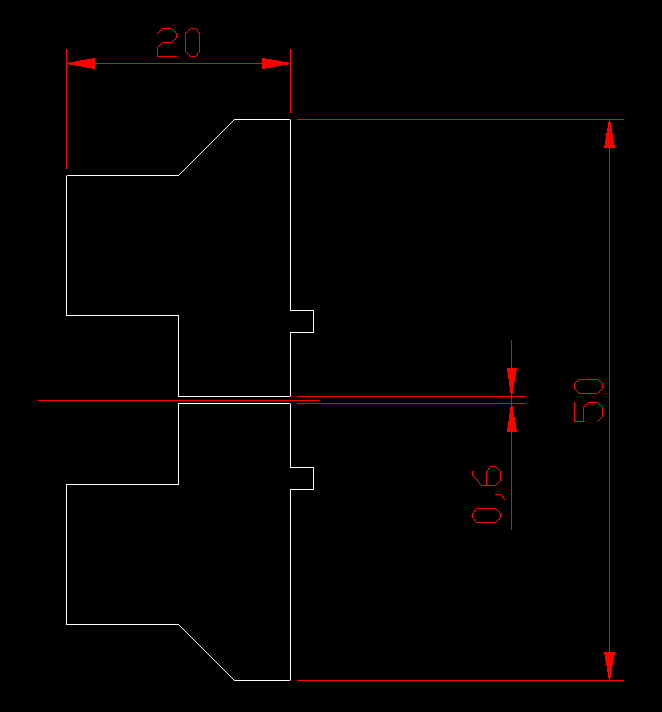
Hallo, da ich mitbekommen habe, dass es hier wohl einige Drehbankbesitzer gibt die bereit sind ein paar kleine Teile zu fertigen, möchte ich hier auch mal meine Anfrage platzieren: Es geht um zwei identische Drehteile mit einer Länge von 20mm und einem maximalen Durchmesser von 55mm. Das Material sollte Aluminium sein, wobei auch Kupfer oder Edelstahl in Frage kommen - Edelstahl wäre sogar das beste, aber würde das jemand freiwillig bearbeiten?! Die genauen Abmessungen stehen noch nicht fest, die Anagaben sind als Maximum anzusehen - ich würde vorher natürlich eine endgültig bemaßte Zeichnung vorlegen. Die 10mm lange Innenbohrung von 0.6mm ist vielleicht etwas kritisch - ich hoffe aber dennoch möglich?! Die angehängte Zeichnung soll nur mal als Übersicht dienen, wenn sich jemand findet, der es fertigen würde, werde ich natürlich alle relevanten Stellen bemaßen. Grüße Sascha
Angehängte Dateien:
-

endkappe.png
1,4 KB
Hallo Sascha, die 0,6 mm in der Mitte wirst Du nicht per Bohrung mit 10mm Tiefe realisiert bekommen. Nach meiner Erfahrung klappt das nur mit einer Erodierung zuverlässig. Lasse mich aber gerne durch das Forum eines besseren Belehren und nutze diese Möglichkeit in Zukunft dann gleich mit :-) Kannst Dich aber mal bei http://www.cncecke.de/ anmelden. Da gibt es im Forum eine eigene Rubrik für kleine Aufträge dieser Art.
Zum Material Aluminium gibts 100 Sorten AlMgSi0.5 schlecht AlMgPb gut Edelstähle 1.4571 schlecht 1.4305 gut Kupfer - was ich da kenne == Katastrophe Zur Bohrung Über 10xD wirds schlecht - überleg Dir ob Du die Bohrung stufen kannst Ich denk mal die Linke Bohrung soll ein Zentrierabsatz sein? Schlecht - Du kannst das Teil nicht in einer Spannung bearbeiten -> Rundlaufprobleme durch umspannen Machts teuerer Und - in was für einer Ecke wohnst Du?
Man könnte eine Kupferdüse von einem Schutzgasschweißgerät in das Drehteil einarbeiten. Da gibts nämlich schon fertig gebohrte Teile mit 0,6mm. Der Rest sollte dann kein Problem sein. Für nen 10er pro Teil zzgl. Materialkosten und Versand (Post) sollte sich da sicher jemand finden lassen.
Michael ... schrieb: > Für nen 10er pro Teil zzgl. Materialkosten und Versand (Post) > sollte sich da sicher jemand finden lassen. In Alu vielleicht aber in VA machen die achsialen scharfkantigen Einstiche richtig Arbeit (evtl. Übergangsradius). Und dann kommts noch a bisserl auf die gewünschte Toleranz an...
Hallo, ...zum Material - der Grund warum ich kein exaktes Material, Werkstoffnummer o.Ä., spezifiziert habe ist, weil es nicht darauf ankommt. Da kann der Hersteller gern auf etwas gut zu bearbeitendes zurückgreifen von dem er noch ein passendes Stück im Materiallager/der Restekiste zur Verfügung hat. ...zur Verwendung - das Drehteil hat keine tragende Funktion, es befestigt keine Welle oder ist selbst Bestandteil einer Welle, es handelt sich hierbei um eine Endkappe welche in ein Glasrohr eingeklebt wird (linke Seite); auf der anderen Seite wird eine Glaskapillare (12mm OD, 0.6mm ID) angeklebt, luftdicht. Dies jeweils an jedem Ende der Kapillare. Über die Rohre wird die Kapillare evakuiert und mit Gas rückgefüllt (~100mbar), mittels über die beiden Metalladapter angelegter Spannung wird ein Plasma in der Kapillare angeregt. Rundlaufeigenschaften und Genauigkeit auf ein paar Hundertstel spielen also keine Rolle! Umspannen sollte möglich sein. ...zur 0.6mm-Bohrung - Tja, das ist wohl der einzig wirkliche Knackpunkt. Diese Bohrung sollte schon einigermaßen zentrisch (in Relation zu dem sie umgebenen Ring) sein - wobei eine Abweichung von ~0.05mm noch akzeptabel wäre. Ich habe Bohrungen diesen Durchmessers und entsprechenden Tiefen mit einer Proxxon MF-70 schon erfolgreich hergestellt. Sollte das niemand auf sich nehmen wollen sehe ich zwei Möglichkeiten: 1. Diese Bohrung einfach weglassen - ich werde sie dann selbst herstellen (dann bräuchte ich nur ein kleines Stück von genau dem selben Material, aus welchem auch die Teile hergestellt werden, extra dazu - um mal ein paar Probebohrungen machen zu können) 2. Tatsächlich MIG-Stromdüsen (siehe Link unten) verwenden - dafür bräuchten die Drehteile dann einfach eine ~4mm Bohrung an dieser Stelle und müssten aus einem gut lötbaren Material gefertigt werden: z.B. Messing. ...beides wäre mir durchaus recht. Gute Idee übrigens, mit den MIG-Stromdüsen, Danke! https://www.weldorado.de/?page=https%3A//www.weldorado.de/de/01_shop/02_artikelgruppe.asp%3Fkategorie%3D42 Ich komme übrigens aus Braunschweig - Niedersachsen, zwischen Hannover und Magdeburg. Grüße Sascha P.S.: Dieter: Jep, VA ist sicher die garstigste Möglichkeit und ich rechne nicht damit, dass jemand sagen wird: 'Messing geht auch? Nee - ich arbeite lieber mit VA!' Wie gesagt, VA wäre 'gut', einfach weil es wenig sputtert - da es sich aber eh um eine (kurzlebige) Testapparatur handelt ist das recht unwichtig. Augenmerk bei der Materialauswahl sollte auf etwas gut zu bearbeitendem liegen! Die Übergangsradien beim großen Ausstich links sind völlig unwichtig - können 'riesig' sein/bleiben. Beim Ring auf der rechten Seite sollten sie zumindest innen nicht übermäßig groß sein - aber alles im Rahmen dessen, was sich einfach fertigen lässt. Dort wird die Glaskapillare eingeklebt, diese kann ich auch entsprechend anfasen...
Hi, ich könnte dir evtl. weiterhelfen, Material wäre AlCuMgPb. Ich würde dann allerdings dann Variante 1 wählen und die 0,6er Bohrung weglassen^^ Ist der Winkel der Fase außen wichtig? Könntest du mir eine vollständig bemaßte Zeichnung schicken (PN), dann schau ich mir das mal an ;) lg Chris
Das mit der MAG Düse ist doch gut, die haben ein Gewinde - also nichts löten
Sascha W. schrieb: > auf der anderen Seite wird eine Glaskapillare (12mm OD, 0.6mm ID) > angeklebt, luftdicht. Warum nicht die Glaskapillare durch die Kappe durchführen? Die braucht dann nur eine 12mm-Bohrung, und die Stabilität der Klebeverbindung dürfte auch besser sein, als wenn die nur Stirnseite der Kapillare verklebt wird.
Soll das ein Gaslaser werden?
Wie siehts denn inzwischen aus? Hast du noch Bedarf? Dann wäre eine bemaßte Zeichnung nützlich^^
Angehängte Dateien:
-

Endkappe_V-25-06-2013.png
4,7 KB
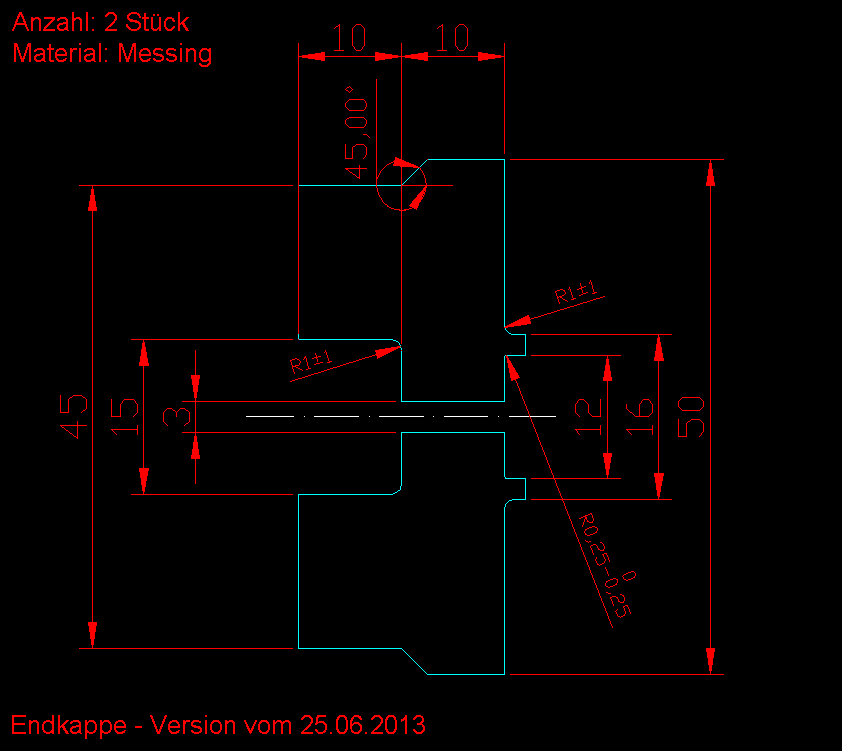
Ich melde mich erst jetzt wieder - hatte zwar am Montag schon die Besprechung mit dem technischen Glasbläser, fühlte mich die Woche über aber bescheiden und hatte keine wirkliche Lust weiter daran zu arbeiten. Es schaut nun so aus: Ich hatte den Innendurchmesser der Entladungskapillare falsch in erinnerung - es sind 0.8mm, nicht 0.6mmm! Dementsprechend ist auch der Loch in der Elektrode größer - fertigungstechnisch macht das natürlich keinen großen Unterschied, ob 0.6mm oder 0.8mm. Diese Bohrung ist immer noch kritisch, daher habe ich mich endgültig dafür entschlossen eine 'MIG-Stromdüse' (jene für 0.6mm-Draht haben einen Innendurchmesser von 0.8mm - passen also perfekt) einzulöten. Der Durchmesser des zentrischen Durchgangslochs soll nun also einfach 3mm betragen. Das Kupfer der Stromdüsen lässt sich auch ganz gut bearbeiten (jedenfalls für Kupfer) - Damit ich abgedrehte Stromdüse einfach weich einlöten kann, muss das Drehteil nun allerdings statt aus Auminium als Messing gefertigt werden. Es soll im übrigen auch kein Laser werden... Könnte mir dies jemand fertigen? Chris - Bei Dir melde ich mich gleich mal per PN! Grüße Sascha P.S.: Hier ein nettes Videos bezüglich dem herstellen kleiner Bohrungen: http://www.youtube.com/watch?v=utq4YE2Bhic ...es ist keine schwarze Magie. Wichtig ist, es wirklich ganz langsam angehen zu lassen, nur sehr wenig in das Material einzutauchen und dann den Bohrer wieder vollständig aus dem Loch zu ziehen, um Späne abzuführen. Zusätzlich schmiere/kühle ich noch mit Spiritus/Ethanol - Eigent sich gut für Buntmetalle.
Fehlt im Prinzip nur noch die Höhe des Kragens mit di=12 und da=16. Eine 0,8mm Bohrung 10 tief sollte auch direkt in Alu machbar sein, das setzt aber auch einen so kleinen Zentrierbohrer voraus.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.