Hallo, ich habe eine kleine CNC Fräse von: http://www.cnc-modellbau.net/shop/product_info.php?pName=cncportalfr%E4smaschine-probasich-1010-montiert&cName=cncmaschinen-probasic-h-1010-v45mms Als Opferplatte habe ich zurzeit eine Holzplatte (kein Pressspan). Da ich immer öfters Alu fräse, muss ich also auch immer öfters Kühlen. Meine Holzplatte verträgt dies überhaupt nicht und wellt sich ziemlich bzw. ist uneben. Jetzt meine Frage: Soll ich mir diesen Nutentisch kaufen: http://www.cnc-modellbau.net/shop/product_info.php?pName=tnutentisch-pro-basicvario-1010-1400mm-x-1080mm&cName=cncmaschinenteile-systemprofile Oder lieber eine massive 10mm Aluplatte nehmen und in diese Gewinde schneiden zum befestigen: http://www.metall-kunststoffhandel.de/shop/aluminium-feinstgefrst-p-2137.html?osCsid=513a677c23a2ad7b3238cc85154f1ab1 Gruß Jan
Ich würde den Nutentisch nehmen. Er ist einfach flexibler was das Spannen von Werkstücken angeht. Allerdings stellt sich hier dann auch die Frage der Stabilität, wenn nicht genügend Auflagefläche für den Nutentisch vorhanden wird es sich doch leichter durch biegen als das Vollmaterial. Hier kommt es aber wirklich darauf an wie und was du bearbeitest. Bei der Platte aus Vollmaterial ist natürlich auch die Frage wie sie sich bei unterschiedlichen Temperaturen verwindet. Wird durch das Kühlmittel nur ein Teil der Platte gekühlt kann durch die unterschiedlichen Wärmeausdehnungen sich die Platte verwinden und die Genauigkeit des Bearbeitung beeinflussen. Das ist bei den Nutentischen nicht so stark der Fall.
In der Größe ist eine Nutenplatte ja schon ein ziemlich teuerer Spaß. Ich habe für meine Maschine eine Aluplatte in 1010x430x15mm gekauft und dann mit der Maschine selbst plangefräst. Allerdings spanne ich die Werkstücke auch nicht direkt auf der Platte, sondern auf einem Vakuumtisch, der logischerweise auf die Platte draufgeschraubt ist / auf einer Platte auf der Platte oder in einem Maschinenschraubstock auf der Platte. Bei dem von dir genannten Halbzeughändler bekommst du ja auch gegossene Platten, die sollten natürlich deutlich spannungsärmer sein gewalzte Platten. Die muss man dann aber wohl definitiv selbst planfräsen. Nutenplatte ist zwar bestimmt nett, aber in der Größe und bei so wenig Auflagefläche könnte ich mir gut vorstellen, dass sie sich recht leicht durchbiegt.
Jan K. schrieb: > Als Opferplatte habe ich zurzeit eine Holzplatte (kein Pressspan). Das ist auch völlig richtig so. Alles andere ist mit solch einer Fräse auch sinnlos. Alu kann man mit einer solchen Fräse einfach nicht sinnvoll planfräsen, was man aber machen müsste. Jan K. schrieb: > Da > ich immer öfters Alu fräse, muss ich also auch immer öfters Kühlen. > Meine Holzplatte verträgt dies überhaupt nicht und wellt sich ziemlich > bzw. ist uneben. Das klingt nach MDF. Es gibt ein paar Möglichkeiten: 1. Multiplex 2. MDF lackieren Jan K. schrieb: > Jetzt meine Frage: > Soll ich mir diesen Nutentisch kaufen: > http://www.cnc-modellbau.net/shop/product_info.php... keinesfalls > Oder lieber eine massive 10mm Aluplatte nehmen und in diese Gewinde > schneiden zum befestigen: > http://www.metall-kunststoffhandel.de/shop/alumini... Wenn überhaupts das dann aber darauf wieder eine Opferplatte montieren die du überfräsen kannst. Evtl. nur ne kleine - je nach Werkstückgröße. Michael H. schrieb: > Bei der Platte aus Vollmaterial ist natürlich auch die > Frage wie sie sich bei unterschiedlichen Temperaturen verwindet. Wird > durch das Kühlmittel nur ein Teil der Platte gekühlt kann durch die > unterschiedlichen Wärmeausdehnungen sich die Platte verwinden und die > Genauigkeit des Bearbeitung beeinflussen. Ich glaube das ist in Sachen Verwindung sein absolut geringstes Problem. Jeder Bimetalleffekt ist schlimmer als das. Da müsste man schon eher anfangen den Raum zu temperieren usw. thomas schrieb: > Bei dem von dir genannten Halbzeughändler bekommst du ja auch gegossene > Platten, die sollten natürlich deutlich spannungsärmer sein gewalzte > Platten. Die muss man dann aber wohl definitiv selbst planfräsen. So eine Fräse wie die über die wir reden die zieht sich eher an die Platte, als dass sich die Grussplatte auch nur im geringsten beeindruckt fühlt. Das verzieht die ganze Fräse. Auch keine sonderlich gute Idee.
Hi, ich denke ich besorge mir die 8mm Alu Platte. Könnte ich auch auf die Aluplatte eine Kunststoffplatte spannen und diese Planfräsen? Gruß Jan
Jan K. schrieb: > ich denke ich besorge mir die 8mm Alu Platte. Dann lass lieber sein. Aluplatte gut - 8mm nicht. Das führt nur zu wunderbaren Schwingungen die dir jede Fräsung versauen. 15mm Minimum und viele Verschraubungen. Hinterher musst die Maschine natürlich neu ausrichten (ausser vll bei Holzopferplatten). Ansonsten bitte bitte bitte nimm Multiplexplatten. Ist so einfach und so billig. Jan K. schrieb: > Könnte ich auch auf die Aluplatte eine Kunststoffplatte spannen und > diese Planfräsen? Prinzipiell ja. Frägt sich nur nach der Art des Kunststoffes.
:
Wiederhergestellt durch Admin
K. D. schrieb: > Prinzipiell ja. Frägt sich nur nach der Art des Kunststoffes. Ich dachte da an 5mm POM.
Angehängte Dateien:
-

S3700418.JPG
430 KB
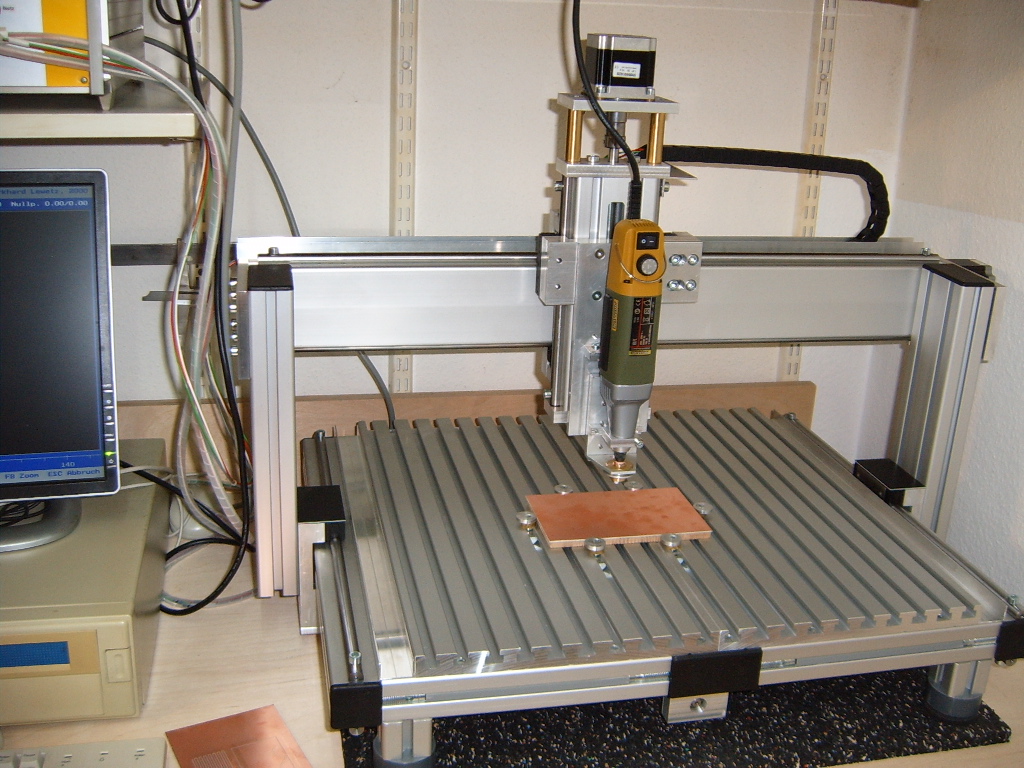
Hallo, ich kann Dir nur empfehlen, gleich etwas stabiles zu nehmen, also einen Nutentisch. Damit hast Du die größtmögliche Freiheit beim aufspannen und er gibt der Maschine weitere Stabilität und verhindert Schwingungen. Spätestens beim zehnten Befestigungsloch, daß Du in eine Al-Platte hineinbohrst, um die Opferplatte und/oder Dein Werkstück zu spannen, wirst Du von dem T-Nutentisch dafür belohnt. Kostet mehr, bringt aber viel mehr. Habe Dir mal ein Bild meines Eigenbaus beigefügt, mit dem ich sehr zufrieden bin. Als Opferplatte verwende ich Hartfaserplatten 3/4 mm. Die sind ausreichend stabil, verziehen sich nicht und so billig, daß man sie nach 2 - 4 Fräsungen auswechseln kann. Keine Entsorgungsprobleme, die kommen in den Kaminofen. mfg wilials
Willi Lich schrieb: > Habe Dir mal ein Bild meines Eigenbaus beigefügt, Hallo Willi, sieht gut aus. was für Profile hast du da für deine Linearlager verwendet? Kannst du mir noch mehr von deinem Eigenbau zeigen?
tobi schrieb: > was für Profile hast du da für deine Linearlager verwendet? das sind Item-Profile auf die gegenüberliegende Silberstahlstangen montiert sind. Sehr stabile, selbsttragende Konstruktion. Die Konstruktionsidee stammt von Thorsten Ostermann und ist davon modifiziert. Gute Bilder findest Du bei ostermann-net.de unter Fräs-Bohr Plotter oder unter mechapro.de. Der Tiefenregler ist eine komplette Eigenkonstruktion mit kleinen Linearlagern. Kugelgewindespindeln und Tisch sind von Isel. Gruß wilials
Davis schrieb: > Welche Spanner verwendest du? für Platinen oder Frontplatten verwende ich exzentrische, konische Scheiben, die auf Nutensteinen gespannt sind. Als Nutensteine eignen sich die Unterteile von Item-Spannschrauben. Kannst Du ganz gut auf meinem Bild erkennen. Für andere Werkstücke wahlweise Pratzen, Maschinenschraubstock oder Teilapparat. Alle über Nutensteine befestigt. Gruß wilials
@Willi: Woher hast du den Nutentisch? Gibt es den auch mit einer Breite von einem Meter? Wie hast du den ausgerichtet? Gruß Jan
Jan K. schrieb: > Woher hast du den Nutentisch? Gibt es den auch mit einer Breite > von einem Meter? Wie hast du den ausgerichtet? Der T-Nutentisch ist von Isel. Die max. Breite ist (war) 250 mm, Länge ist Zuschnitt (sehr genau). Ich habe 2 Platten parallel gesetzt (geht prima). Bei einem Meter Breite wird einiges Gewicht zusammenkommen. Genaueres über das Gewicht müßte auf der Homepage von Isel zu finden sein. Da ich die Grundplatte zuletzt montiert habe, konnte ich sie mit der Meßuhr parallel zur Y-Achse ausrichten (Meßuhr am Fräskopf montiert). Die Platten sind sehr genau gearbeitet, daher ist der zu erwartende Fehler beim parallelen anreihen vernachlässigbar klein. Gruß Willi
@willi: Mit was hast du den Nutentisch ausgerichtet (wenn er nicht eben war)? das problem ist, dass ich dann 4 Nutentische nebeneinander brauche, und das kann sich natürlich ordentlich verziehen, dann wär vielleicht doch eine massive Aluplatte besser?!
@ Jan Als erstes habe ich bei Fertigung und Montage auf größtmögiche Präzision geachtet. Dann sollten die Platten auf den Tragprofilen sauber und spannungsfrei aufliegen und danach verschraubt werden. In y-Richtung kann damit kein Niveauunterschied sein. In X-Richtung kann man an den Portalpfeilern nachstellen/justieren. Die Meßuhr ist auch hier das geeignete Instrument. Ich habe bei mir einen X-Unterschied von <0,02 mm (bezogen auf Z). Bei Platinen verwende ich den Tiefenregler, der gleicht alles aus. Wie 4 Nutentische nebeneinander liegen, hängt von Deinem Trägerprofil ab. Ich habe schon Konstruktionen gesehen, da waren leichtere Nutenplatten auf einer massiven Al-Platte montiert. Das käme Deiner Arbeitsbreite und dem zu fräsenden Werkstoff Al (mindest halbhart) ziemlich entgegen. wilials
> Mit was hast du den Nutentisch ausgerichtet
Man kann immer unter die Befestigungsschrauben
kleine Bleche als Abstandshalter legen, um zumindest
0.1mm Schritte auszugleichen.
Das nützt natürlich nichts, wenn sich schon das auf
dem es befestigt wird, unter Belastung um mehr als 0.1mm
verzieht.
Willi Lich schrieb: > ich kann Dir nur empfehlen, gleich etwas stabiles zu nehmen, also einen > Nutentisch. naja zum Fräsen von Platinen und Holz mag Deiner ja sicher reichen. Aber einen 125mm Maschinenschraubstock mit 14 kg um ein Stück Alu damit zu spannen würde ich da nicht drauf stellen wollen. Deswegen ist es immer etwas schwierig einen Rat zu geben. Der Appetit kommt ja immer erst beim Essen. Wenn er dann mal Alu bearbeiten will kommt das böse Erwachen. Dann ist man immer der Dumme der den guten Rat gegeben hat. Auf das Grundgestell kann er schrauben was er will. Das wird nie stabil genug um Alu damit ordentlich bearbeiten zu können. Gravieren mag da noch gehen. Aber einen 8er Fräser bei 500mm Vorschub und 1-2mm Zustellung in X Richtung will ich auf der Maschine sehen. Ich habe da deutlich mehr Aufwand getrieben und doch nur einen Bruchteil des Preises für ein deutlich besseres Ergebnis bezahlt. Schade um das Geld.
Michael Bertrandt schrieb: > Man kann immer unter die Befestigungsschrauben > kleine Bleche als Abstandshalter legen, um zumindest > 0.1mm Schritte auszugleichen. Hallo, habe ich glücklicherweise nicht gebraucht. Mit den schweren Nutprofilen von Item kann man sehr gut justieren und ggf. nachstellen und für die Größe meines Tisches reichen die vollkommen aus. Die Ausgleichsscheiben (1/10 mm aus dem Kfz-Bereich) verwende ich bei meinem Tiefenregler zur genauen Einstellung der Frästiefe. Das funktioniert super. wilials
Stephan Henning schrieb: > einen 8er Fräser bei 500mm Vorschub und 1-2mm > Zustellung in X Richtung will ich auf der Maschine sehen Hallo, Du hast vollkommen recht, damit wären Gestell und Antriebe total überfordert. Aber dafür sind diese Portalfräsen auch nicht gemacht. Ich denke, Jan fertigt auf der Fräse keine Teile, die solche Belastungen verursachen. wilials
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.