Hi, habe gerade eine Anleitung gefunden zum Herstellen von Durchkontaktierungen mithilfe von Galvanisierung. Soweit ich weiß werden Durchkontaktierungen industriell auf ähnliche Art gefertigt. http://twilightrobotics.com/prototyping/electroplating1 Die Löcher sind leider recht groß, frage mich, ob das auch mit kleineren noch geht... Ich denke als leitende Farbe könnte man evtl. auch Graphitspray nehmen z.B. Graphit 33
Ich habe dieses Beschichtungsverfahren verwendet auf Löcher, 0,381 mm Durchmesser ohne Probleme sind. Solange Sie in der Lage, um das Innere der Löcher sprühen sind, könnte es funktionieren. Eine einfache Möglichkeit, dies zu testen wäre ein einziges Loch auf einem Stück doppelseitige Leiterplatte sprühen und dann testen Sie den Widerstand zwischen den Seiten. Der einzige mögliche Problem sehe ich mit diesem ist die Möglichkeit, auf der Innenseite von sehr kleinen Löchern sprühen. viel Glück
Angehängte Dateien:
-

plated.jpg
130 KB
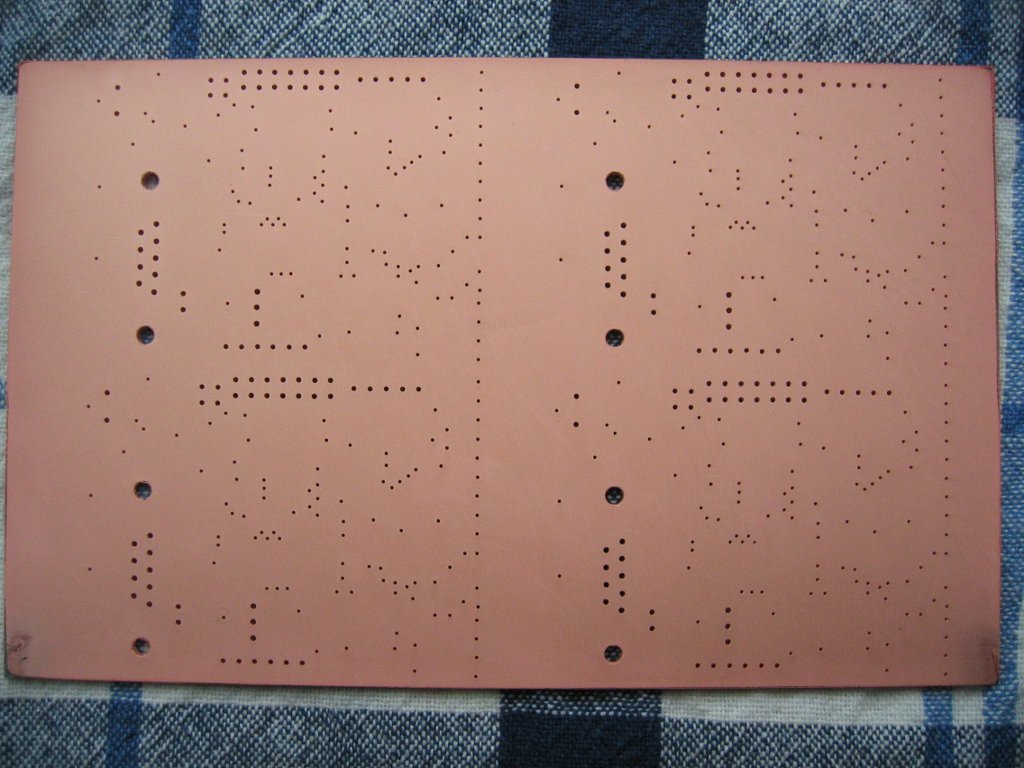
Brian Amos schrieb: > Ich habe dieses Beschichtungsverfahren verwendet auf Löcher, 0,381 mm > Durchmesser ohne Probleme sind. > > Solange Sie in der Lage, um das Innere der Löcher sprühen sind, könnte > es funktionieren. Eine einfache Möglichkeit, dies zu testen wäre ein > einziges Loch auf einem Stück doppelseitige Leiterplatte sprühen und > dann testen Sie den Widerstand zwischen den Seiten. Der einzige mögliche > Problem sehe ich mit diesem ist die Möglichkeit, auf der Innenseite von > sehr kleinen Löchern sprühen. > > viel Glück Es gibt fertigen Carbon-Leitlack, normalerweise für Siebdruck, z.B. den SD2843 HAL von Lackwerke Peters. Diesen mit etwas Alkohol verdünnen, dann fliesst er ordentlich in die Löcher. In das Galvanik-Bad etwas Tween-20 geben, um die Oberflächenspannung zu verringern. Dadurch gelangt die Flüssigkeit dann wesentlich besser in die Löcher. Ebenso etwas Kochsalz (NaCl) in das Galvanikbad geben, dies hilft dabei schönere Oberflächen zu bekommen. Um gute Ergebnisse zu bekommen sollte die Platine im Galvanik-Bad immer bewegt werden, und zwar so das die Flüssigkeit immer durch die Löcher gespült wird. Bei Unbekanntem Kupfermaterial der Anoden sollte man dieser besser in etwas Baumwolltuch einwickeln. Es gibt z.B. Kupferlegierungen die Eisen oder anderes enthalten. Dies löst sich dann nicht im Bad auf sondern setzt sich als "Gries" direkt auf der Leiterplatte ab. Sieht unschön aus und haftet auch nicht sonderlich gut. Anbei ein Bild wie die Platinen bei mir direkt nach dem Durchkontaktier-Bad aussehen. Das einzigste was ich da nach dem rausnhemen noch gemacht habe war die Platine mit einem Baumwolltuch abzutrocknen. ----------------- There is ready-made carbon conductive ink available, normally used for silkscreen-printing. For example SD 2843 HAL from Lackwerke Peters. It should be thinned a bit by adding some alcohol, so it flows into the holes properly. Put a little bit of Tween-20 into the bath. This will reduce the surface tension of the fluid, allowing the fluid to flow into the holes much better. Also, add a little bit of regular salt (NaCl). This helps with getting a smooth surface. To get better results the PCB should be constantly moved in the bath, in such a way that the fluid is constantly flowing through the holes. If you use unknown copper material for the anodes, it is best to warp them into some cotton canvas. There are copper alloys that include other metals. Those will not dissolve in the bath, and lead to tiny sprinkles deposited onto the PCB's surface. Not only do the look ugly, they don't really stick to it either. Attached is an image how my boards look like right after they come out of the plating bath. Only thing i did after that was to dry them with a cotton towel. --------------------- My Galvanik-Bad Rezept / My galanic bath receipe: 1700 ml H2O 490 ml H2SO4 38% (Batteriesäure / battery acid) 280 gr CuSO4 300 mg NaCl 1 ml Tween-20 Grüße, Chris
Angehängte Dateien:
-

IMG_1914.JPG
220 KB
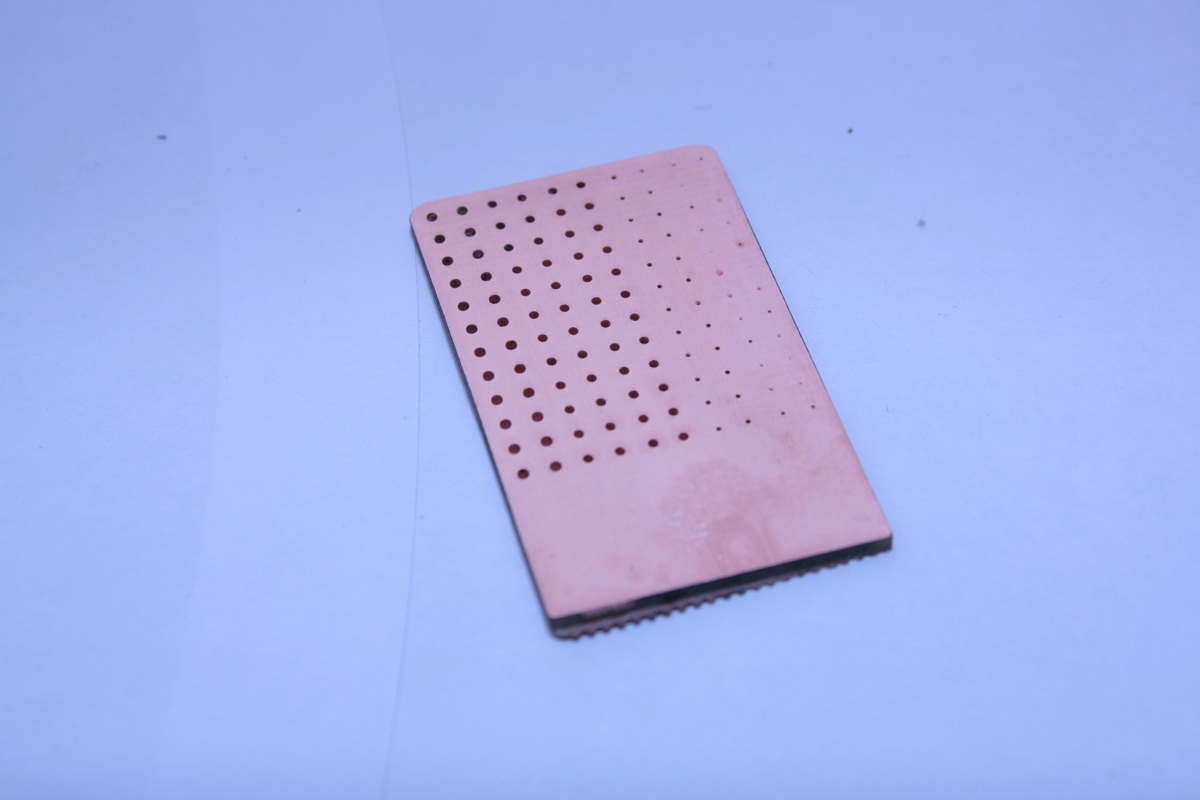
Hallo Christian, es ist zwar 3 Jahre nach Deinem Post, aber vielleicht liest Du das ja trotzdem. Auf Deinem Bild sieht die Kupferfläche matt aus, ist das wirklich so, oder täuscht das auf dem Bild? Ich frage, weil ich mir auch gerade eine Galvanikanlage gebaut habe, und ganz ähnlich aussehende Ergebnisse habe, sprich gleichmäßiger, aber matter Kupferauftrag. Ist das ohne Additive (leveller, brightener, usw.) überhaupt glänzend zu bekommen? Danke, Alexander
Alexander schrieb: > Ist > das ohne Additive (leveller, brightener, usw.) überhaupt glänzend zu > bekommen? Es gibt 2 Möglichkeiten: ein Glanzkupferbad verwenden, wie es kommerziell verwendet wird, da sind chemische "Glanzbildner" drin, also z.B. Detergenzien, Inhibitoren und geheimes Zeug. Oder es gibt Glanzbäder, da wirft man Kupferteile rein und sie werden glänzend - aber das würde ich lassen, die Arbeiten nämlich mit Abätzen, und wenn du da nicht vorsichtig bist ist deine Durchkontaktierung wieder weg. Georg
Alexander schrieb: > Ist das ohne Additive (leveller, brightener, usw.) überhaupt glänzend > zu bekommen? Eher nicht. Man kann versuchen, den optimalen Strom zu finden, aber etwas Harnsäure funktioniert besser. Matt ist oft auch nicht/wenig haltbarer Auftrag, sprich abwischbar.
Wenn die Dukos nicht mit Galvanisch Zinn gegen das Ätzverfahren geschützt werden, so wie die Hersteller das ja auch machen, wie wollt ihr sonst Leiterzüge ätzen? Nur mit Kupfer hat man aber noch keine lötbare Leiterplatte. Das galvanische Zinn (Reinzinn) muss nämlich später wieder runter und durch umschmolzenes Lötzinn (Legierung) ersetzt werden. Vom Leuze-Verlag gibts ein paar Bücher wo das fachkundig erklärt wird. Bei den Chemiekalien gibts sicher viele Rezepte die funzen, aber zum Subtraktivverfahren gibts kaum eine Alternative.
Hi, Alexander schrieb: > Ich frage, weil ich mir auch > gerade eine Galvanikanlage gebaut habe, und ganz ähnlich aussehende > Ergebnisse habe, sprich gleichmäßiger, aber matter Kupferauftrag. Ist > das ohne Additive (leveller, brightener, usw.) überhaupt glänzend zu > bekommen? Ich bin zwar nicht Christian, Antworte aber trotzdem mal ;-) Ich stelle selbst regelmäßig chemisch durchkontaktierte Platinen her. Je nach Anforderung entweder mit dem Peters Carbon Leitlack oder aber auf Basis von Polypyrrol. (PP ist deutlich aufwändiger, aber auch zuverlässiger wenn man den Prozess in Griff hat. Bei sehr vielen Dukos ist der Mehraufwand aber Lohnenswert) Mit einfachen Kupferelektrolyten wird man daheim immer nur matte Platinen herstellen können. Direkt bekommt man das nur mit Glanzelektrolyten hin. Wobei ich damit sehr vorsichtig wäre, denn längst nicht alle Glanzkupferelektrolyte sind auch geeignet um elektrsch hochwertige Kupferschichten zu erzeugen. Zudem ist die Matte Kupferschicht im Heimlabor sogar ein Vorteil. Diese erleichtert die späteren Prozessschritte im Bastelstil. Will man unbedingt gläzende Kupferschichten haben, so kann man aber einfach nach Abschluss des Ätzens die Leiterplatte mechanisch polieren. Michael B. schrieb: > Matt ist oft auch nicht/wenig haltbarer Auftrag, sprich abwischbar. Abwaschbarer Kupferauftrag sieht aber deutlich anders aus. Das kann man mit etwas Erfahrung gut unterscheiden. Die Kupferschicht ist wesentlich dunkler/wesentlich mehr Rotanteil und auch deutlich rauer. Also nicht nur "etwas Matt" sondern richtig rau/uneben. Diese Seidenmatten Oberflächen sind schon in Ordnung. Typischerweise ist eine der HAuptursachen für schlechte Kupferschichten viel zu viel Strom. Nemesis schrieb: > Wenn die Dukos nicht mit Galvanisch Zinn gegen das Ätzverfahren > geschützt werden, so wie die Hersteller das ja auch machen, wie > wollt ihr sonst Leiterzüge ätzen? Vielleicht so wie alle Kleinserienfertiger das auch seit Jahren machen? Mit einem Negativ Ätzresist. Meistgerbraucht in Hobbyistenkreisen ist da wohl das Tenting Resist von Bungard. (Verwende ich auch). Die Durchkontaktierungen werden komplet vom Resist wie von einem Zeltdach überspannt (Tentig von Tent == Zelt!) Davon abgesehen ist aber auch die Zinnmethode im Heimmaßstab durhführbar. Habe ich auch schon gemacht. ISt nur noch zwei Chemiestufen mehr. (Zweite Galvanik, Entschichtung, zudem wird ein basisches Ätzbad gebraucht was im offenem System derbe Ammoniak ausgast) Da man aber auch direkt mit Tenting Resist im normalen Ätzmedium arbeiten kann erspart man sich die durch Zinnresist auftretenden Probleme im Hobbylabor lieber. Wenn gleich mit Zinn die Zuverlssigkeit noch einmal steigt. Damit gelingen mir z.B. 100% funktionierende Dukos reproduzierbar. Bei der Tenting Methode ist die Quote meist so das bei aufwändigen Platinen meist so 1-2 Dukos doch tot sind. (Würde mal sagen ca. 98-99% Zuverlässigkeit) Da hat sich dann das Reist über dem Duko doch etwas gelöst. Wobei um noch einmal aufs Entschichten zurückzukommen. Das ist beim Zinnresist nun wirklich das kleinste Problem. Etwas Grundlagenwissen Chemie reicht da aus. Gruß Carsten
:
Bearbeitet durch User
Warum sollte denn Kupfer glänzend sein? Der Profi will doch eher raue Cu
Oberflächen weil dann der Lötstopplack besser haftet. Falls man
Multilayer machen will (also verpressen) dann gibt eine raue Oberfläche
auch mehr Bindung zum Epoxy-Prepreg
>Peters Carbon Leitlack
Kann man den Löten? Ich glaube nicht, oder? Für Bauteile kann man die
Löcher dann nicht verwenden. Sehe ich das richtig?
jan b. schrieb: >>Peters Carbon Leitlack > > Kann man den Löten? Ich glaube nicht, oder? Für Bauteile kann man die > Löcher dann nicht verwenden. Sehe ich das richtig? Damit machst du nur die Bohrungswände leitend für die Elektrolyse im galvanischen Bad. Auf den Seitenflächen braucht man das nicht. jan b. schrieb: > Warum sollte denn Kupfer glänzend sein? Weil das Lötzinn dann besser benetzbar und fließfähig ist, vielleicht? Das rauhe Zeug ist nach meiner Erfahrung so ein wenig widerspenstig, kann aber auch daran gelegen haben, das ich nicht das geeignete Flussmittel hatte, als ich damit experimentiert habe (ewig her). Polieren klappt aber nur auf der Fläche. In den Bohrungen wäre das ein Sisyphusarbeit die sich sicher keiner antun möchte, mal abgesehen davon, ob das überhaupt irgendwie machbar wäre. Tending ist mir schon bekannt, aber auch vom Prozess deutlich aufwendiger und unzuverlässlicher (wie Carsten ja auch schrieb).
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.