Hallo, ich habe schon mehrfach erfolgreich SMD Bauteile angelötet (Pin Abstand 0,5 mm). Ich nutze die Technik "Lötzinn über alle Pins und dann mit Entlötlitze aufsaugen". Klappt bisher prima. Und total geschmeidig. Nun habe ich zum ersten mal bleifreies Lötzinn verwendet: Amasan bf-26. Ich muss sagen, ich bin am verzweifeln. Das Zeug ist spürbar zähflüssiger. Und beim Aufsaugen tut sich erstmal "gar nichts". Und ich muss die Entlötlitze ca. 5-7 mal ansetzen für eine 2cm Strecke, vorher ging es mit 3 mal. Und wirklich saugen wollen die Entlötlitze auch nicht so richtig. (sind von Stannol, 1,5mm). Beim "spielen" mit einem 2cm langem Draht blieb dieser sogar an der Spitze "kleben". Und nebenbei ruiniere ich mir die Leiterbahnen. Als Lötstation nutze ich eine von JBC-tools ( http://www.jbctools.com/ddst-micro-desoldering-product-9-category-2-menu-2.html ), die hat Power genug, ist auf 350 Grad eingetellt. Vorher habe ich meist mit 300 Grad gelötet und habe bleihaltiges Lot von Stannol verwendet. Natürlich nutze ich auch Flussmittel, und zwar das von Edsyn. Ich lese hier immer wieder, es soll angeblich kaum Unterschiede machen, ob man bleihaltiges Lot verwendet oder nicht. Mache ich was falsch? PS: Ich gehe mal davon aus, dass es "keine" Möglichkeit gibt bleifreies Lot in kommerziellen Geräten zu verwenden? Lieben Gruß, Sebastian
Angehängte Dateien:
-

Clipboard01.jpg
340 KB
Sebastian Loncar schrieb: > > PS: Ich gehe mal davon aus, dass es "keine" Möglichkeit gibt bleifreies > Lot in kommerziellen Geräten zu verwenden? Bleifrei wird in kommerziellen Geräten fast ausschließlich genutzt, leider! Aber den Effekt kenne ich auch, das zähflüssige bleifreie Zinn. Besonders bei Reparaturen ist das schlimm. Die Belastung (mechanisch und auch thermisch) der Bauelemente und Platinen ist enorm. Und viel geht dabei auch kaputt. Aber das ist wahrscheinlich auch so gewollt, es soll ja möglichst nichts mehr repariert werden... Dort, wo ich kann, bleibe ich beim verbleiten...
Bernd S. schrieb: > Bleifrei wird in kommerziellen Geräten fast ausschließlich genutzt, > leider! Naja, darf man denn unter Umständen wählen? Ich lese nur was von "in sehr speziellen Fällen". Mein konkretes (zukünftiges) Produkt: Ein Schachcomputer (Gehäuse aus Holz). Alles per Handarbeit gefertigt (Gehäuse, Bestückung der Platine). Lediglich die Platine werde ich (unbestückt) anfertigen lassen. Gibt es die Möglichkeit, bei "Handarbeit" verbleites Lot zu verwenden? Ich werde die Dinger ja auch nicht "massenhaft" produzieren. Das Endprodukt ist zwar open source, aber dennoch kommerziell. Lieben Gruß, Sebastian
Sebastian Loncar schrieb: > Naja, darf man denn unter Umständen wählen? Ich lese nur was von "in > sehr speziellen Fällen". Medizintechnik, Sicherheitstechnik, Militär. Und auch das läuft gerade aus. Und dann gibt es noch Sonderregelungen, z.B. für Quecksilber in ESL. Das hilft Dir aber nicht. Kommerzielle Produkte kommen an RoHS nicht mehr vorbei.
Sebastian Loncar schrieb: > Gibt es die Möglichkeit, bei > "Handarbeit" verbleites Lot zu verwenden? Bei Handarbeit weiß ich nicht, ob es da Ausnahmen gibt. Aber auf jeden Fall dort, wo es auf Ausfallsicherheit ankommt (Fahrzeugtechnik, Medizin, Raumfahrt, Militärtechnik usw.). Und bei Reparaturen glaube ich, daß es auch erlaubt ist. Bei "gewöhnlichen" Produkten ist die Ausfallsicherheit wahrscheinlich egal, so interpretiere ich das ganze...
Sebastian Loncar schrieb: > Nun habe ich zum ersten mal bleifreies Lötzinn verwendet: Amasan bf-26. > Ich muss sagen, ich bin am verzweifeln. Das Zeug ist spürbar > zähflüssiger. Ging mir beim ersten Mal auch so. Ich hätte auch nicht gedacht, das der Unterschied im Verhalten des Zinns so groß ist. Nach den ersten Lötversuchen war ich nahe dran das Zeug (BF32) in die Tonne zu klatschen. Da hilft nur durchhalten. Ist praktisch wie nochmal neu löten lernen: Üben, üben, üben. Klingt zwar wie eine Binsenweisheit, ist aber das einzige was hilft. Inzwischen merke ich kaum noch einen Unterschied zu früher und bin jetzt komplett auf bleifrei umgestiegen.
Ich löte privat alles verbleit weil ichs bequemer finde. Aber wenn Du was verkaufen willst geht das natürlich nur noch bleifrei. Es kommt auf das richtige Lötzinn an, da gibt es doch deutliche Unterschiede. 2 Empfehlungen und Tests siehe hier: Beitrag "Vergleich Lötzinne: Felder EL Sn100Ni+ und Amasan BF32-3" Ansonsten heissts üben, üben, üben. Probier vielleicht auch mal ne andere Lötmethode aus. Entweder mit Hohlkehlen (C245-931 oder C245-067) oder Lötzinn über die Pins legen und dann mit der Hufeisenspitze (C245-945) drüber. Ich würde mir die an Deiner Stelle mal alle bestellen und ausprobieren. Nicht jedem (und jeder Anwendung) liegt jede Methode.
Angehängte Dateien:
-

IMAG0405.jpg
300 KB -

IMAG0406.jpg
370 KB
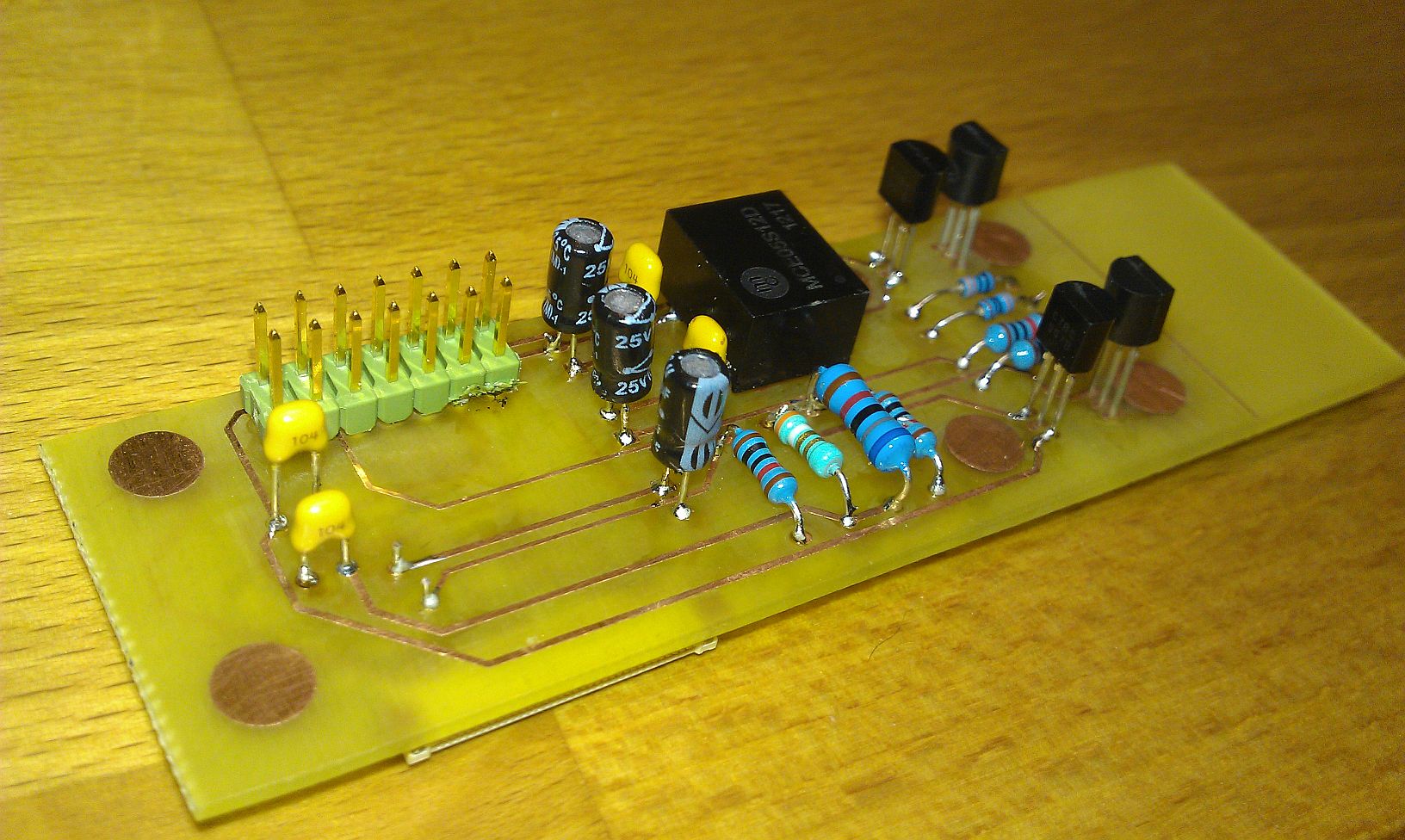
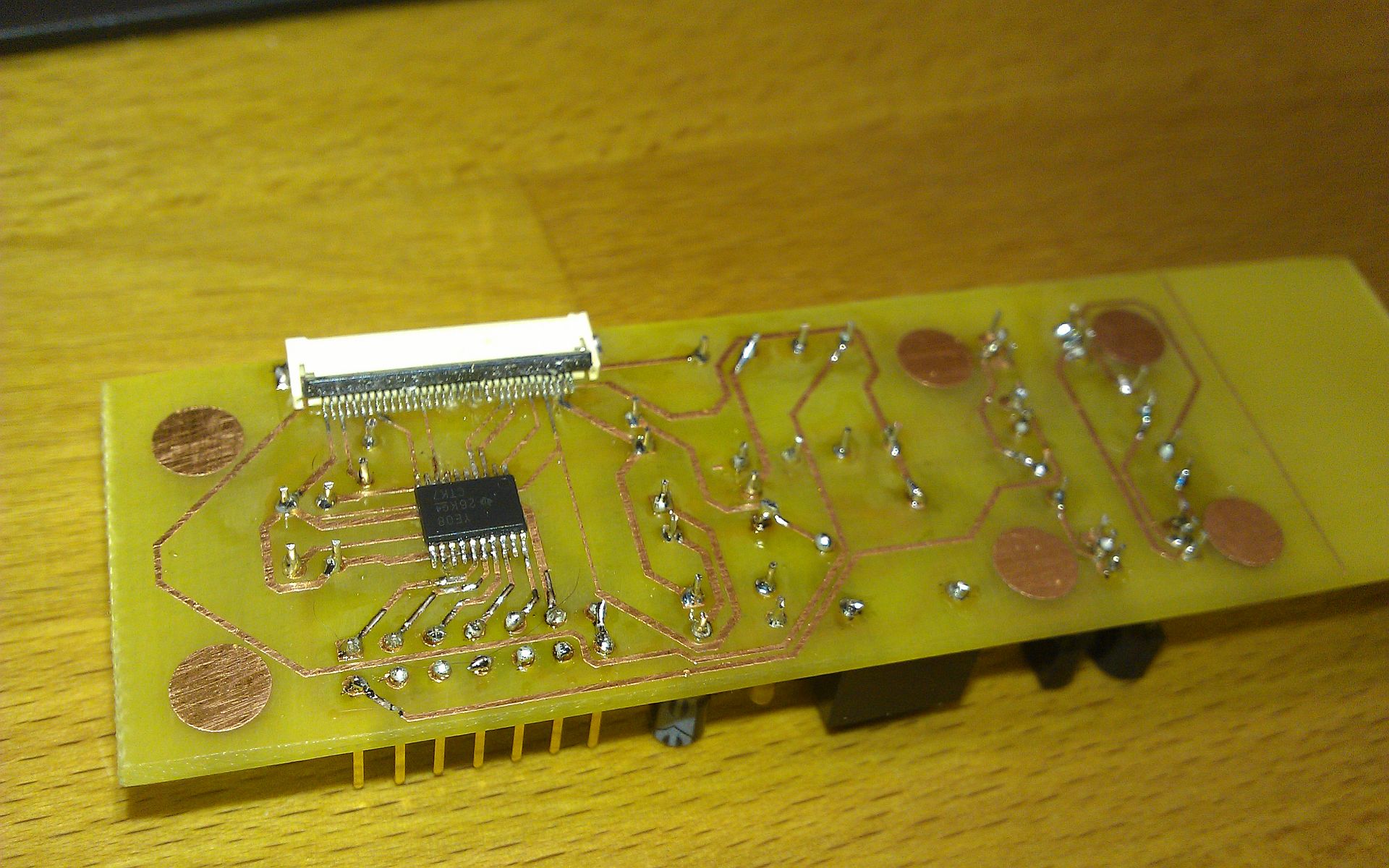
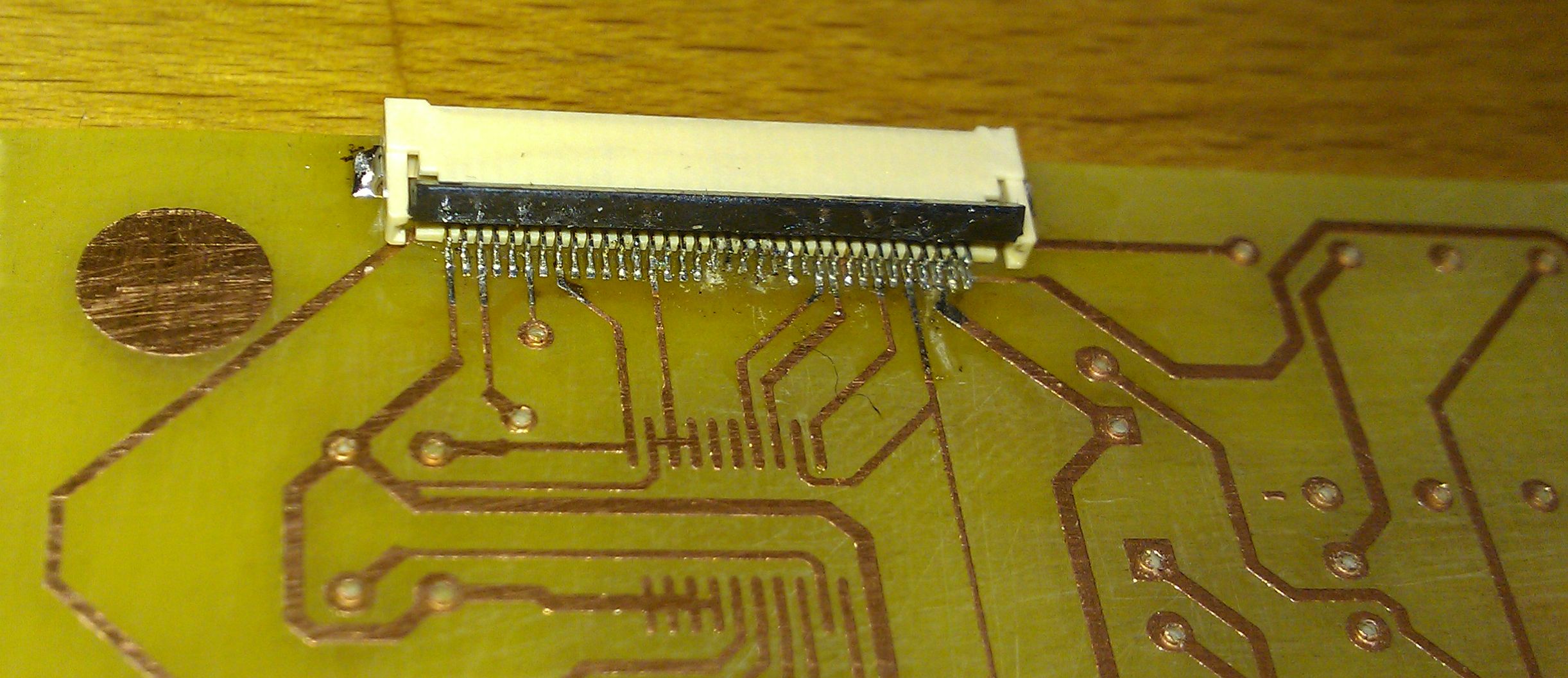
So, ich habe meine erste Platine vollkommen bleifrei gelötet. Also irgendwie ging es zum Schluss hin besser, aber dennoch wurden die Bauteile arg heiß. Habe natürlich versucht, so kurz wie nur möglich zu erhitzen. (Bei 350 Grad) Generell fließt das Lot auf dem Pad (Durchsteckmontage) nicht gut "drumherum" wie bei verbleitem Lot. Deshalb ist da oft nur ein winziger Löttropfen, der die Verbindung herstellt. Damit bin ich natürlich nicht zufrieden. Beim SMD Löten (Vielbeiner) muss ich die Entlötlitze nun eher nach unten ziehen, anstatt zur Seite, denn es passiert zu schnell, dass die Entlötlitze sich festlöten und dann werden die Leiterbahnen beschädigt (wenn man nicht aufpasst). Generell ist mir aufgefallen, dass ohne zusätzliches Flussmittel eigentlich gar nix vernünftig klappt. Ich pinsel jede Lötstelle mit Flussmittel von Edsyn ein. Generell hoffe ich, dass das Löten auf einer industriell gefertigten, leeren Platine hinterher einfacher ist. (Lötstoplack, Durchkontaktierung, etc.) Dann bin ich nicht mehr "gezwungen" von beiden seiten anzulöten. Denn ich kam nun bei den Lötarbeiten nahe des Spannungswanders (der schwarze Würfel) kaum an die Lötstellen. Und dann noch zähes Lot. Hat mir viel Zeit gekostet. @Gerd E.: Es ist doch immer gut, einen JBC-Tools-Guru unter uns zu haben. Werde mir die von dir genannten Tools mal ansehen. Hey, die (verschiedenen) Lötspitzen gehen aber allmälig ins Geld ^^ Die Entlötpinzette z.B., da werden ja gleich zwei Schenkel zu je 37 Euro (zzgl. Märchensteuer) verlangt, fand ich ganz schön happig. Und ich ging damals bei der Bestellung davon aus, dass bei den 37 Euro "zwei" Schenkel bei wären. Habe dumm geschaut als nur einer ankam. Was das Lötzinn angeht: Ich habe hier Amasan BF-26 und BF-32. Ging beides nicht sonderlich doll ;) Wie schauts aus mit Felder? Ist doch gleich auf mit BF-32, oder nicht? PS: Das Bild oben ist die Platine, an welche das Display angeschlossen wird. Habe das auf einer separaten Platine gekapselt, damit ich die "Hauptplatine" (die ist natürlich größer) hinterher nicht ändern muss, wenn mal nen anderes Display ranmuss.
> Generell fließt das Lot auf dem Pad (Durchsteckmontage) nicht gut > "drumherum" wie bei verbleitem Lot. Deshalb ist da oft nur ein winziger > Löttropfen, der die Verbindung herstellt. Aber z.B. bei Deinen Stiftleisten hast Du zu viel Lot und das sammelt sich dann in diesen Kugeln. Das ist nicht optimal. Besser ist weniger Lot und das dann so verlöten, daß das Lot in Kegelform kommt. Ne mittlere Spitze (z.B. C245-907) mit ganz wenig Lötzinn drauf (für die bessere Wärmeübertragung an den Pin) an die Lötstelle halten und dann von der anderen Seite mit dem Lötzinn an den heißen Pin dran. Schau Dir vielleicht mal nen paar Lötvideos bei Youtube an. > Beim SMD Löten (Vielbeiner) muss ich die Entlötlitze nun eher nach unten > ziehen, anstatt zur Seite, denn es passiert zu schnell, dass die > Entlötlitze sich festlöten und dann werden die Leiterbahnen beschädigt > (wenn man nicht aufpasst). Deshalb mag ich diese Methode persönlich nicht. Vor allem wenn Du mal dicke Masseflächen hast wird es schwer die Entlötlitze da ohne Schäden runterzubekommen. Außerdem langsamer als mit den beiden anderen von mir vorgeschlagenen Methoden. > Generell ist mir aufgefallen, dass ohne zusätzliches Flussmittel > eigentlich gar nix vernünftig klappt. Ich pinsel jede Lötstelle mit > Flussmittel von Edsyn ein. Viel Flux schadet nie und hilft ungemein. Mit mehr Erfahrung kann man mit weniger auskommen, aber am Anfang würde ich nicht mit Flux sparen. > Hey, die (verschiedenen) > Lötspitzen gehen aber allmälig ins Geld Das liegt vermutlich vor allem daran, daß Du noch nicht genau weißt was Du brauchst und womit Du hinterher gut arbeiten kannst. Ich hab auch ne kleine Kiste mit Lötspitzen hier rumliegen, die ich nur 1-2 mal ausprobiert und dann weggelegt habe. > Die Entlötpinzette z.B., da werden ja gleich zwei Schenkel zu je 37 Euro > (zzgl. Märchensteuer) verlangt, fand ich ganz schön happig. Und ich ging > damals bei der Bestellung davon aus, dass bei den 37 Euro "zwei" > Schenkel bei wären. Habe dumm geschaut als nur einer ankam. Ja, ja, desto spezieller die Teile werden, desto teurer sind sie. Taugt die Entlötpinzette was? Ich nehme bisher für kleine 2 Pinner die große Hohlkehle oder sonst 2 Lötkolben. Manchmal wär die Pinzette aber schon praktisch. > Was das Lötzinn angeht: Ich habe hier Amasan BF-26 und BF-32. Ging > beides nicht sonderlich doll ;) Wie schauts aus mit Felder? Ist doch > gleich auf mit BF-32, oder nicht? Ich glaub es gibt da Unterschiede zwischen BF32-1 und BF32-3. Was für eins hast Du genau? Auf jeden Fall ist bleifrei schon ne Umgewöhnung.
Sebastian Loncar schrieb: > So, ich habe meine erste Platine vollkommen bleifrei gelötet. Hast du auch no-clean Lötzinn genommen? Sonst schnapp dir Alkohol (Isopropanol oder so) oder Flux-entferner und runter mit dem Geschmiere. Sieht dann auch gleich viel geiler aus.
Welches Flussmittel nutzt Du denn? Edsyn hat diverses im Angebot. Ich kann das Zeug in der Spritze (FL 22) empfehlen. Bei 0,5mm-Pitch Bauteilen eine "Wurst" quer über alle Pins und dann mit der o.g. Hohlkehlen-Spitze C245-931 ein oder zweimal drüberziehen und alles wird gut ;-)
Hallo Gerd, ich habe BF32-3, hier gekauft: http://www.shop.display3000.com/werkstatt/loetzinn-lote/bleifreies-loetzinn-2.html Ich glaub die letztere Nummer ist der Durchmesser (reine Vermutung). Nutze 0,5mm. Nächstemal werde ich zu 0,8 greifen. Vorher hab ich mit 1mm gearbeitet (verbleit). Bisher habe ich ausschließlich die Lötspitze genommen, welche beim Kauf der Rework dabei ist: 245-801. Damit kam ich aber jetzt nicht so gut klar mit dem bleifreiem Lot. Hab zum Schluss mehr die 245-930 verwendet. Für Reparaturen an der SMD-Leiterbahnen hab ich kurz 245-030 verwendet, aber löten kann man damit auf jedenfall nix. (Ist ja wie ne Nadel). Ich muss mich mal nach nem Mittelding zwischen 245-801 und 245-930 umsehen, denn die 245-930 kommt zwar besser an die schmalen Pads (aufheizen des Pads ist bei bleifreiem Lot scheinbar unbedingt notwendig, bei bleifreiem konnte man oft "schlampen" beim anzeizen). Doch bei der 245-930 rutscht das Lötzinn oft als Perle "nach oben" und an der Spitze ist dann nix. Ich nutze das Flussmittel Edsyn FL 19 222. Das mit der Tube klingt irgendwie nach "hält nicht lange" (die Tube) oder ist mir fast zu modern oder überflüssig äh dickflüssig. Hm, was sind denn die vorteile von ner Flussmittel "Wurst"? Ich habe noch irgndwo nen Flussmittelstift rumfliegen, der war mir zu blöd. (feste drücken und so). (Circuits works no clean flus dispensing pen CW8100) Pinseln find ich toll. Damit komm ich in jede winzige Lücke ;) Lieben Gruß, Sebastian
Angehängte Dateien:
-

IMAG0408.jpg
230 KB

Ach ja, als ich damals das Flux Fläschchen gekauft habe, ist es mir mindestens 100 mal "fast" umgefallen (geöffnet, versteht sich), weil es einen so schlechten Stand hat (meistens war das Lötkabel im Weg und hats fast umgerissen). Daher habe ich mir eine kleine Konstruktion dafür gebaut: 4 Holzteile, mit ner Oberfräse kurz zwei Nuten gefräst und zusammengesteckt. Siehe da, das Fläschchen steht bomben fest und garantiert nicht mehr umfallen. :D PS: Sollte jemand Interesse daran habe, ich hätte keine Probleme so 2-3 Stück zu versendet, verlange "nur" Porto. Lieben Gruß, Sebastian
> ich habe BF32-3, hier gekauft: das sollte passen. Daran liegt Dein Problem glaube ich nicht. > Bisher habe ich ausschließlich die Lötspitze genommen, welche beim Kauf > der Rework dabei ist: 245-801. Damit kam ich aber jetzt nicht so gut > klar mit dem bleifreiem Lot. Hab zum Schluss mehr die 245-930 verwendet. > Für Reparaturen an der SMD-Leiterbahnen hab ich kurz 245-030 verwendet, > aber löten kann man damit auf jedenfall nix. (Ist ja wie ne Nadel). > > Ich muss mich mal nach nem Mittelding zwischen 245-801 und 245-930 Nö. Du verwendest VIEL zu feine Spitzen. Der Trick ist die dickste Spitze zu nehmen, mit der Du noch rankommst. Nur die dicke Spitze transferiert genug Wärme schnell genug damit die Lötstelle gut wird. THT-Teile lötet man in 99% der Fälle mit Spitzen breiter 2mm. Mein Vorschlag wäre die C245-907 oder C245-911. Mit der 907er löte ich übrigens auch die meisten 0603er-Komponenten. > Ich nutze das Flussmittel Edsyn FL 19 222. Das mit der Tube klingt > irgendwie nach "hält nicht lange" (die Tube) oder ist mir fast zu modern > oder überflüssig äh dickflüssig. Hm, was sind denn die vorteile von ner > Flussmittel "Wurst"? Zum Handlöten finde ich Flussmittelgel am praktischsten. Das verdampft nicht sofort und fliesst nicht sofort davon. Man kann sogar ICs damit an die richtige Stelle "pappen" bevor man sie festlötet. Das oben empfohlene Edsyn FL 22 kann ich auch empfehlen.
Bei den flüssigen Flussmitteln habe ich immer das Gefühl, dass die schon verdampfen, wenn ich mit dem Lötkolben nur in die Nähe komme. Das FL22 ist schon sehr dickflüssig - bzw. eigentlich garnicht flüssig. Es läuft erst, wenn man mit dem Lötkolben hingeht. Raucht/Dampft kaum und bleibt da, wo man es haben will. Man muss halt hinterher putzen...
Gerd E. schrieb: > Probier vielleicht auch mal ne andere Lötmethode aus. Entweder mit > Hohlkehlen (C245-931 oder C245-067) oder Lötzinn über die Pins legen und > dann mit der Hufeisenspitze (C245-945) drüber. Ich würde mir die an > Deiner Stelle mal alle bestellen und ausprobieren. Nicht jedem (und > jeder Anwendung) liegt jede Methode. Da ich in Kürze auch auf SMD umsteigen will und ich mich ordentlich informiert habe, habe ich dennoch noch Fragen. Kannst Du evtl. kurz erklären wo die Unterschiede der Lötspitzen sind resp. deren Verwendung? Also in welcher Situation nimmt man konkret welche? Grüsse, R.
Hm, Keilform also. Habe ich noch "nie" versucht. Hätte aber eine C245-904 im Sortiment. Aber die war mit zu bullig. Aber ich werde deinen Rat beherzigen und mir weitere Lötspitzen zulegen (von dennen dann die meisten wieder in der Schublade liegen werden, ja, du hast recht g). Gerd E. schrieb: > Aber z.B. bei Deinen Stiftleisten hast Du zu viel Lot und das sammelt > sich dann in diesen Kugeln. Das ist nicht optimal. Besser ist weniger > Lot und das dann so verlöten, daß das Lot in Kegelform kommt. Hm, naja, bei mir isses derzeit so (natürlich nicht optimal): Ich setze die Spitze an, versuche natürlich das Pad und Bauteil gleichzeitig zu berühren. Dann gebe ich Lötzinn auf die Spitze (die spitze ist natürlich vorher schon leicht verzinnt) und warte bis es herunterläuft. Ist das Pad heiß genug, verläuft es einmal herum und es bildet sich ein Kegel. Diese Methode klappt leider nicht mehr mit bleifreiem Lot (keine Ahnung warum). Es bildet sich ständig ne Kugel. Und je mehr Lötzinn ich reingebe, desto größer wird die Kugel (Sie ist entweder an dem Bauteil, oder am der Lötspitze, bzw. beidem), sie will einfach nicht aufs Pad. Klar, meist klappts, und wenn nicht, mit ein wenig drehen oder neu ansetzen klappts irgendwann immer. Aber damit bin ich nicht zufrieden. Lieben Gruß, Sebastian
Ich habe eigentlich nur drei Spitzen. C245-903, -911 und die -931. Beim bleifrei-löten nehme ich so gut wie immer zusätzliches Flussmittel. Für SMD-Sachen die C245-903, bei Masseflächen und THT die C245-911 und die -931 eigentlich nur für 0,5mm Pitch.
Ich habe zwar eine Weller Station, sie sollte aber ähnlich zu deiner JBC sein. Ich löte alles bleifrei, schon alleine meiner Gesundheit wegen. Ich habe zwei Spitzen zwischen denen ich regelmäßig hin und her wechsle. Eine Meiselspitze mit 1.3mm (kleiner wöllte ich nicht haben, mit der kann ich alles feine löten, auch Haardraht direkt an TSSOP Bauteile in der Dead-Bug Methode). Damit löte ich nahezu alles, SMT und THT. Die Meiselform finde ich auch perfekt, große Fläche und kleine Fläche, in einer Spitze. Die Bauteile sind ja auch eckig und nicht konkav, da passt die Meiseform perfekt. Und dann habe ich aber noch eine zweite, eine fette Gullwing (2.2mm Angriffsfläche) welche ich dazu nutze um per Drag-Soldering Vielbeiner zu verlöten, Masseflächen zu verlöten, oder aber auch um mit Entlötlitze Lötzinn zu entfernen. Die Meiselspitze speichert zu wenig Wärme und somit bleibt die Entlötlitze kleben. Du brauchst einfach eine zweite fette Spitze, die du für solche Arbeiten verwenden kannst. Hinzu kommt, dass ich zwischen 350 Grad und 370 Grad hin und her schalte. Um schnell mit Entlötlitze zu arbeiten, und damit das Lötzinn flott fließt und ich nicht alles aufheize, schalte ich auf 370 Grad. Bei größeren Flächen ebenso. Es bringt dir nichts mit 350 Grad zu arbeiten wenn du dafür ewig am Bauteil rumlöten musst und es dadurch aufheizet. Beim Löten von normalen SMD Bauteilen mit der Meiselspitze reichen 350 Grad. Bei THT 370 Grad. Flussmittel nutze ich spärlich und eher nur nachträglich um Lötstellen zu optimieren, habe einen Stannol Flussmittelstift was recht gut funktioniert, fließt auch überall hin. Wobei Gel vermutlich besser wäre, da das Flussmittel vom Stift eben flott verdampt.
Sebastian Loncar schrieb: > Hm, Keilform also. genau > Habe ich noch "nie" versucht. Hätte aber eine > C245-904 im Sortiment. Aber die war mit zu bullig. Das ist doch ne runde 1mm gewinkelt. Ziemlich dünn. Sinnvoll um irgendwo in feine Ecken zu kommen. Nicht optimal für THT. > Ich setze die Spitze an, versuche natürlich das Pad und Bauteil > gleichzeitig zu berühren. Dann gebe ich Lötzinn auf die Spitze (die > spitze ist natürlich vorher schon leicht verzinnt) und warte bis es > herunterläuft. Ist das Pad heiß genug, verläuft es einmal herum und es > bildet sich ein Kegel. Diese Methode klappt leider nicht mehr mit > bleifreiem Lot (keine Ahnung warum). Es bildet sich ständig ne Kugel. Weil die Spitze zu dünn ist, klappt der Wärmeübergang nur sauber von Lötspitze aufs Bauteil, nicht aufs Pad. Das Bleilot vergibt Dir das, das bleifreie nicht. Mit ner größeren Meißelspitze erwärmst Du Pad und Bauteil gleichzeitig gut und dann wirds klappen.
Rene H. schrieb: > Kannst Du evtl. kurz erklären wo die Unterschiede der Lötspitzen sind > resp. deren Verwendung? > Also in welcher Situation nimmt man konkret welche? Das hier ist mein persönlicher Geschmack, nicht der Weisheit letzter Schluss: Meißelform, 2-3mm: Universalspitze. Pads verzinnen, SMD-Bauteile, THT-Bauteile, Drähte,... - im Grunde fast alles außer SMD-ICs. Hohlkehle: die eine Variante um bequem SMD-ICs zu verlöten. Kann man aber auch benutzen um Pads zu verzinnen oder kleine SMD-2pinner zu entlöten. Macht manchmal Schwierigkeiten wenn eng um den SMD-IC schon Teile bestückt sind. Bei JBC gibts die daher auch gewinkelt als C245-067, die find ich aber auch sonst bequem. Hufeisenspitze 2-2,5m: zum ersten Anpinnen einzelner Beinchen von großen SMD-ICs. Auch geeignet für Drag-Soldering von SMD-ICs: sehr dünnen Lötdraht quer über die Beinchen, dann mit der Hufeisenspitze drüber. Das ght auch gut bei beengten Verhältnissen. Gewinkelte Meißelspitze 1,5-2mm: wenn man mit der normalen Meißelspitze nicht hinkommt weil Teile im Weg sind. Manche Leute nehmen hierfür Rundspitzen, die mag ich aber nicht so gerne. Meißelform 4-5mm: für dicke Masseflächen, teilweise auch für normales THT (geht dann schneller) Mini-Meißel 1mm: Für feine Drähte, z.B. Dead-Bug-Methode. Rundspitze 0,6mm: ganz selten mal nötig um abgerissene Pads für Finepitch-ICs zu flicken, gebrochene Flatflex-Kabel flicken, Dead-Bug bei Finepitch QFN/DFN etc. Sich über verschiedene Lötspitzen und deren optimalen Einsatz Gedanken zu machen lohnt aber nur, wenn man die überhaupt vernünftig in heißem Zustand gewechselt bekommt. Das finde ich nur bei JBC überzeugend gelöst.
Frank M. schrieb: > ch habe zwar eine Weller Station, sie sollte aber ähnlich zu deiner JBC > sein. Ich löte alles bleifrei, schon alleine meiner Gesundheit wegen. Naja das Blei ist zwar nicht so toll für die Gesundheit, aber die Lötdämpfe durch Flussmittel sind auch nicht ganz harmlos - da sollte man schon einen Filter verwenden -> der würde wiederum auch deine Bleidämpfe reduzieren. Da die bleifreien Lote schlechter zu Löten sind und stärker oxidieren (wg. höherer Temperatur) werden da meist auch aggressivere Flussmittel eingesetzt. Zum Zinn - ich hatte schon den Fall, dass im (bleifreien) Lötzinn einfach stellenweise die Flussmittelseele gefehlt hat - waren immer wieder ein bis zwei Meter, wo einfach kein Flussmittel drin war - da ging das Löten dann auch sehr 'zäh' - Hersteller weiß ich leider nicht mehr. Momentan verwende ich Fluitin 1532 SAC305 (-> Achtung Fluitin 1532 gibt es auch bleihaltig!) - damit geht es eigentlich sehr gut - sowohl mit meiner alten Weller (klick) als auch mit JBC. Das BF32-3 hat (genauso wie das SAC305) 3% Silberanteil, das BF32-1 ist ein SN-Cu Lot ohne Silberanteil. Ich habe (subjektiv) die Erfahrung, dass silberhaltiges Lot besser zu verarbeiten ist.
Ich verwende seit einige Jahre nür RoHS Lötpaste/Lötzinn. Aber es ist auch wichtig den Diameter des Lötzinn zu beachten. Ich verwende nur noch 0.6 mm. Paste und Zinn enthalten beides 96.5% Sn, 3% Ag und 0.5% Cu und geht OK bei 400 oC (wenn die Sensoren der Lötstation stimmen). Daneben habe ich mir mal ein bisschen Lötpaste aus China bestellt, was sich verarbeitet bei 250 oC (obwohl mir angegeben wurde es soll schoen bei 130 oC wirksam sein). Habe es damals bei eBay von "Good-helper" gekauft. Suche mal auf "RoHS Solder Sparkle". P.S. Meine Entschueldigungen wegen mein schlechter Deutschsprache.
Sebastian Loncar schrieb: > Dann gebe ich Lötzinn auf die Spitze (die > spitze ist natürlich vorher schon leicht verzinnt) und warte bis es > herunterläuft. Meinst du nicht, dass da dann das ganze Flussmittel im Lötdraht schon verdampft ist bevor es überhaupt zum Pad / Bauteil kommt? Dazu noch bei den höheren Temperaturen für bleifreie Lötung? Da hilft es dann wohl auch weniger, Flussmittel vorher aufs Pad aufzutragen. Wenn du erst die Lötspitze hinhältst und das Lötzinn erst später dazugibst, ist auch das extra Flussmittel schon weg.
Andreas B. schrieb: > Sebastian Loncar schrieb: >> Dann gebe ich Lötzinn auf die Spitze (die >> spitze ist natürlich vorher schon leicht verzinnt) und warte bis es >> herunterläuft. > > Meinst du nicht, dass da dann das ganze Flussmittel im Lötdraht schon > verdampft ist bevor es überhaupt zum Pad / Bauteil kommt? Dazu noch bei > den höheren Temperaturen für bleifreie Lötung? > Es geht ja hauptsächlich darum, dass Lot auf der Lötspitze vorhanden ist, damit überhaupt eine Benetzung stattfinden kann. Geht man mit einer 'trockenen' Lötspitze an einen Pin, hat man nur einen Punktkontakt, an dem direkt Energie von der Lötspitze in den Pin fließen kann -> hoher thermischer Widerstand. Ideal wäre natürlich, wenn man zum Zeitpunkt des Berührens gleichzeitig das Lot zuführt und dann punktgenau sowohl Lötspitze als auch Pin benetzt - aber da braucht es schon Übung.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.