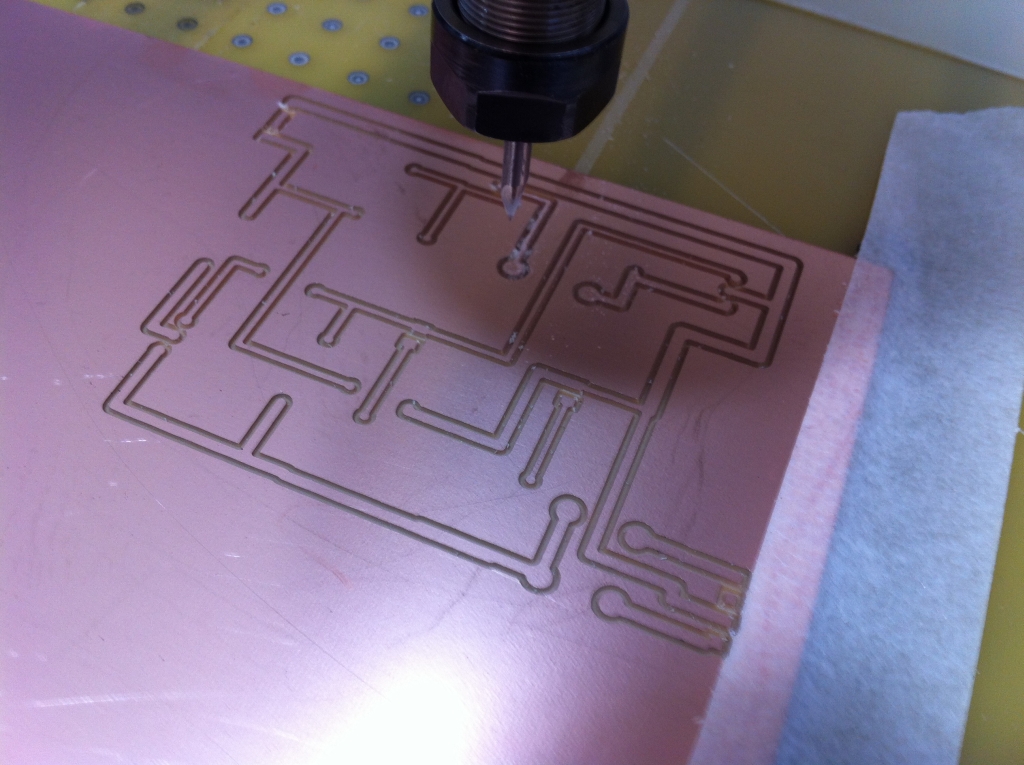
Hab heute mal einen PCB-Iso-Fräs-Test gemacht! Layout: DesignSpark (Freeware) Gerber > Iso: PCBMill (Gerber > G-Code) (Freeware) CNC Software: LinuxCNC (Freeware auf Ubuntu 8.04) CNC Machine: 6040 China-Fräse wie man sie bei im Netz/eBay findet Für grobe PCBs eigentlich recht brauchbar. Das Laminat muss nur schön flach sein.
Angehängte Dateien:
-

pcb_iso.jpg
480 KB
bin es auch am versuchen, bis jetzt hatte ich aber immer richtig fiesen Grad an den Rändern. Kannst du mal was zu schnittdaten und dem verwendeten Gravierstichel sagen?
Sieht wirklich sehr brauchbar aus.Man kann die Struktur noch feiner gestalten wenn man einen kleineren Spitzenwinkel für den Gravierfräser nimmt oder die Eintauchtiefe verringert.2-schneidige Fräser mit Stirnanschliff und kleinerem Durchmesser sind auch gut geeignet. Das von dir genannte "flache Material" stellt aber leider ein Problem dar. Einseitiges Material hat ja immer eine gewisse Verwindung,da ja nur einseitig Kupfer vorhanden ist.Bei unseren Leiterplatten-Bohrmaschinen haben immer einen Druckfuss der die Platten beim Bohr/Fräsvorgang nach unten drückt.Du hast keinen,darum gibt es beim höhenabhängigen Fräsen mit den Gravierfräsern selbstverständlich Probleme.Festkleben wie auf dem Bild geht für einen Test immer aber für einfaches und korrektes Arbeiten solltest du dir für die Platten eine Klemmvorrichtung bauen,die das Material möglichst plan auf den Tisch drückt. Gruß Tom
Kai W. schrieb: > bin es auch am versuchen, bis jetzt hatte ich aber immer richtig fiesen > Grad an den Rändern. Der Grat liegt an zu geringen Drehzahlen.Wir haben handelsübliche Isolationsfräser mit unseren Hochfrequenzspindeln getestet.War perfekt,aber die Drehzahl lag bei 80.000 - 90.000 U/min.Standzeit der Fräser war auch erfreulich lang. Allerdings liegen die Drehzahlen im Hobbybereich allgemein zwischen 20.000 und max. 30.000 U/min.Da kann man nur mit maximaler Drehzahl testen und den Vorschub schrittweise runtersetzen.Nachteil der Fräser wird wärmer und damit reduziert sich auch die Standzeit. Gruß Tom
Ich klebe die Platinen immer ganzflächig mit Doppelklebeband auf. Ich habe einen 60° Gravierstichel von hartmetalltools.de, Eintauchtiefe 2/10mm. Damit komme ich schön mit einer Leiterbahn zwischen zwei IC-Pins (im 2,54mm Raster) hindurch. Mehr brauche ich nicht. Was wichtig war, bevor es funktioniert hat: Ich habe als Opferbrett eine 22mm Multiplexplatte auf der maschine. Man glaubt gar nicht, wie wellig die Dinger sind! Da ist vorher also Planfräsen angesagt. Ich hatte erst gedacht man braucht so einen Tiefenanschlag, aber muss sagen, so klappt es jetzt auch ganz gut. LG, Björn
Das Foto war vom ersten Versuch, beim zweiten bin ich weniger tief gegangen. Allerdings ist die Leiterplatte eher grob und die Tiefe ist nicht so kritisch. Die CNC hat keinen Distanzhalter, damit muss ich aufpassen dass das Laminat sehr flach ist. Wenn der Rand hoch steht dann kann ich es ja runterkleben, aber wenn die Mitte hoch steht dann ist es schon schwieriger. Ich frag mich gerade wie genau so eine elektronische Distanzmessung ist........ Den Winkel vom Tool weiß ich nicht, ich denke 30 Grad. Ich fräse mit ca. 25-30000 und kann keinen Grad feststellen.
Ich nehme einen 40 Grad Gravierstichel. Drehzahl ca 5000 (macht keinen unterschied ob 5000 oder 20000 umdrehungen bei der Grad bildung). eintauchtiefe 0,2mm kann damit noch kleine bahnen zwischen 2,54mm ziehen. sauberes ergebniss.
Hat es schonmal einer mit denen hier probiert? Ebay: 271195502349 die hab ich mal geholt. 10tU/min und 250-600mm/min vorschub. Immer einen grad gehabt...
Nixwiss schrieb: > Hat es schonmal einer mit denen hier probiert? > Ebay: 271195502349 > > die hab ich mal geholt. 10tU/min und 250-600mm/min vorschub. > Immer einen grad gehabt... Meiner sieht fast genau so aus. Vielleicht etwas spitzer. Ich fräse derzeit allerdings nur (billiges) Phenolpapier, was ja schön weich ist. Bei FR4/CEM1 ist natürlich die Abnutzung wegen der Glasfaser viel höher. > Ich frag mich gerade wie genau so eine elektronische > Distanzmessung ist........ Da werde ich evtl. ein Problem wegen dem Staub haben. Alternative bei feineren Strukturen: Fräser raus Bluray Laserdiode rein Bungard Fotomaterial Die Iso Daten mit dem Laser abfahren und ätzen Das werde ich bei Gelegenheit auch mal testen.
Stephan Henning schrieb: > deswegen werden Platinen zwar CNC gebohrt, aber nicht gefräst. Ich bin ja auch kein Freund von der blöden Fräserei, aber mit nem einfachen Tiefenregler funktioniert auch das recht problemlos. Siehe LPKF.
Tom M. schrieb: > Der Grat liegt an zu geringen Drehzahlen. Ich hab Grat (genauer Fransen) wenn ich zu tief fahre. Ist mir gerade bei CEM-1 passiert. Ich nicht schön, aber nicht weiter schlimm. Mit mehr Drehzahl wird es bestimmt auch besser.
jan bader schrieb: > Die CNC hat keinen Distanzhalter, damit muss ich aufpassen dass das > Laminat sehr flach ist. Wenn der Rand hoch steht dann kann ich es ja > runterkleben, aber wenn die Mitte hoch steht dann ist es schon > schwieriger. Anfangs habe ich die Platinen auch (mit doppelseitigem Klebeband) auf das Maschinenbett geklebt, aber wie Tom sagt: Tom M. schrieb: > Festkleben wie auf > dem Bild geht für einen Test immer aber für einfaches und korrektes > Arbeiten solltest du dir für die Platten eine Klemmvorrichtung bauen,die > das Material möglichst plan auf den Tisch drückt. Darum habe ich mir einen Mini-Vakuumtisch für Europlatinen gebaut. Es sind eigentlich nur zwei Aluplatten. Eine hat auf der Unterseite gefräste Nuten (gitterförmig angeordnet) und einige hundert Löcher, die an die Oberfläche führen. An der Oberfläche sind sie kegelförmig aufgeweitet, um eine möglichst große Ansaugfläche zu bieten. Die zweite Platte ist von unten luftdicht gegen diese Platte geklebt. Ein normaler Staubsauger reicht, um die Platine wirklich fest zu halten. Ist alles auf der gleichen Fräse entstanden.
Angehängte Dateien:
-

iso.jpg
210 KB
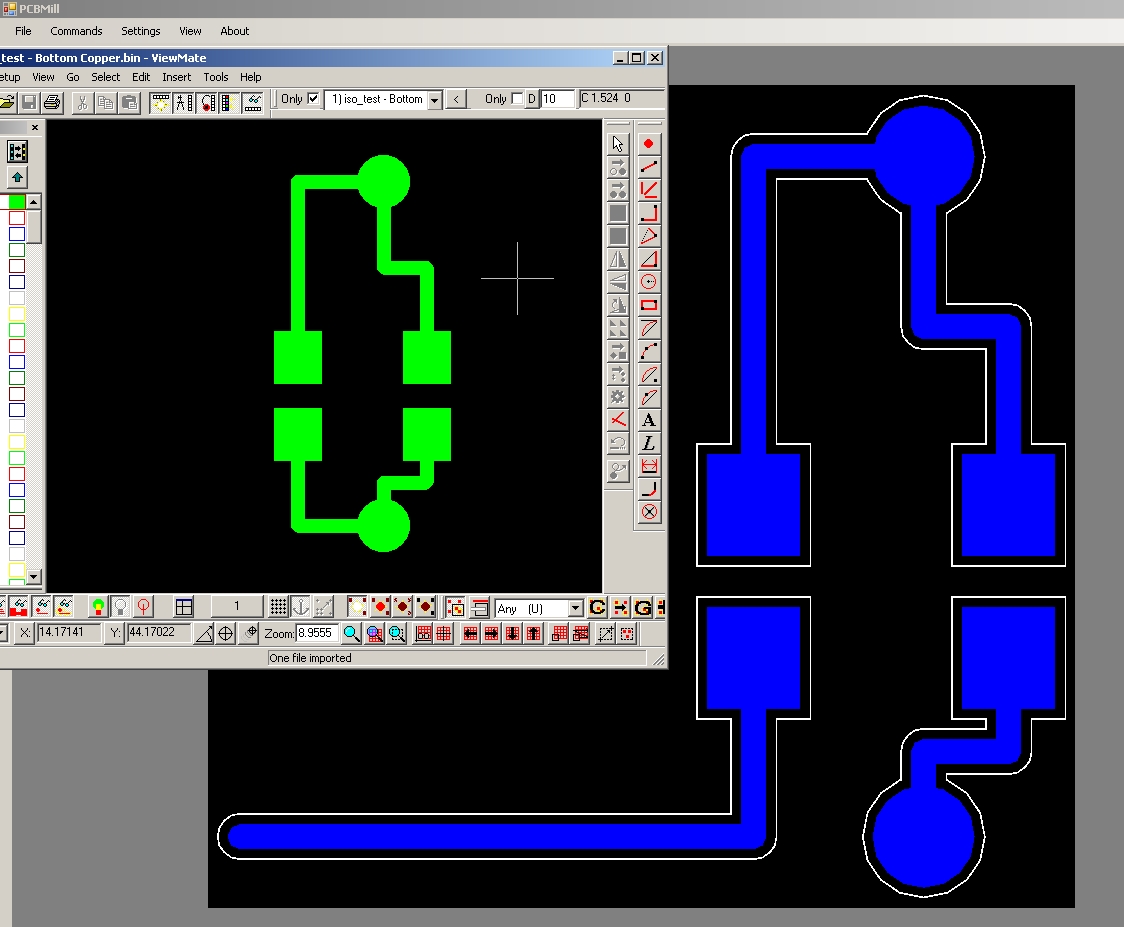
Mal eine andere Frage: Womit verwandelt ihr denn die Gerberdaten in ISO G-Code? Ich verwende das kostelose PCBMill, das ist etwas arg spartanisch und macht manchmal Fehler beim konvertieren. Als Beweiss hab ich mal einen screenshot gemacht: DesignSpark: Layout/Gerber erstellt PCBMill: Die (falsch) konvertierten ISO Daten (rechts/blau) ViewMate: Die Gerberdaten zur Kontrolle (links/grün) Was nehmt ihr denn?
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.