungsdichten hin, die an 4fach ML rankommen.
Fürs Platinenbohren, Mantis als Beispiel einer günstigen Platinenbohrers, welcher auch Gehäuseausfräßungen machen kann, sowie die Nutzen trennen. Die Leiterplatte wird gewöhnlich entweder Belichtet oder mittels Transfer gemacht und nur die Fr4 oder Fr2 Platine mechanisch bearbeitet. In ca 20-30 Minuten hast du die Platine(n).
Hallo,
ganz allgemein ohne speziell auf die CNC Fräse einzugehen:
Wenn mann das Geld überig(!) hat und wirklich Spass an irgendein Hobby
hat, warum nicht die CNC Fräse, den Spektrumanalyzer, die Kleinserien
Modellbaulok, das Hightech Fahrrad oder was auch immer kaufen?
Gönnt euch den Luxus auch wenn es öknomisch totaler Unsinn sein sollt -
mann lebt nur einmal.
Das Schicksal kann ein Arschloch sein (sorry...) und das ganze schöne
Geld geht dahin wo man nichts davon hat.
nur mal so
Tintin
Georg A. schrieb: > Naja, das ist dann aber eine fehlerhafte Kosten/Nutzrechnung ;) Ja das verstehen offensichtlich viele nicht: Es geht NICHT um Kosten / Nutzen! Ist das denn so schwer zu verstehen? Georg A. schrieb: > Und mal so ganz nebenbei: Für normalen, vorwiegend digitalen DIL-Kram, > den man nur einmal braucht, ist Verowire viel schneller und vor allem > fehlerfreier. Da bekommt man auch Verdrahtungsdichten hin, die an 4fach > ML rankommen. Ja richtig. Nur - wer macht das heute noch? Natürlich keiner. Vorallem sehen die Platinen (genau so wie das Lochrastergemurkse) einfach nur beschi*en aus. Das will doch keiner sehen. Sowas mag unter den DIY-Bastlern verbreitet sein, die ihre Platinen in billigen Tupperware-Nachbauten unterbringen und einen Spannungsregler (besser misslungen Spannungssteuerer) mittels Spannungsteiler realisieren. Tintin schrieb: > Wenn mann das Geld überig(!) hat und wirklich Spass an irgendein Hobby > hat, warum nicht die CNC Fräse, den Spektrumanalyzer, die Kleinserien > Modellbaulok, das Hightech Fahrrad oder was auch immer kaufen? > > Gönnt euch den Luxus auch wenn es öknomisch totaler Unsinn sein sollt - > mann lebt nur einmal. > Das Schicksal kann ein Arschloch sein (sorry...) und das ganze schöne > Geld geht dahin wo man nichts davon hat. Absolut richtig - wer damit Spaß hat, der soll sowas doch auch machen. Jeder hat irgendwo seinen Tick, wo er sein Geld hininvestiert. Manche sammeln Briefmarken, andere alte ICs und wieder andere haben ihren Spaß im Bauen und Betreiben von CNC-Routern. So einfach ist das. Und da kann man jetzt rummäckeln wo wegen: "unwirtschaftlich", "so macht man das nicht", ... es ändert rein garnichts. Schau ich hab mir auch meinen eigenen SMD-Bestückungsautomaten gebaut, hat micht sicherlich 800€ gekostet und ich bastle mir damit alle paar Wochenenden mal eine kleine SMD-Platine. Was ich da in Konstruktion und Bau Zeit investiert habe ... hunderte Stunden ... was ich OpenCV programmiert habe für die Passmarkenerkennung ... ich mache das eben weil es mir Spaß macht und vielleicht ein bisschen weil ich zu faul bin von Hand zu bestücken. Die paar Teile könnte ich schneller von Hand bestücken, als, dass ich die Maschine einrichte. Wirtschaftlich ist das mit Sicherheit nicht - Spaß machen tut's mir trotzdem.
> Ja das verstehen offensichtlich viele nicht: Es geht NICHT um Kosten / > Nutzen! Ist das denn so schwer zu verstehen? Jetzt tu doch nicht so, als würde ein "Bastler" sich nicht auch überlegen, was er selber macht und was nicht ;) Es wickelt sich auch keiner mehr Kondensatoren selbst oder nutzt handlackierten Kuperlackdraht... > Das will doch keiner sehen. Verowire? Es geht wenigstens und ich habe da viel gesponnen... Die meisten selbstgeätzten Platinen, die ich bislang von anderen gesehen habe, sehen aus wie frisch aus dem Klo gezogen. Zu einer "schönen" Platine gehört IMO einfach Lötstoplack. Und da Basteln meistens ja auch heisst, dass man noch nicht so ganz genau weiss, ob das so geht, ist so eine "fertige" Platine die denkbar schlechteste Art, wirklich zu basteln. Da muss man dann Bauteile wechseln, die Lötaugen gehen ab, Patchdrähte ziehen, und dann fällts so langsam auseinander. > Schau ich hab mir auch meinen eigenen SMD-Bestückungsautomaten gebaut,... Ach du auch? Habe ich vor 15 Jahren auch aus meinem Flachbettplotter (Zuse Graphomat 300...) gemacht, Klebstoffklecks inkl. Widerstand drauf, auch Platinenbohren und dem ganzen Rest der Chose. Aber genau *das Machen* von sowas ist doch das Spannende und nicht die "Fertigung". Ein paar mal Platinen machen ist noch schön, dass man mal den Workflow hat, aber irgendwann sollte man damit durch sein. Wenn man das Rumgepritschel zum 10ten Mal macht, ist das IMO kein Basteln mehr, sondern Selbstbeschäftigung oder einfach nur "Arbeit". Die Platine ist ja auch kein Selbstzweck (bei einem Tiefdrucker wärs was anderes ;) ), sondern nur ein Baustein in der ganzen Bastelkette. Und wenn man meint, da unbedingt einen industriellen Prozess nachmachen zu müssen, der dort unter ganz anderen Vorrausetzungen und Zielsetzungen abläuft, dann kann ich doch auch mal sagen, dass ich das recht sinnlos finde...
>Die Platine ist ja auch kein Selbstzweck, sondern nur ein Baustein in der >ganzen Bastelkette. Richtig, aber für das Gesamtbild des Bastelergebnisses sehr wichtig. http://home.arcor.de/markus.horbach/bilder/usb2rs232_komplett.jpg Auch das kleinste Projekt gewinnt durch eine durchdachte Ausführung. >Die meisten selbstgeätzten Platinen, die ich bislang von anderen gesehen >habe, sehen aus wie frisch aus dem Klo gezogen. Zu einer "schönen" >Platine gehört IMO einfach Lötstoplack. Darum kann man hier im Forum von der Erfahrung der anderen Gleichgesinnten profitieren. War ja auch für mich der Grund, über den Nutzen einer CNC Fräse etwas zu sinnieren und meine Gedanken dazu mit anderen zu teilen. Wie bei jedem Hobby (und einige hier im Forum betreiben Elektronik ja auch noch beruflich) kann man sich dazu entscheiden, nur mal was auszuprobieren, ohne den Drang zu verspüren, sich stetig verbessern zu wollen. Oder man will ausloten, was denn im privaten Rahmen technisch möglich ist. Und im Team oder in der Konkurrenz mit anderen kann man sich messen und anspornen und verbessern. Es gibt nicht ohne Grund den Thread "Zeigt her eure Kunstwerke". Ein Lob aus der Community von Mitstreitern ist oft mehr wert als jeder finanzielle Anreiz. Gruß, dasrotemopped.
Angehängte Dateien:
-

Pla_cent.jpg
210 KB -

Mik_fertig.jpg
150 KB -

Bild1.jpg
130 KB -

Bild2.jpg
110 KB
{kind=link}
{kind=link}
{kind=link}
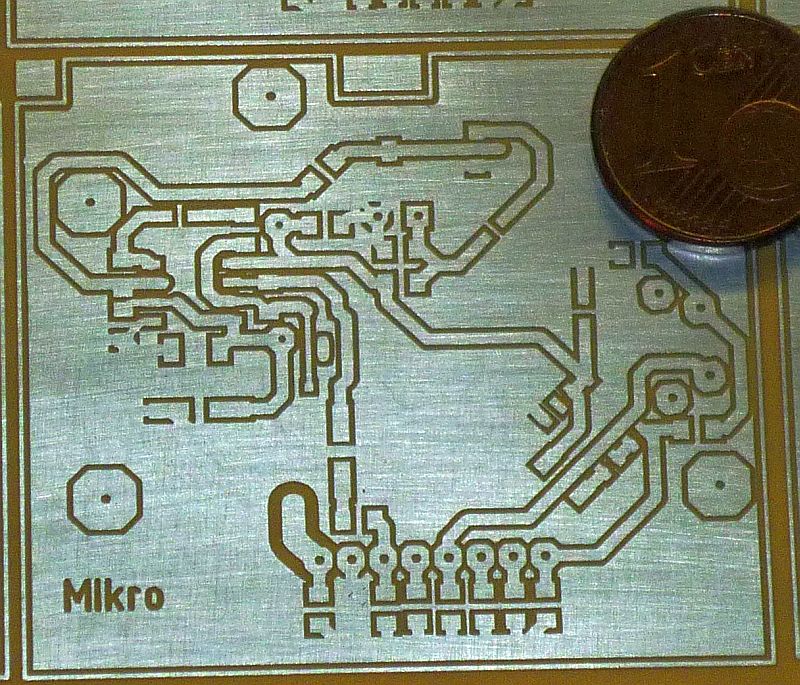
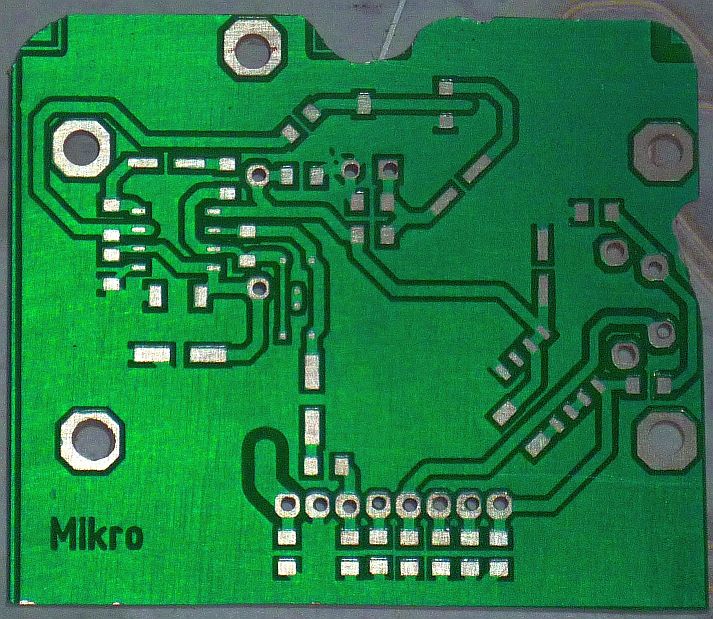
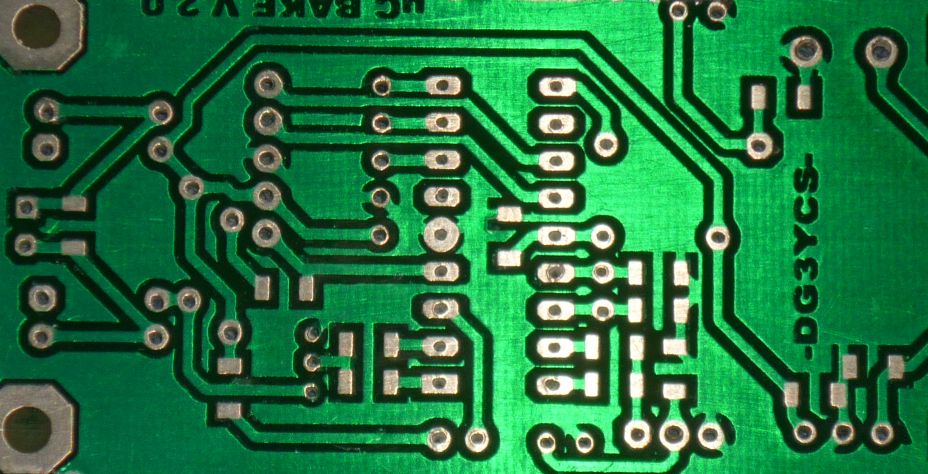
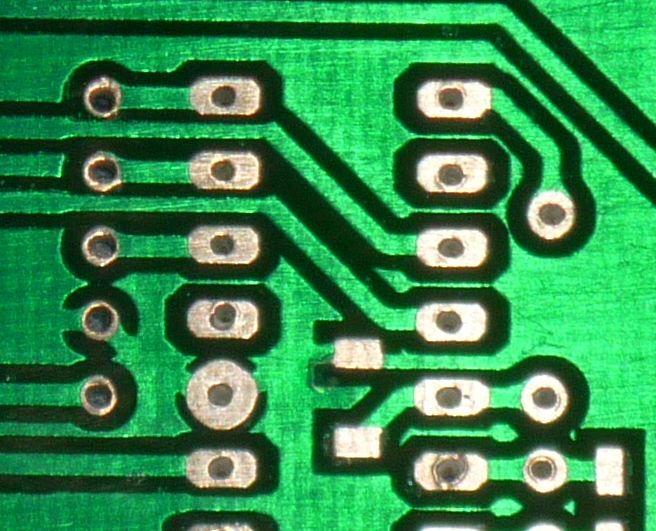
Hi, Georg A. schrieb: > Die meisten selbstgeätzten Platinen, die ich bislang von anderen gesehen > habe, sehen aus wie frisch aus dem Klo gezogen. Da Frage ich mich aber tatsächlich WO du diese Ergebnisse siehst? Klar, hier gibt es zum Beispiel in diesem Forum eine Menge solcher Bilder, aber das sind dann zumeist doch Threads wo es gerade darum geht das ein Anfänger Fragt warum es so schlecht geworden ist und wie es besser geht. Mit Übung und einer Ausrüstung für DEUTLICH unter 100Euro bekommt man absolut Reproduzierbare und nur anhand der Ausführung der Vias sowie ggf. Anhand der Art der Verzinnung von einer beim Fertiger erstellten Platine unterscheidbare Ergebnisse hin. Georg A. schrieb: > Zu einer "schönen" Platine gehört IMO einfach Lötstoplack. Lötstoplack ist auch für Selbstfertigung nun wirklich kein Hinderniss. Der einzige TECHNISCHE Unterschied den ich bei Platinen <= 2Lagen wirklich gelten lasse sind die VIAS. Bei der Heimfertigung sind diese entweder erst in Kleinarbeit von HAnd durchzukontaktieren und was neben Zeitaufwand auch eine mechanisch abweichende Ausführung bedeutet, oder aber, wenn man Chemisch Durchkontaktiert läuft man gefahr abweichende elektrische Werte zu bekommen. Das muss man berücksichtigen und immer in die Überlegungen mit einbeziehen. Keine Frage. Bei der Oberflächenveredelung gibt es natürlich auch noch Unterschiede, die fallen aber, insbesondere für Prototypen, nicht so ins Gewicht! Multilayer in Heimarbeit ist natürlich eine Sache die nach meinem Kentnisstand nicht mal annhähernd Sinnvoll umsetzbar ist. ICh habe mich Spasseshalber daran mal versucht, einfach mal um zu sehen ob das funktionieren könnte. Aber zig Fehlversuche und ein ganzes Wochenende Arbeit war nötig um ein sehr grobes Layout umsetzen zu können, was dazu noch viel NAcharbeit erforderte. Ausgesehen hat das ganze auch noch wie "Sau". Ein für mich "normales" LAyout hätte ich wohl niemals ans Laufen bekommen. Da bleibt wirklich nur die Fremdfertigung. Georg A. schrieb: > Und da Basteln meistens ja auch heisst, dass man noch nicht so ganz > genau weiss, ob das so geht, ist so eine "fertige" Platine die denkbar > schlechteste Art, wirklich zu basteln. Da muss man dann Bauteile > wechseln, die Lötaugen gehen ab, Patchdrähte ziehen, und dann fällts so > langsam auseinander. Aber GENAU DAS ist doch gerade DAS Argument für die Selbstfertigung. ICh erstelle ein Layout, fertige dieses -im ersten Schuss normalerweise ohne LSL- und habe so 30minuten nach Ausdruck der Vorlage eine gefertigte und verzinnte Platine in der Hand. (Bei vielen Platinen Sinkt die Zeit pro Platine beträchtlich, bei einer passt es gut, wobei ich in der Wartezeit schon abrüste während die Platine noch in der Küvette brodelt) Bis zu diesem Zeitpunkt sind kosten von << 5 Euro für eine Europlatine angefallen. Bei Teilstücken entsprechend weniger. Bohren und Durchkontaktieren kommt ggf. natürlich noch dazu. Als GROBE Faustregel rechne ich mit 5Sek. ein ein einfaches Loch und 10sek für ein Loch mit anschließender Durchkontaktierung. Tauchen dann später Änderungen auf kann ich diese ohne Rücksicht auf die Äusserlichkeiten durchführen und gleichzeitig schon das LAyout im PC abändern. Bei sehr groben Fehlern deren Patchen mehr ZEit in Anspruch nehmn würde als ein Neuätzen und Bestücken bis zu dem aktuell erreichten Fertigungsstand mache ich direkt eine neue Platine. Dauert 30Min und kostet ja fast nichts. Selbes wenn die Platine schon so ramponiert ist das ganze Lötaugen fehlen. (wobei ich da mit Fremdgefertigten Platinen meist mehr Probleme habe als bei den Selbstgefertigten - ist halt eine Frage des Basismaterials) Bei einer rein Fremgefertigten wären schon wieder 50Euro das Klo runter und wieder 10 Tage Wartezeit fällig. (Oder 3 Wochen Wartezeit, dafür deutlich weniger Kosten in China) Lochraster ist natürlich auch eine Möglichkeit. Nutze ich auch für Protoversuche sehr gerne. Aber ich schaue mir immer vorher an was effektiver ist: Sas erstellen eines Layouts und Ätzen oder LR. Wenn ich ein Einzelstück mit ein paar Bauteilen benötige ist LR durchaus eine sinnvolle Alternative. Georg A. schrieb: > Ein > paar mal Platinen machen ist noch schön, dass man mal den Workflow hat, > aber irgendwann sollte man damit durch sein. Wenn man das Rumgepritschel > zum 10ten Mal macht, ist das IMO kein Basteln mehr, sondern > Selbstbeschäftigung oder einfach nur "Arbeit". Das könnte man so gelten lassen wenn die Platinenfertigung nur ein "Selbstzweck" wäre. (Wie es z.B. bei meinem Multilayerversuch der Fall war) Aber genau das, alsoe ein Selbstzweck, ist sie ebend NICHT! Schreibst du ja auch selber: Georg A. schrieb: > Die Platine ist ja auch kein Selbstzweck (bei einem Tiefdrucker wärs was > anderes ;) ), sondern nur ein Baustein in der ganzen Bastelkette. Und das ist einer der wenigen Punkte wo ich dir voll zustimme. Die Platine ist ein essentieller Baustein in der Fertigungskette für Elektronik. Egal ob es nun kommerzielle Entwicklungen oder private Bastelleien sind. Und da dieser Baustein bis auf sehr sehr wenige Ausnahme essentiell ist must man diesen irgendwie bekommen. Dazu gibt es nun verschiedene Methoden. Kompletter Aufbau auf Lochraster, Selbstfertigung von gedruckten Schaltungen oder die Fremdfertigung. NAtürlich ist es Arbeit eine Platine zu fertigen, genau wie der ganze Rest der Entwicklung. Nur mit dem Unterschied das ich z.B. den "besonderen" Spass am Schritt Ätzen verloren habe und es auch nur noch als lästige Pflicht ansehe um die interessanteren Dinge realisieren zu können. Georg A. schrieb: > wenn man meint, da unbedingt einen industriellen Prozess nachmachen zu > müssen, der dort unter ganz anderen Vorrausetzungen und Zielsetzungen > abläuft, dann kann ich doch auch mal sagen, dass ich das recht sinnlos > finde... Natürlich darfst du das gerne sagen und auch schreiben. Du darfst auch gerne weiterhin dieser Meinung sein. Schließlich soll es jedem selbst überlassen sein wie er seinem Hobby oder gar Beruf nachgeht. Allerdings solltest du zumindest zur Kenntniss nehmen das deine Kritik an der Heimfertigung in vielen Punkten einfach nicht zutrifft und das es durchaus gute Gründe dafür gibt. Wenn ich aber die Wahl habe entweder 30 Minuten in den Keller zu gehen und nach MAterialverbrauch von <<5 Euro mit einer Einsatzbereiten Platine wieder hochzukommen (Ok, bei vielen Bohrungen und DuKO vielleicht auch 45Minuten) oder aber für rund 14 Tage die Arbeit einstellen zu müssen um dann nach Zahlung von >50Euro eine Platine in der Post zu haben - und dies bei jedem Fehler wiederholen zu müssen, dann ist die Selbstfertigung eine verdammt Sinnvolle Wahl. Und besonders der Zeitfaktor ist für mich und viele andere das Entscheidende. Ich fertige z.B. sowohl Privat im Rahmen meines Hobbys wie auch bei kommerziellen Entwicklungen die Proto-Platinen und Einzelstücke selbst wenn möglich. (Wenn kein Multilayer nötig) Einigen macht es ja nichts aus lange Wartezeiten zu haben, aber ich gehöre zu denenen die gerne direkt etwas durchziehen. Natürlich gehört da auch etwas mehr als nur die Möglichkeit der Platinenfertigung dazu, aber das ist schon ein guter Anfang. Mit großem Lagerbestand ergänzt durch 24h Lieferung durch RS und Farnell ist man dann schon gut gerüstet. Dazu kommt dann noch bei vielen der finanzielle Aspekt. Wenn ich die reine Arbeitszeit mit dem Nettosatz rechnen würde währe der Abstand bei mir zwar klein, daher weniger entscheident,obwohl immer noch eine Ersparniss. Bei einem vergleich mit Eilfertigung sowieso. Aber zum einen darf man das zumindest beim Hobby so nicht rechnen und zum anderen gilt das für diejenigen die etwas völlig anderes machen überhaupt nicht. Von Schülern gar nicht erst zu reden. Als ich als junger Mittelstufenschüler mit der Heimfertigung angefangen habe hätte eine fremdgefertigte Platine mein Taschengeld für zwei Monate geschluckt. Und auch so manch in Lohn & Brot stehender Arbeiter kann sicher nicht so einfach jeden Monat mehrmals 50Euro (und mehr) nur für Platinen ausgeben -Bauteile und Messtechnik kommt ja noch dazu- vor allem nicht wenn er vielleicht gerade eine Familie gegründet oder ein Haus gebaut hat. Da macht es dann einen Riesen Unterschied ob es nun 5 oder 50Euro/Platine sind. NAtürlich gibt es auch genauso gute Gründe für eine Fremdfertigung: Wenn jemand wirklich nur einmal pro JAhr eine Platine braucht und das vielleicht auch noch nur um ein Projekt von jemand anderes mit erprobten Layout nachzubauen, dann ist die Fremdfertigung als Einzelstück durchaus gerechtfertigt. Genauso ist es für alle kommerziellen Produkte jenseits des Prototypen einfach nicht mehr angebracht selbst zu fertigen. Sobald es größere Stückzahlen sind ist Fremdfertigung sogar fürs Hobby effektiver. Wenn man da sparen muss sucht man sich halt einen Fertiger der entsprechend günstig ist, dafür länger braucht. Besonders wenn man das Layout an sich bereits durch In-House Prototypenfertigung erprobt hat problemlos umsetzbar. Ich gebe zum Beispiel durchaus regelmäßig Fertigungsaufträge. Nicht für die kommerzielle Serienfertigung der von mir (Mit-)Entwickelten Produkte, das ist nicht mehr meine Zuständigkeit. Aber für den NAchbau interessanter im Netz oder auf Papier gefundener Projekte oder aber für Adpaterplatinen und ähnliches die ich als Verbrauchsmaterial hier liegen habe. Da es bei solchen Dingen auch nicht auf Zeit ankommt gehen diese Aufträge dann oft noch nach China wo ich dann 10 Professionell gefertigte Platinen zu einem Preis bekomme wo ich es hier nicht selbst für machen kann. Dauert halt nur seine Zeit. Kommerzielle Muster hingegen werden hingegen ausnahmslos Einheimischen Fertigern anvertraut, da spielen dann andere Dinge als nur der geringste Preis eine Rolle. (Zeit, Qualität und Vertrauen) Gruß Carsten P.S.: Zur Qualitätsfrage: ICh habe mal ein paar Fotos eigener Platinen angehangen die ich auch schon mal hier in anderen Threads gepostet habe. Diese Platinen sind sogar noch mit der alten Technik von mir entstanden und reine Schnellschüsse. Ich muss diese Woche noch einmal Platinen fertigen, dann werde ich auch mal wieder ein rein privates Layout mitfertigen und das dann ablichten. Wie man erkennen kann habe ich leider (noch)keine CNC Bohrmaschine, das würde das Ergebniss nochmal deutlich aufwerten. Wobei ich für Aufbauten wo es auf Optik besonders ankommt auch noch präziser bohren kann. Die "schrägen" Kanten auf der Mikroplatine sind im übrigen Absicht, die muss als Austauschplatine in ein bestehendes Gehäuse passen, Da Optik keine Rolle spielt habe ich freihändig am Schleifstein hantiert.
Markus Horbach schrieb: > http://www.youtube.com/watch?feature=player_detail... Das du dich überhaupt traust, so ein "Video" zu veröffentlichen... Da kann man ja mehr der mieserablen Autofokus bei der Arbeit zugucken, als der Fräse...
ist der billigste Praktika Camcorder mit HD Auflösung, den ich finden konnte. Will halt mit Elektronik basteln und keinen Spielfilm drehen. Aber nach ein paar mal fokussieren wird das Video ja ganz ordentlich von der Bildqualität. Habe auch mal versucht, mit dem Handy Videos zu machen. Das ist wirklich schlecht. http://youtu.be/pa1kutQ2AE8 Das wird nie scharf ... Gruß, dasrotemopped.
Carsten Sch. schrieb: >> Die meisten selbstgeätzten Platinen, die ich bislang von anderen gesehen > >> habe, sehen aus wie frisch aus dem Klo gezogen. > > Da Frage ich mich aber tatsächlich WO du diese Ergebnisse siehst? Zum Beispiel bei den Bildern die du am Anfang deines Buches gepostet hast.
... schrieb: > Carsten Sch. schrieb: >>> Die meisten selbstgeätzten Platinen, die ich bislang von anderen gesehen >> >>> habe, sehen aus wie frisch aus dem Klo gezogen. >> >> Da Frage ich mich aber tatsächlich WO du diese Ergebnisse siehst? > > Zum Beispiel bei den Bildern die du am Anfang deines Buches gepostet > hast. Hallo mein Lieblingstroll ;-) ICh habe dich echt schon vermisst! Das hat ja lange gedauert. Du lässt doch nicht etwa nach? Aber Ok, Ich bin immer für Kritik offen. Zeige mir mal eine von deinen Platinen als Vergleich und schreibe dazu was du warum besser gemacht hast. Dann lernen wir alle noch etwas. Das die Bohrungen nicht gut sind habe ich ja schon selber geschrieben... Da du es aber, wie auch immer in der Vergangenheit auch, wohl unterlassen wirst handfeste Belege für deine ach so tollen Erfahrungen und dein Können zu liefern.erlaube erlaube ich mir aber deine Äusserungen unter "hintergrundloses Gesabbel bzw. Neid des Fähigkeitslosen abzulegen. Gruß Carsten
Wie macht ihr das eigentlich mit dem Bohren. Ihr belichtet ja die Platinen nach dem Bohren, oder? Ich hatte neulich mal ein paar Bohrungen mit meiner CNC ins Basismaterial gebohrt. Leider entstehen da Grate, so dass sich die Folie für das Belichten nicht mehr sauber auflegen lässt. Habt ihr da Tipps? Danke Gruß Jürgen
Hallo zusammen, Platinen bohren geht auf (m)einer umgebauten BF20 eigentlich ganz hervorragend - man braucht nur etwas Geduld, da die Verfahrgeschwindigkeiten im Eilgang nicht besonders schnell sind - aber die Bohrungen sind sauber und genau plaziert. Man darf sich natürlich nicht auf die Standardspindel mit max. 2500 U/min verlassen, sondern sollte sich noch einen Oberfräsenmotor als Zweitspindel gönnen. Wenn die Bohrer ordentlich scharf sind, gibt es auch keinen Grat und man kann den Film direkt auflegen. Dummerweise halten die Bohrer bei mir seit dem CNC-Bohren allerdings so lange, daß sie auch wirklich stumpf werden- da sie nicht mehr abbrechen. Das sieht man dummerweise auch immer erst nachher, daß der Bohrer stumpf war und einen Grat auf der Unterseite geworden hat. Dann hilf nur, die Lichtschutzfolie mit einem Holzgriff wieder ordentlich platt zu drücken. Das schließt zwar die Löcher wieder, aber die Folie läßt sich wieder flach auflegen. Und nach dem Ätzen sind die plattgedrückten Kupferreste auch verschwunden. Viele Grüße Nicolas
> Also entstehen bei euch genauso Grate?
Mit stumpen Bohrer entstehen Grate.
Allerdings werden VHM Bohrer erst nach 5000 Löchern stumpf,
während HSS schon nach 5 Löchern stumpf ist.
Wenn man es also im Griff hat, VHM nicht mehr abzubrechen,
dann sollte man sie nach 3000 Löchern wechseln - so wie es
die Leiterplattenhertsller tun deren Bohrer dann auf eBay
im 10er Pack vertickt werden.
Es waren nagelneue VHM Bohrer von Datron. Sollten also von der Qualität eigentlich passen. Mit welcher Drehzahl und Vorschub habt ihr gute Erfahrung gemacht?
Faustregeln für FR4: 1,5 bis 1mm ca. 10.000U/Min kleiner 1mm ca. 16.000 bis 18.000U/Min kleiner als 0,5 20.000 und mehr
Jürgen F. schrieb: > Ich hatte neulich mal ein paar Bohrungen mit meiner CNC ins > Basismaterial gebohrt. Leider entstehen da Grate, so dass sich die Folie > für das Belichten nicht mehr sauber auflegen lässt. Was hatteste denn für eine Unterlage? Wenn die zu weich ist, kann ein Grat entstehen, aber das ist generell so, nicht nur bei CNC.
Ich hatte die Leiterplatte einmal frei im Schraubstock gespannt. Und einmal hatte ich sie mit Doppels. Klebeband auf eine Holzplatte geklebt. Wie fixiert ihr eure Leiterplatte?
Jürgen F. schrieb: > einmal hatte ich sie mit Doppels. Klebeband auf eine Holzplatte geklebt. Hallo Jürgen, so mache ich es auch immer: Auf MDF-Platte kleben und diese auf den Nutentisch pratzen. Viele Grüße Nicolas
war jetzt zu faul mir das durchzulesen nachdem ich die ersten 5 posts gelesen habe. arbeite jetzt selber seid 2 monaten mit einer 400€ CNC um platinen zu fräsen und frontplatten zu machen. grund für diese anschaffung war einzig und allein, dass es beim fertiger eine woche dauert bis die einem nen muster schicken. das ist dann zugegebener maßen in deutlich besseren toleranzen und auf wunsch auch auf alu oder als fpcb gefertigt, aber wenn man einfach schnell ein layout überprüfen will oder mal gucken will, was man denn so für spannungsabfälle hat gibt es nix besseres als cnc! was die genauigkeit der fräse angeht kann man sich wirklich nicht beschweren. habe 400€ gezahlt und so8 ist für das ding en klacks. da kann man sogar noch leiterbahnen zwischen den beinchen durchführen wenn man einen 20°x0,1mm stichel verwendet. diese informationen auf der bungard seite sind schlichtweg SCHWACHSINN!!! weil vergessen wurde eine bestimmte platine in Auftrag zu geben habe ich von der Platine 100Stk gemacht auf der Fräse. mit EINEM graviersticchel. das war dann zwar nen 30°x0,2mm stichel aber für so8 ist auch das kein Problem. Und so ein blöder gravierstichel kostet ca 60cent von daher ist das ja wohl wirklich mal zu vernachlässigen. wenn man Probleme mit graten hat dan liegt das in erster linie daran, das man nicht tief genug eintaucht! schmaleren stichel nehmen und tiefer eintauchen für feinere strukturen! es bringt überhaupt nix nur 0,2mm einzutauchen. dann kann das nix werden! was diesen blödsinn von wegen tiefenregler angeht. denke mal nicht das man den im hobby/prototypenbau benötigt. einfach so lange die z-achse richtung platine verfahren bis kontakt besteht, dann z-achse nullen und noch duetliches stück weiter runtergehen(erfahrungswert abhängig vom stichel). und das wechseln zwischen stichel/fräser/und bohrern dauert ja wohl wirklich nur sekunden inkl neuem nullen der z-achse. fräsung des Platinenumrisses kann man fast genausogut mitm stichel machen und sich so sogar noch weiteres umspannen sparen. vakuummatte macht schon eher sinn, lässt sich aber auch mittels klebeband umgehen! sicher kann man platinen ätzen, was ich auch durchaus tue wenn es mal richtung tqfp geht aber man kriegt ja nun mal fast alle kompontenten auch ne mummer größer was fürs basteln oder funktionsprototypen völlig ausreicht. und das ätzen tu ich mir sicher nicht mehr an. genausowenig wie lochraster... belichtungsgerät, lauter schädliche chemikalien, ätzmaschine, cnc fräse zum bohren... cnc ist ne super sache auch zum platinen fräsen!!! solange man nicht wirklich kleine strukturen haben will... alles was auch nur ansatzweise richtung serie geht selbstverständlich in auftrag geben.
Eine ganz andere zwischenfrage: Hat schon jemand probiert Fett (oder sowas ähnliches) per Stencil aufzutragen und dann das ganze zu lakieren? Der Lack dürfte dann nur dort haften wo man ihn auch haben will. So sollte sich doch recht einfach Lötstop auftragen können (Spray?). Grund: Bau mir eine Fräse vorallem fürs Stencil + Frontplatten machen... Prototypen ätze ich mir und hätte ich vor weiter so zu fertigen, nur wenn ich sowieso einen Stenicl fürs Löten mach, könnte ich damit doch gleich noch den Lötstop realisieren...
nix könner schrieb: > arbeite jetzt selber seid 2 monaten mit einer 400€ CNC um platinen zu > fräsen und frontplatten zu machen. Interessant, was für eine Fräse hast du dir denn angeschafft? 400€ sind ja schon ein Kampfpreis. Wie ist die denn ausgestattet? Hast du evtl. einen Link bzw. Bilder von der Sache. Wäre ja auch für andere Hobbybastler interessant. nix könner schrieb: > was die genauigkeit der fräse angeht kann man sich wirklich nicht > beschweren. habe 400€ gezahlt und so8 ist für das ding en klacks. da > kann man sogar noch leiterbahnen zwischen den beinchen durchführen wenn > man einen 20°x0,1mm stichel verwendet. SO8 ist ja nun aber doch ziemliche Grobmotorik für eine Fräse. Was ist denn so das Maximum was du rausholen kannst (also die minimale Leiterbahnbreite). nix könner schrieb: > weil vergessen wurde eine bestimmte platine in Auftrag zu > geben habe ich von der Platine 100Stk gemacht auf der Fräse. mit EINEM > graviersticchel. das war dann zwar nen 30°x0,2mm stichel aber für so8 > ist auch das kein Problem. Und so ein blöder gravierstichel kostet ca > 60cent von daher ist das ja wohl wirklich mal zu vernachlässigen. Naja die Vergleichbarkeit hinkt ein bisschen. Das kommt natürlich auf die Platine an. Besser wäre es Stehzeiten in Metern anzugeben. Wo gibt es denn für 60Cent Gravierstichel zu kaufen? 100 Stück Platinen - das dürfte wohl eher ein Symbolischer wert sein oder? SO8 machst du damit dann sicher nichtmehr. nix könner schrieb: > was diesen blödsinn von wegen tiefenregler angeht. denke mal nicht das > man den im hobby/prototypenbau benötigt. einfach so lange die z-achse > richtung platine verfahren bis kontakt besteht, dann z-achse nullen und > noch duetliches stück weiter runtergehen(erfahrungswert abhängig vom > stichel). und das wechseln zwischen stichel/fräser/und bohrern dauert ja > wohl wirklich nur sekunden inkl neuem nullen der z-achse. fräsung des > Platinenumrisses kann man fast genausogut mitm stichel machen und sich > so sogar noch weiteres umspannen sparen. Tiefenregler sind mit Sicherheit kein Blödsinn. Das kommt natürlich auf die Anforderungen an. Auf eine Fräse die nicht vernünftig ausgerichtet ist oder in einem Raum steht in dem die Temperatur ständig schwankt zwischen +15 und 30°C da brauche ich nicht mit einem Tiefenregler auf einer Portalfräse ankommen. Das ist dann verschwendetes Geld. Im Gegenzug brauche ich aber auch nicht Ergebnisse erwarten. Mich würden wirklich mal deine Platinen interessieren. Wie die so aussehen ... nix könner schrieb: > und das ätzen tu ich mir sicher nicht mehr an. genausowenig wie > lochraster... belichtungsgerät, lauter schädliche chemikalien, > ätzmaschine, cnc fräse zum bohren... Naja zum Thema Schädlichkeit: Im Gegensatz zu FR4 Staub ist EisenIIIChlorid im übrigen das reinste Heilmittel. Wurde in der Medizin lange Zeit als Desinfektionsmittel verwendet. Ein wirkliches Problem ist FR4 Staub. Ich suche auch schon lange nach einer vernünftigen Lösung. Eine gute Absaugung ist Pflicht. Am besten wäre Fräsen im Wasserbad was aber ein bisschen lächerlich ist. nix könner schrieb: > cnc ist ne super sache auch zum platinen fräsen!!! solange man nicht > wirklich kleine strukturen haben will... alles was auch nur ansatzweise > richtung serie geht selbstverständlich in auftrag geben. Da stimme ich dir voll und ganz zu. Ich würde meine Fräse nie nie mehr hergeben wollen und vor allem nicht auf sie verzichten müssen. Gerade für PCBs.
Zur Machbarkeit kleienr Strukturen beim Fräsen: hab auf eienr LPKF ProMat X60 auf einer Platine mit 35µm Kupfer das Design für einen TQFP im 0,5mm-Raster hinbekommen. Verwendet wurde auch ein Gravierstichel, ich weiß leider nicht mehr, welcher das war.
Kevin K. schrieb: > hab auf eienr LPKF > ProMat X60 auf einer Platine mit 35µm Kupfer das Design für einen TQFP > im 0,5mm-Raster hinbekommen. Verwendet wurde auch ein Gravierstichel, > ich weiß leider nicht mehr, welcher das war. Aber mit Sicherheit kein 60Cent Stichel und ein Dremel, sondern das war ein Gravierstichel der ~20€ kostet und eine HF Spindel. 0.5mm sind jetzt auch nicht unbedingt der Hammer, sondern ein Minimum was ich mir erwarten kann.
Hallo! Ich habe eine Isel CNC-Fräse. Die habe ich bei ebay für 1200Euro bekommen, mit PC und Software. Die Hardware der Fräse ist im PC als Karte drin. Deshalb mußte der PC dabei sein. Ich fertige damit alles was an Mechanik für elektronische Geräte nötig ist. Isolierfräsen von Platinen und diese bohren, aber nur bei grober Struktur. Wie zum Beispiel Netzteile. Die anderen Platinen lasse ich extern fertigen. Besonders wichtig ist mir die Bearbeitung von Alu-Blechen. Weil meine Fräse recht klein ist, muß ich größere Bleche in 2 oder sogar 4 Schritten fertigen. Trocken darf man Alu auf keine Fall fertigen. Seltsamerweise ist die Firma Isel anderer Ansicht, die Maschine ist für Kühlmittel nicht vorgesehen. Ich habe mir aus einer Munddusche eine Einrichtung selbst gebaut. Ich kühle mit einer Mischung aus Wasser und Spiritus. Nach Ende der Arbeit muß ich die riesige Sauerei mit einen Naß/Trocken-Sauger absaugen. Für die Platinenbearbeitung benötigt man einen Tiefenregler. Den habe ich mir selbst gebaut. Der besteht im Prinzip aus ein Teflonrohr in dessen Zentrum der Stichel rotiert. Der Stichel schaut aus diesen Rohr um z.B. 0,1mm hervor. Das ist dann die Graviertiefe. Das Ganze ist vertikal geführt und setzt direkt auf die Platine mit dem Eigengewicht auf. Ich verwende flache Stichel mit 60 Grad. Zu spitze Stichel hinterlassen einen Grad. Ich habe auch mal versucht eine Alu-Front mit Gravur zu beschriften. Das kann man vergessen, Alu schmiert zu stark! Ich liebe meine Maschine! ! Zu teuer? Einfach das nächste mal ein billigeres Auto kaufen! Auf meiner Homepage kann man das Ergebnis ansehen. Zum Beispiel mein "Stahl-Radio" und mein "Hybrid-Radio". Die mechanischen Einzelteile und auch die kleinen Platinen für den Trommelwähler im "Stahl-Radio" hätte ich ohne CNC nie hinbekommen. www.hcp-hofbauer.de Gruß Peter
Peter68 schrieb: > Alu schmiert zu stark! Graveure nehmen dafür gewöhnlich eloxierte Aluplatten und fräsen einfach die Eloxalschicht durch. Hab mal in einer Schilderfabrik gearbeitet und das da kennen gelernt. Ich hab mir mal dein Projekt mit den Kinderautos angeschaut und muss sagen, Respekt. Statt einer überflüssigen Beleuchtung wäre etwas mehr Sicherheit (z.B.Gurte) vielleicht besser gewesen, da Kinder in dem Alter ja häufiger mal wo gegen fahren. Das die Getriebe bei deiner Anwendung kaputt gegangen sind lag nicht an schlechter Ami-Qualität, sondern daran, das die Teile für so eine Belastung schlicht nicht ausgelegt waren. Einen Mikrocontroller zu verwenden ist dagegen schon recht sportlich, auch wenn es ein Regler-Chip auch getan hätte. Ansonsten, alle Achtung. Peter68 schrieb: > Nach Ende der Arbeit > muß ich die riesige Sauerei mit einen Naß/Trocken-Sauger absaugen. Kann man vermeiden, wenn man eine Wanne(z.B. Plexiglas) auf die Werkstückaufnahme montiert die auch einen Abfluss hat. Ich hab das mal mit einem Kuchenblech versucht und darauf den Maschinenschraubstock gesetzt. Damit nichts durch die Schrauben lief, hab ich die Bohrung als Tüte ausgebildet.
Peter68 schrieb :
>Ich habe eine Isel CNC-Fräse.
Auf der HP sind ja sehr sauber ausgearbeitete Projekte
zu sehen, aber die Fräse kann ich nirgendwo entdecken.
Gibts dazu vielleicht auch Fotos/Zusatzinfos ?
Gruß,
dasrotemopped.
Markus Horbach schrieb: > Gibts dazu vielleicht auch Fotos/Zusatzinfos ? > Auf der Homepage habe ich leider keine Infos über meine CNC. Vielleicht sollte ich das mal nachholen. Im Moment plane ich eine Selbstbau-Fräse. Egal wie man das konstruiert, es wird trotzdem immer viel zu teuer. Gruß Peter
Peter68 schrieb: > viel zu teuer. Diese Aussage ist eine Relation zum Einkommen/Vermögen. Ist das zu niedrig muss man sich eben weitere Einkommensquellen erschließen. Dann dürfte sich die ursprüngliche Aussage schnell relativieren. Außerdem kann man ja auch versuchen Teile/Komponenten günstiger zu besorgen, z.B. in der Bucht oder auf dem Schrottplatz. Ist oft nur ne Frage der Gelegenheit.
hier gibt es einige profis, wie ich gelesen habe. meine frage wäre, wie es mit gebrauchten geräten aussieht. also generelle frage, der einsatzzweck dabei ist jetzt nicht relevant. finger weg oder können die ruhig verwendet werden? ich hab da eine seite entdeckt, wo gebrauchte geräte angeboten werden und würde gerne wissen, ob allgemein die geräte von felder, hammer und format-4 überhaupt was taugen? vielleicht hat jemand erfahrung mit den CNC-Maschinen von dieser Firma. link wäre hier, falls es jemanden interessiert: http://www.number-1-mm.ch/de/de_DE/cnc-bearbeitungszentren-23/cnc-bearbeitungszentrum-4605.html
De Aufwand einer Umrüstung oder eine gebrauchte Maschine ist so eine Sache : Hast Du viel Zeit und Nerven ? Privat oder gewerblich ? Ich habe das selbst 1,5 mal durcherxerziert. 1.) das erste mal mit einer 20 jahre alten LFKF Platinen-Isolationsfräse. Mit der alten Steuerung hat es bestimt einen Tag gedauert, bis man eine laufende Steuersoftwarekette zusammenhatte, die sauber mit dem alten Motorcontroller arbeitete. Dann noch den Kabelbruch in der Anlage finden,der immer wieder zu Abstürzen führte... Danach hat man dann eine grundsolide Maschine, aber die Software ist veraltet und hakelig. 2.) Eine schöne amtliche DECKEL Fräsmaschine, 1,5to schwer, Schaltschrank mit einer Siemens Frässteuerung drin. Den Fehler gemacht, die alte Steuerung zu reparieren, eine Steuerkarte fällt nun nach der anderen aus, im Moment wieder defekt - sind bestimmt schon 50 Stunden drin versenkt. Ist aber mechanisch super gepflegt. Mittlerweile ist eine moderne Steuerung auf Mesa- Stuerkarten -Basis gekauft, die mit EMC2 laufen soll, das ist aberbei einer großen, komplexen Maschine mit Spindelgetriebe, Kühleinrichtung, automatischer Schmierung und hydraulischem Werkzeugspanung auch beileibe kein Wochenendprojekt mehr. Bei einer Umrüstung und anschließendem gewerblichen Einsatz frage ich mich, ob dann die Sicherheitseinrichtungen (z.B. gemäß Maschinenrichtline) dann neu betrachtet werden müssen, oder sonst Haftungsprobleme bei Personenschäde drohen könten. Fazit : wen es laufen soll und man kein Umrüsthobby daraus machen möchte - was möglichst neues vielleicht aus einer Insolvenz kaufen. Wenn die verfügbare Zeit das Geld übersteigt und man es privat einsetzen will - dann ein grundsolides älteres deutsches Markenprodukt und die komplette Steuerung neumachen. vg BTDT
Drehbankeigentümer schrieb: > De Aufwand einer Umrüstung oder eine gebrauchte Maschine ist so eine > Sache : > > Hast Du viel Zeit und Nerven ? > Privat oder gewerblich ? > > Ich habe das selbst 1,5 mal durcherxerziert. . . . > > vg > > BTDT vielen dank für die ausführliche antwort! nachdem was ich so gelesen habe, schreckt mich der kauf einer gebrauchten doch etwas ab. so viel erfahrung habe ich leider nicht, vor allem nicht mit verschiedenen maschinen, sodass ich solche reparaturarbeiten sicher nicht so leicht bewerkstelligen kann. das nächste ist, dass ich nicht unbedingt die lust und zeit habe, mich mit solchen dingen zu beschäftigen. ich möchte eine maschine die läuft und wo ich eine tätigkeit jemandem, der nicht viel ahnung davon hat, einfach erklären und überlassen kann ohne mir gedanken machen zu müssen, ob alles am nächsten tag wieder einen schaden aufweist. was ich nicht ganz verstanden habe ist, ob bei der einen seite, welche ich angefragt habe, nicht voll funktionstüchtige felder-maschinen verkauft werden, welche bereits überprüft sind und wo noch garantie drauf ist? habe ich da was falsch verstanden? ein gewisser servicevertrag wird doch auch dabei sein oder nicht? ich habe irgendwo anders gelesen, dass dies der fall ist und man nicht selber nachher herumschrauben muss bzw. dass man sich auf die produkte, sei es gebraucht oder neu, verlassen kann. ach ja um die fragen zu beantworten: nein, keine nerven und keine zeit dafür und ... sagen wir mal "noch privat, aber bald gewerblich". mehr kann ich hier leider nicht veröffentlichen. danke nochmal für deinen beitrag. ich werde am besten die restlichen dinge mit den gebrauchtgeräte-verkäufern selbst klären.
für nen schmalen Taler kann man auch hier fündig werden. http://gocnc.de/ für Platinen garnichtmal so schlecht. Aber Für Stahl/Alu/Messing etc solltest du was anderes nehmen.
derschwarze man schrieb: > für nen schmalen Taler kann man auch hier fündig werden. > > http://gocnc.de/ > > für Platinen garnichtmal so schlecht. > > Aber Für Stahl/Alu/Messing etc solltest du was anderes nehmen. hey, danke für den link, hab hier auch einen: http://www.felder.at/files/2013/02/einladunghm_at_allgemein.pdf da sind einige geräte von felder ziemlich vergünstigt. ich weis aber nicht ob da eine cnc-fräse dabei war. ich hab mich eher für die holzbearbeitung interessiert. frohe ostern!
Hans Huber schrieb: > was ich nicht ganz verstanden habe ist, ob bei der einen seite, welche > ich angefragt habe, nicht voll funktionstüchtige felder-maschinen > verkauft werden, welche bereits überprüft sind und wo noch garantie > drauf ist? habe ich da was falsch verstanden? ein gewisser > servicevertrag wird doch auch dabei sein oder nicht? ich habe irgendwo > anders gelesen, dass dies der fall ist und man nicht selber nachher > herumschrauben muss bzw. dass man sich auf die produkte, sei es > gebraucht oder neu, verlassen kann. Garantie ist eine freiwillige Leistung bei einem Mangel greift, der bei Kauf noch nicht bekannt war, auf der Grundlage einer Garantiebedingung. Die andere Sache ist die Gewährleistung die ein gewerblicher Händler nicht ausschließen aber auf ein Jahr(sonst zwei Jahre) durch Willenserklärung drücken kann. Bei Garantie muss man aufpassen das man sich gegenüber der Gewährleistung nicht schlechter stellt, z.B. wenn die Garantiebedingung das nicht zu lässt. Einige Händler habe es da nämlich faustdick hinter den Ohren.
derschwarze man schrieb: > für nen schmalen Taler kann man auch hier fündig werden. > > http://gocnc.de/ > > für Platinen garnichtmal so schlecht. Das war der größte Fehlkauf meines Lebens. Da dachte ich auch - ha ne schöne Sache - willst ja nur Löcher bohren. Nix da Pustekuchen. Mit dem Daumen kann man das Ding sichtbar verbiegen. Die Spindeln sind M-Befestigungsgewinde. Als einzige Lager werden die schwachbrüstigen Lager der Schrittmotoren verwendet. Festlager oder Loslager zusätzlich zu den Schrittmotorlagern wären wie bei jeder normalen Fräse - FEHLANZEIGE. Platinen bohren und erst recht fräsen ist eine Hochpräzisionsanwendung. Dafür sind mit Sicherheit keine Befestigungsgewinde (!!!) geeignet. Schaut mal was eine Trapezgewindespindel oder Kugelgewindespindel für Steigungsfehler haben (dürfen). Nach DIN für Trapezgewinde sind das 0,15mm Steigungsfehler pro 300mm Länge. Dann haben wir bei eine Europlatine 160mm Länge, also grob die Hälfte von 300mm, ergo 0,077mm Steigungsfehler auf die Länge einer Europlatine. Das muss man sich mal auf der Zunge zergehen lassen. Das ist 1/3 einer angepeilten Leiterbahnbreite von 0,2mm was bei SMD Standart ist. Und das alleine der Steigungsfehler. Was bei dieser gnadenlosen Fehlkonstruktion wohl eher der kleiner Fehler sein drüfte. Stichworte Portalverzug, Vibrationen und Umkehrspiel. Und das bei einer Trapezgewindespindel. Jetzt stelle man sich das ganze mit einer M-Gewindestange (einem Befestigungsgewinde) vor. Wer will kann ja mal Steigungsfehler auf 300mm messen. Das ist aber im ganzen mm Bereich was da Steigungsfehler sind. Das ist eine Käsefräse die ihresgleichen kaum schlechter gebaut sein könnte. Für das was abgeliefert wird ist dieser Preis mehr als unangebracht. Mein Tipp: Finger weg davon. Schon dreimal für PCB. Wer fräsen will braucht Tiefenregler sonst werden das lustige Leiterbahnen mit nem V-Stichel und und und. Die Drehzahl kann kaum hoch genug sein, FR4 ist ein hässliches Material (im Volksmunde Glasfaser genannt) und haut jeden Hartmetallstichel oder VHM binnen weniger mm Fräsweg völlig weg. Ein guter Stichel kostet 30€ und reicht 2-3 mittelprächtig gefüllte FR4 Europlatten. Es ist hundert mal billiger auf die Dauer bei einem günstigen Fertiger zu bestellen. Selbst bei Schrottherstellern in China wo 10 Platinen mit 50x50mm 15$ kosten ist die Qualität besser als bei einer selbsgefrästen Leiterplatte. Traurig aber wahr. Ach übrigens FR4 = nix ohne Atemschutz. Das ist ein hässliches Zeug für Lunge und Atemwege. Raucht lieber Freunde ...
Der Steigungsfehler ist beim Platinenfräsen und bohren völlig egal, denn der ergibt nur einen (womöglich noch unlinear) grösser oder kleiner verzerrte Leiterplatte. So lange die Bauelemente noch aufs Raster passen ist das egal und DIL64 MC68000 oder DIN41612 Messerleisten werden heute eher selten verbaut. Merkwürdig, daß die das bei deiner GoCNC nicht aufgefallen ist. Wenn man masshaltiges Metall fräsen will sieht das mit dem Steigungsfehler anders aus.
Blöd nur wenn die Bohrungen halb neben den Pads landen, weil man eine geätzte Platine bohren will. Und bei der Konstruktion mit den Rundführungen ist der Steigungsfehler ja nicht das einzige Problem, wie Michael richtig erkannt hat... Mit freundlichen Grüßen Thorsten Ostermann
und genau dafür wurden ja Linearführungen und KG Spindeln erfunden. Für mich gehören Trapetzspindeln, Gewindestangen und Rundführungen ins Kimnderzimmer für "Jugend Forscht" und nicht an eine CNC
Thorsten Ostermann schrieb: > Blöd nur wenn die Bohrungen halb neben den Pads landen, weil man eine > geätzte Platine bohren will. naja das wäre bei mir die falsche Reihenfolge. Die Belichtungsvorlage kann ich relativ einfach ausrichten. Die CNC an der Platine auszurichten ist wohl nicht ganz so einfach. Aber Platintn habe ich damit auch nocht nicht gemacht. Das steht noch auf der to Do Liste wenn die neue z-Achse fertig ist. Dann werde ich beide Wege mal testen.
> und genau dafür wurden ja Linearführungen und KG Spindeln erfunden.
Das hält doch alles keine Belastungen aus. Wenn man schwere Zerspanungen
betreibt, gibt es Schwalbenschwanzführungen und Trapezspindeln. Für
kindlichen Stoffzuschnitt, klar, da gehen Kugeln.
MaWin schrieb: >> und genau dafür wurden ja Linearführungen und KG Spindeln erfunden. > > Das hält doch alles keine Belastungen aus. Wenn man schwere Zerspanungen > betreibt, gibt es Schwalbenschwanzführungen und Trapezspindeln. Naja. Das war vielleicht vor 30 Jahren so. Man muss sich nur mal auf einer Messe für Maschinenbau umschauen. Da werden praktisch nur noch Kugelumlaufspindeln und natürlich Linearführungen mit Kugel- oder Rollenumlauf eingesetzt. Mit einer Trapezgewindespindel oder gar einer Schwalbenschwanzführung erntet man da höchstens einen Lacher. Die Spindel würde selbst bei mäßigen Bearbeitungsgeschwindigkeiten nur einmal kurz aufglühen und dann wäre es das gewesen. Im Hochgeschwindigkeitsbereich werden dann selbst Kugelumlaufspindeln und Muttern gekühlt. Dazu sind die Führungen mittlerweile dermaßen preiswert geworden, dass sich alles andere schon nicht mehr lohnt. Bei manuellen Fräsen ist Schwalbenschwanz nett da billig, leicht einstellbar und weil hier Wartungsarmut keine Rolle spielt. Ebenso stören da auch keinen die Reibungsverluste einer Trapezspindel.
Hallo MaWin! Wenn dein restliches Fachwissen auf dem Stand ist wie obiges Posting solltest Du den Ball sehr flach halten. Rollenführungen und KGT sind seit Jahrzehnten Stand der Technik im (professionellen) Werkzeugmaschinenbau. Wir reden ja hier nicht von Kugelkäfigen auf freitragenden Rundführungen, sondern von Profilschienen die flächig aufliegen. Einige Firmen wie DMG haben inzwischen sogar mehr oder weniger vollständig auf Lineardirektantriebe umgestellt, weil die Dynamik da noch besser ist als bei konventionellen Antrieben. Schwalbenschwanzführungen und Trapezgewinde findet man höchstens noch in China-Fräsen zum Selbstumbau auf CNC. Alleine vom Wirkungsgrad her kann ich von Trapezgewinde nur abraten. Und die Steigungsfehler sind meistens auch deutlich größer als beim Kugelgewinde. Ich war bis vor ein paar Jahren am WZL [1], ich denke ich weiß wovon ich Rede. Die letzte Überarbeitung vom "Weck", Band 3 [2] wurde z.B. von mir koordiniert. In Band 2 Kapitel 5 kann man die Vor- und Nachteile der verschiedenen Führungen nachlesen. Mit freundlichen Grüßen Thorsten Ostermann [1] http://www.wzl.rwth-aachen.de/de/index.htm [2] http://www.amazon.de/Werkzeugmaschinen-Band-Mechatronische-Vorschubantriebe-Prozessdiagnose/dp/3540225064
Thorsten Ostermann schrieb: > Rollenführungen und KGT sind > seit Jahrzehnten Stand der Technik im (professionellen) > Werkzeugmaschinenbau. Wir reden ja hier nicht von Kugelkäfigen auf > freitragenden Rundführungen, sondern von Profilschienen die flächig > aufliegen. Da muss ich Thorsten Recht geben. Da bist bisschen unterinformiert MaWin. Nehmen wir mal so als Billig-Einstieg Romani Linearführungen mit Kugeln. Du willst es ordentlich übertreiben also nimmst du 65er Laufwägen. Wenn du da das Datenblatt aufmachst dann klappt dir die Kinnlade runter: 12kg Linearwagen, 354kN statische Traglast, 10kNm Momente in alle Richtungen und >> 500N/µm Steifigkeit. Und das sind billige. Kuck mal bei Schneeberger die Rollenführungen an. http://www.schneeberger.com/de/produkte/linear-und-profilschienenfuehrungen/profilschienenfuehrungen/monorail-mr-rollen/#c321 Da ist deine Schwalbenschwanzführung aber nix dagegen. Chris D. schrieb: > Mit einer Trapezgewindespindel oder gar einer Schwalbenschwanzführung > erntet man da höchstens einen Lacher. Bei Schwalbenschwanz stimme ich zu bei Trapezgewinde definitiv nicht. Es ist immer eine Abwägungssache was ich so brauche und was nicht. Ich als dilettantischer Elektrotechnik-Hobby-Mensch sage ich habe lieber Präzision und warte stattdessen ne halbe Stunde auf meine fertig gebohrte Platine. Lieber habe ich gute Trapezspindeln (dank neuer Kunststoffe ist das garnicht mehr so schlimm wie mit Rotguss und Co) die nachstellbar sind, als dass ich mirden Chinaschrott gebe. Ich garantiere jedem, eine 30€ Trapezgewindemutter schlägt in Sachen Präzision jede Kugelumlaufmutter die weniger als 200€ kostet. Trapezgewindemuttern aus Kunststoff sind einstellbar, müssen auch regelmäßig eingestellt werden (beim Hobby egal) aber haben auch den Vorteil, dass sie sich einschleifen. Selbst wenn sie nicht gut genug gefertigt sind, so sind sie nach einer Maschinenstunde gut. Das geht bei Kugelumlaufspindeln einfach nicht. Die kann man nachstellen indem man andere Kugeln reintut. Bei dem Chinakram ist das Mist. Da bekommste weder Kugeln noch sonstwas. Das Umkehrspiel ist bei meinen Trapezgewinden mit 1,3µm übel gering. Bekannte Chinaangebote mit Lagerblöcken für <200€ messen sich bei mir bei 5,6 bis 8µm ein. Mit einer Isel Kugelumlaufmutter für 350€ und eine Spindel für 300€ erreiche ich auch meine 1,xµm. Aber das steht bei mir im Hobby nicht dafür. Darum nehme ich lieber Trapez. Bei Geschwindigkeit brauchen wir nicht diskutieren. Da macht niemand der Kugelumlaufmutter was vor. In der Industrie kann es sich einfach niemand leisten mit höchstens 2000m/min im Eilgang durch die Gegend zu kriechen und alle 10-12 Betriebsstunden Trapezgewindemuttern nachzustellen. Für das Hobby erachte ich das als machbar.
Michael schrieb: > Chris D. schrieb: >> Mit einer Trapezgewindespindel oder gar einer Schwalbenschwanzführung >> erntet man da höchstens einen Lacher. > > Ich garantiere > jedem, eine 30€ Trapezgewindemutter schlägt in Sachen Präzision jede > Kugelumlaufmutter die weniger als 200€ kostet. Da kann ich bestätigen, dass es nicht so ist. Die angegebenen Wiederholgenauigkeiten erreicht schon unsere "stinknormale" HiWin-Mutter für knapp über 100 Euro brutto. > Trapezgewindemuttern aus > Kunststoff sind einstellbar Das sind halbwegs brauchbare Kugelgewindemuttern auch - selbst die preiswerten Isel-Muttern. Wie es natürlich beim China-Murks aussieht, kann ich nicht sagen. > Bei dem Chinakram ist das Mist. Da bekommste weder Kugeln noch sonstwas. > Das Umkehrspiel ist bei meinen Trapezgewinden mit 1,3µm übel gering. 1,3µm? Aber sicherlich nur direkt nach dem Einstellen und nur ohne Belastung. Und: dann wird es ab Einstellzeitpunkt schnell sukzessive schlechter. Insbesondere bei entsprechender Antriebsleistung dürften die Muttern schnell sehr warm und entsprechend ungenau werden. Weiterhin sind Kunststoffmuttern bei entsprechenden Schnittkräften viel zu weich und geben schon per se nach. Zum Platinenbohren/-fräsen reicht es aber natürlich. Aber ehrlich: benötigt man da eine Genauigkeit von 2/1000? MaWin schrieb ja, dass bei "schwerer Zerspanung" Trapezgewindespindeln das Mittel der Wahl wäre - und das ist natürlich Unsinn. Von der Wiederholgenauigkeit wird nach ein paar Gängen in "schwerer Zerspanung" nicht viel übrig bleiben. > Bekannte Chinaangebote mit Lagerblöcken für <200€ messen sich bei mir > bei 5,6 bis 8µm ein. Das ist natürlich schlecht. Aber Chinaspindeln sind ja glücklicherweise nicht der Maßstab. > Mit einer Isel Kugelumlaufmutter für 350€ und eine > Spindel für 300€ erreiche ich auch meine 1,xµm. Aber das steht bei mir > im Hobby nicht dafür. Darum nehme ich lieber Trapez. Bei Geschwindigkeit > brauchen wir nicht diskutieren. Da macht niemand der Kugelumlaufmutter > was vor. In der Industrie kann es sich einfach niemand leisten mit > höchstens 2000m/min im Eilgang durch die Gegend zu kriechen und alle > 10-12 Betriebsstunden Trapezgewindemuttern nachzustellen. Vor allem kann man sich die da weit vorher auftretenden Toleranzen und die Weichheit der Kunststoffmuttern nicht leisten. Für schwerer Zerspanung ist das für eine CNC nix. > Für das Hobby erachte ich das als machbar. Es kommt eben darauf an, was man machen möchte. Unsere manuelle Fräse hat auch Trapezgewindemuttern und einen Schwalbenschwanzkreuztisch. Dafür ist das auch ok, zumal man am Schnittbild und beim Vorschub merkt, wenn man nachstellen muss. Aber für eine CNC will ich das nicht haben. Ich habe ja eine CNC gerade, weil ich dort viele Teile gleicher Toleranzen herstellen möchte und mich auf die Toleranzen verlassen können muss und nicht, um eine Reihe von abnehmenden Passungsgenauigkeiten zu produzieren ;-)
Sorry mir war entgangen, dass wir hier über schwere CNC Zerspanung reden. Ich hatte irgendwie GoCNC im Kopf. Natürlich 100% bei schwerem Gerät.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.