Ich will mir Gehäuseteile aus Plexiglas mit meiner CNC Fräse ausfräsen und würde gerne eure Erfahrungen nutzen, um gute Ergebnisse zu erzielen. Was muss man beachten beim Fräsen von Plexiglas ? Auch das Entgraten und Polieren der Schnittkanten würde ich gerne machen. Welche zusätzlichen Mittel braucht man ausser scharfe Fräser und Geduld ? Gruß, dasrotemopped. PS: Fotos von eigenen Gehäusen wären super
PMMA blöcke lassen sich relativ blöd fräsen... polycarbonat (makrolon) ist da wesentlich!! besser.. allerdings bekommt man die "schnittkanten" nie wieder vollständig transparent...
Du kannst Plexiglas mit 0.2mm Spandicke fräsen, wenn der Fräser absolut scharf, also neu, ist, ohne Kühlmittel nur mit Druckluft zum wegblasen der Späne so daß die gefrästen Ränder durchsichtig bleiben und nicht poliert werden müssen: http://www.youtube.com/watch?v=gF1OSPCikFA http://www.youtube.com/watch?v=oVH-IiIzPTs http://www.youtube.com/watch?v=dxHYBbMCyx8 Jede Ungenauigkeit der Fräsanlage kann man allerdings sehen, also wenns vibriert und unrund läuft hast du ein Problem.
Plexiglas fräsen hat sich bei mir als eine Gratwanderung herausgestellt. Allerdings habe ich es auch bisher nur mit einem Zweizahn versucht, ein einschneidiger Fräser wäre sicher besser. Drehzahl möglichst niedrig, Vorschub möglichst hoch, dadurch werden die Späne größer und das Zeug wickelt sich nicht um den Fräser. Du musst da allerdings insofern einen Kompromiss finden, dass eben der Fräser nicht abbricht. Wenns denn klappt, wird das Ergebnis allerdings sehr ansprechend. Viel Erfolg! LG, Björn
Plexi hat man ca. 1990 gefräst. Heute lasert man Plexi. Macht der Schildermacher Next Door für wenig Geld aus Vektordaten, aber nur, wenn der seinen Laser im Griff hat.
Es gibt auch Einzahn-Fräser mit speziellem Schliff für Plexi (sehr stark hinterschliffen) und polierter Spannut mit ungleichförmiger Steigung. Allerdings sind die unverschämt teuer und Du brauchst eine stabile Maschine. Alternativ die Kanten nach dem Fräsen mit 0-8-15-Fräser mit einem Natur-Diamant-Fräser polieren. Der kostet aber richtig Kohle, macht dafür perfekte Kanten.
Einzahnfräser wie schon genannt mit hoher Drehzahl und Spezialfräser für das Entgraten. Zum "Glänzen" der Fräskanten dann etwas anflammen mit Heißluft oder Flamme. Das ist aber Übungssache.
@Mawin
die Videos sind ja ganz nett, aber die dort gezeigten Maschinen bringen
zwar die Ergebnisse, die ich mir wünschen würde, haben aber nichts mit
meinen Möglichkeiten gemeinsam.
@pit
>Heute lasert man Plexi.
dito
Vielleicht hätte ich erst mal sagen müssen, was mir zur Verfügung steht.
Meine Fräse hat 30.000 bis 60.000 upm, ich benutze normale Fräser mit
Fischschwanzschliff, die ich im Allgemeinen für FR4 benutze. Den
Vorschub könnte ich einstellen, eine Kühlung könnte ich improvisieren,
würde wegen dem nassen Dreck aber gerne verzichten. Mit Kühlung habe ich
keine Staubabsaugung, auch ein Grund, warum ich auf Kühlung verzichten
will. Hab mal gehört, das als Kühlmittel Wasser und/oder Alkohol benutzt
wird bei Plxiglas, darum auch keine Staubabsaugung. Ist da was dran ?
In dem DATRON Videos wird von einer Drehzahl von 40-60k geredet, in
einem anderen Video für den Spiegelschliff von 3k. Wovon hängt die
empfohlene Drehzahl ab ? Fräser ? Vorschub ? ??
In beiden Videos sind die Schnittkanten aber schon transparent, das gibt
mir Hoffnung.
Gruß,
dasrotemopped.
Markus Horbach schrieb: > In dem DATRON Videos wird von einer Drehzahl von 40-60k geredet, in > einem anderen Video für den Spiegelschliff von 3k. Wovon hängt die > empfohlene Drehzahl ab ? Fräser ? Vorschub ? ?? Hast du dir beim Spiegelschliff mal den Durchmesser des "Fräsers" angesehen? Ausschlaggebend ist die Umlaufgeschwindigkeit des Fräsers. Kleinerer Fräser --> höhere Drehzahl größerer Fräser --> geringere Drehzahl
>Kleinerer Fräser --> höhere Drehzahl >größerer Fräser --> geringere Drehzahl heisst also bei meinem 2 oder 3 mm Fräser bin ich mit 30 - 60k UpM genau im richtigen Bereich ?
Plexiglas bis 8mm Stärke kannst Du dir bei http://www.formulor.de günstig lasern lassen. Das Resultat ist absolut professionell! Die Kanten sind nicht völlig glatt, aber transparent, wie wenn sie poliert wären (kommt vom Aufschmelzen des Materials beim Lasern).
> ich benutze normale Fräser mit Fischschwanzschliff Die sind jetzt aber eher ungünstig, wenn man eine riefenfreie Oberfläche haben will. > Wovon hängt die empfohlene Drehzahl ab ? Der nötigen Geschwindkeit der Schneide. Je grösser der Durchmesser, je kleiner die Drehzahl. Bei zu langsamer Schneide wird das Material nicht mehr abgespalten, sondern gequetscht. Wenn man die Schneidengeschwindigkeit hat, und die Drehzahl multipliziert mit der Anzahl der Schneiden, weiß man, wie hoch der Vorschub sein muß, damit die Späne nicht unter 0.2mm dick werden. Denn zu dünn ist nicht gut. Wie dick man werden kann, hängt vom Fräser ab, wenn der richtig viel Spanraum hat, könnte man mehrere Millimeter auf ein mal ab"hobeln", aber dann gibt es 2 Probleme. Die Leistung der Maschine reicht nicht oder der Fräser bricht, und das Material kann sich als Späne nicht mehr wegbiegen. Zu dick darf der Span also auch nicht sein.
MaWin schrieb: > Du kannst Plexiglas mit 0.2mm Spandicke fräsen, > wenn der Fräser absolut scharf, also neu, ist, > ohne Kühlmittel nur mit Druckluft zum wegblasen der Späne > so daß die gefrästen Ränder durchsichtig bleiben und nicht > poliert werden müssen: > > http://www.youtube.com/watch?v=gF1OSPCikFA > > http://www.youtube.com/watch?v=oVH-IiIzPTs > > http://www.youtube.com/watch?v=dxHYBbMCyx8 Hmm, jetzht bin ich einigermassen überrascht. Ich hätte nicht gedacht das man das transparent fräsen kann, dacht eimmer das wird anschliessend poliert. Wunderbare Sache. bye uwe
Also die Mikroverzahnten Fräser die man für FR4 normalerweise nutzt, kannst du für Plexiglas vergessen. Das wird sofort heiß und wickelt sich um den Fräser. Ich habe mit einem solchen: http://www.team-haase.de/zubehoer/fraeser-bohrer/hartmetallfraeser-zweischneidig 3mm Fräser, Vorschub 10mm/s, Drehzahl ca 10-15k (Kress Fräsmotor), Zustellung 2mm ganz gute Ergebnisse erzielt. Da bist du aber hart an der Grenze. Bei mehr Drehzahl schmilzts und bei weniger bricht der Fräser... wie gesagt, eine Gratwanderung. Allzu oft habe ich das auch noch nicht gemacht, gibt bestimmt noch bessere Einstellungen, aber so hat es zumindest bei mir funktioniert und sehr schöne Kanten gegeben. LG, Björn
> Hmm, jetzht bin ich einigermassen überrascht. Ich hätte nicht gedacht > das man das transparent fräsen kann, dacht eimmer das wird anschliessend > poliert. Man kann Plexiglas flammpolieren wenn man es kann. Das geht schnell, braucht aber etwas gefuehl. > Bei mehr Drehzahl schmilzts und bei weniger bricht der Fräser... Mach beim fraesen mal Brennspiritus drauf. Das Problem bei Plexiglas ist aber das dort bei jeder Bearbeitung mechanische Spannungen ins Material kommen. Man muesste es eigentlich hinterher tempern. Sonst wachsen irgendwann unschoene kleine Risse. Olaf
Also wir haben es für die Laser- und Fräsbearbeitung vorher getempert. Ist, glaube ich, auch Vorschrift. Mit einem ganz bestimmten Temperaturprofil. Mit Spiritus würde ich nicht kühlen. Wenn es optisch noch ansehbar sein und die Schutzfolie drauf bleiben soll, ist das nicht günstig.
> Mach beim fraesen mal Brennspiritus drauf Bist du bescheuert ? http://forum.yacht.de/archive/index.php/t-73376.html http://www.gutefrage.net/frage/wie-bekommt-man-plexiglas-sauber-ohne-es-anzugreifen
Nach all den Meinungen ist es glaube ich am Besten, das ich mal eine Plexiglasscheibe für eigene Experimente opfere und anteste, mit welchen Einstellungen ich gute Ergebnisse erziele. Werde die Ergebnisse natürlich hier vorstellen. Das WE steht ja vor der Tür, da sollte ich genug Zeit haben. Gruß, dasrotemopped.
Plexiglas kühlen beim Fräsen geht mit Wasser+Spülmittel sehr gut.
MaWin schrieb: >> Mach beim fraesen mal Brennspiritus drauf > > Bist du bescheuert ? Ich würde es nicht so krass ausdrücken, aber nur einige Plexiglassorten reagieren mit den bekannten Spannungsrissen. Als ich mit dem Zeug noch häufiger gearbeitet habe unschied man bei Röhm in Plexiglas XT (extrudiertes) und Plexiglas GS (gegossen). Das extrudierte reagierte da am empfindlichsten und zeigte die befürchteten Risse, wogegen das GS-Material unbeeindruckt war gegen Alkohole. Problem ist, das das GS-Zeug fast doppelt so teuer und somit nicht erste Wahl war. Ist aber schon ewig her.
Angehängte Dateien:
-

fraeser.jpg
50 KB -

plexi.JPG
290 KB


So, jetzt habe ich mal Zeit gehabt, was mit Plexiglas zu fräsen. War aber kein Erfolg. Habe mir einen nagelneuen Fräser versaut und die Plexiglasscheibe ist nicht fertig geworden. Beim Fräsen wird trotz Wasserkühlung der Fräser so heiß, das man beim Fräsen die Hitze beim Ansprühen mit Wasser fühlen kann. An der Spitze vom Fräser, wo kein Wasser hinkommt ist das Plastik so stark erhitzt, das es angefangen hat zu verkohlen. Auf dem Foto vom Fräser habe ich die geschmolzenen Plastikreste am oberen Ende schon mit dem Seitenschneider entfernt. Mit Flüssigkühlung zu fräsen ist ne große Sauerei, das mache ich so bald nicht wieder. Ich denke, die Ursache ist, das der Fräser nicht den richtigen Schliff hat für Plastik. Das Plexiglas hat übrigens eine Stärke von 5mm. Gruß, dasrotemopped.
Das liegt nicht an falschem Fräser oder zuwenig Wasser. Meiner Meinung nach falsche Bearbeitungsstrategie! Ich mache es bei Kunststoff generell so: -Fräser mit großen Spannuten -N= max (so dass der Vorschub noch hinterher kommt) -fz= 0,2-0,3 mm -ap= 1/3 Fräserdurchmesser -Kühlung per Druckluft (nicht zum Kühlen sondern zum Späne wegblasen - zuhause geht evtl. auch ein Staubsauger?) Gefräst bekommen habe ich es bis jetzt immer. Schöne Oberflächen sind dabei nicht immer entstanden.
Ggf. bekommst du den Fräser wieder hin wenn du damit versuchst Holz zu fräsen (mit geringer Kühlung).
> Habe mir einen nagelneuen Fräser versaut
Ja, war ja auch dämlich, einen spiralverzahnten Fräser zu verwenden.
Stand hier im Thread schon irgendwo. Gut, noch dämlicher wäre ein
diamantverzahnter Fräser gewesen.
Nimm doch einen "glatten" Zweischneider, mit Fischschwanz-Anschliff und
dann ordentlich Vorschub.
Angehängte Dateien:
-

IMG_4634.JPG
36 KB
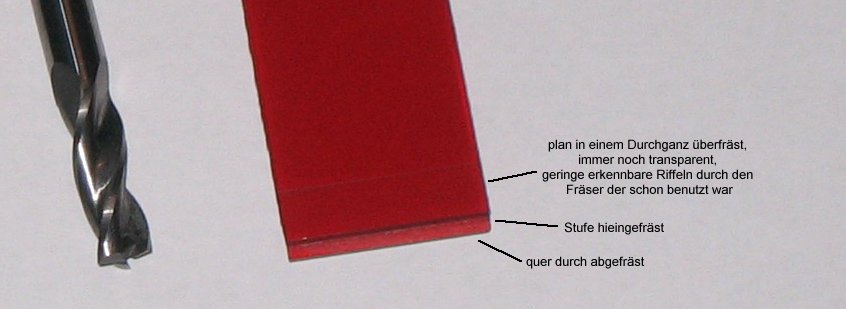
Ich weiß nicht, wo euer Problem ist, hab gerade mal ein Stück Plexi gefräst. Keine Kühlung, 2000 upm, Vorschub auch mal mutige 0.5mm Spandicke
@MaWin dann sag mir doch mal, wo man diesen hübschen Fräser kaufen kann. Vielleicht passt der ja auch in mein Spannfutter. Das der richtige Fräser der entscheidene Trick ist habe ich mir ja schon gedacht, aber ein paar präzisere Infos würde ich mir schon wünschen. Gruß, dasrotemopped.
> dann sag mir doch mal, wo man diesen hübschen Fräser kaufen kann.
Überall wo man Fräser kaufen kann. Ich hab meine neu von eBay.
Der gezeigte ist für Stahl und Stahlguss, Vollhartmetall,
SPHINX 3 Z ENDMILL K10 Art Nr. 40002 6mm Durchm. unbeschichtet
also nichts spezifisch für Plexiglas. Er hat schon Stahlguss
gefräst, ist also auch nicht nagelneu. Und er hat 3 Schneiden
ist also gar kein Einschneider oder Zweischneider wie manche
hier empfehlen.
Also alles falsch gemacht und immer noch gute Ergebnisse.
Mal eine Frage vom Fräsproleten: Warum kann man nicht die Drehzahl klein wählen und den Vorschub auch??? Damit wäre nach meinem Kleinhirnverstand die Reibung und Hitzeentwicklung deutlich geringer und die Fräserauswahl einfacher? Bislang bohre ich nur, da ich keinen Kreuztisch habe, aber beim Kunststoffbohren fahre ich immer die kleinste Drehzahl. Klärt mich mal auf, ich möchte nicht dumm sterben.
Du musst einen Span abheben, nicht schleifen, daher einen Mindestvorschub haben damit bei jeder Umdrehung jede Schneide ins Material greift und dort hineinschneidet und es damit abtrennt und nicht nur der winzige Teil der Schneide, der rund und stumpf ist "1/100mm" das Material nur wegdrückt (bis dann nach 3 Schnittversuchen endlich mal genug Material da ist um reinzugreifen, dann rattert es nämlich).
mal ne Frage. wäre es möglich ein Gehäuse aus einem Block zu fräsen. So wie Alu. z.B. 110 x 80 x 30 mm mit einer Wandstärke von ca. 1 - 2 mm. Oben dann ein Deckel drauf. Danke und Grüße
Das Problem bei den Winzfräsen (ala Proxon/Dremel etc.) ist die quasi nicht vorhandene Drehzahl*regelung* und auch das Fehlen eines wirklichen (konstanten) Langsamlaufs. Damit möhrt man dann je nach Belastung zwischen schleifend/schmelzend, spanend und sprengend im Material rum und das Ergebnis sieht auch dementsprechend aus. Seitdem ich eine kleine Fräse mit FU habe, wird auf einmal jede Fräsarbeit (für meine Ansprüche) gut. Selbst wenn man nur ganz vorsichtig mit 120UPM arbeitet. Der Vorschub ist dann gering (ich habe Zeit, ist ja Hobby), aber eben einfach gleichmässig.
@ pensch: Die Drehzahl ist eine Abhängige von der Schnittgeschwindigkeit und dem Durchmesser des Werkzeugs: n=vc*1000/(d*pi) Die minimale Schnittgeschwindigkeit ist vom Material abhängig, sie muss größer sein als die Rissgeschwindigkeit. Jedes Material hat seine eigene Rissgeschwindigkeit. Wenn man nun zu langsam schneidet reisst man das Material und es gibt bescheidene Oberflächen.
Angehängte Dateien:
-

ccd_zweischneider.jpg
51 KB

Ich habe nun nach einiger Vorbereitung und den Tips im Internet beschlossen, meine CNC Fräse für Plexiglas passend umzurüsten. Um die dazu nötigen niedrigen Drehzahlen zu erreichen habe ich erst mal eine neue Spindel besorgt und eingebaut : http://www.youtube.com/watch?v=N4T1EvoM-SE&feature=share&list=UUVe-ZiYNLZeIdeoyKpuII-w Zweischneidenfräser für Plasik hab ich auch bestellt, passend zur neuen Fräse. Jetzt muss ich nur noch die Steuersoftware auf die neuen Daten der Fräse einstellen, dann kann es weiter gehen. Gruß, dasrotemopped.
Angehängte Dateien:
-

Kitty_graviert.jpg
110 KB

So, gravieren war schon mal erfolgreich, jetzt kommt das fräsen ... Gruß, dasrotemopped.
Angehängte Dateien:
-

Kontour_Kitty.jpg
140 KB

So, das Fräsen hat auch schon mal geklappt. Die optimale Drehzahl (7700 UpM) und Vorschub ( 250 mm/min ) war das noch nicht, aber die optimalen Parameter wird die Erfahrung bringen. Aber das Ergebnis ist schon mal ne gute Grundlage. Gruß, dasrotemopped.
Hallo, Die Ränder sehen aber nicht wirklich gut aus. Eher "ausgefressen", oder täuscht das? Ist dein Plotter/Fräse wirklich stabil genug? Das kann meiner Meinung nach so nicht das Ziel sein. Hast du den Umfang in einer Zustellung komplett durchgefräst? Gruß
Das die Ränder ausgefressen sind liegt vor allem daran, das die MDF Platte beim Fräsen angehoben wird und etwas flattert. Ich muss sie etwas besser auf dem Plotterbett befestigen. Im Moment ist sie nur leicht festgeklemmt, da mit der anderen Spindel die "lockere" Befestigung nie ein Problem war, da es dort einen Bohrniederhalter gibt und bei den anderen Fräsern das Werkstück nicht angehoben wird. Der Rahmen der Fräse ist jedenfalls mehr als stabil genug : http://www.dasrotemopped.de/bungard_ccd.html Gruß, dasrotemopped.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.