Hallo Leute, haben hier ein paar Leute Erfahrungen mit 3D-Druckern. Überlege mir schon länger einen zu kaufen. Allerdings ist die Technik noch relativ neu und die ein oder anderen Drucker haben bestimmt ihre Macken, welche der Hersteller natürlich nicht erwähnt. Mich würde interessieren, welche 3D Drucker ihr habt und wie die Erfahrungen so sind. Außerdem wäre noch gut zu wissen, ob hier jemand einen direkten Vergleich zwischen dem Replicator und dem Duplicator hat. Nach dem Datenblatt sehen die ziemlich identisch aus, unterscheiden sich eigentlich nur im Preis. Mfg Michael
Ich würde mal sagen eine Preisvorstellung wäre schon ziemlich sinnvoll.
Das kommt ganz klar darauf an welche Bauteilegeometrien du bauen willst. Die einfachen 3D-Drucker sind grobgesagt eine Heißklebepistole mit CNC-Steuerung. Du kannst damit nur Geometrien bauen, die stabil zusammenhängen und auf einer Platte gebaut werden können. Wenn du schwierige Geometrien bauen willst mit frei im Raum schwebenden fragilen Körpern brauchst du ein anderes Verfahren, wie z.B. Lasersintern, da brauchst du dann z.B. einen EOS P760 oder EOS P395. Da gehen auch die unmöglichsten Geometrien, da die Bauteile in einem Kunststoffpulver "freifliegend" belichtet werden. Es gibt aber Firmen, die so etwas in Lohnarbeit sintern, wie z.B. Shapeways, wenn du nicht mehrere hunderttausend Euro zahlen willst ;-)
Hi, ich habe den hier: http://www.reprap.cc//index.php?main_page=product_info&cPath=9&products_id=65 ist hat ein Bausatz, also man muß ein wenig Arbeit vorher reinstecken. Dafuer kennt man dann aber auch den Drucker und seine Konstruktion ein wenig besser als bei einem Fertig-Modell ;-) Aufbau dauert in etwa ein Wochenende. Erste Druck hat gleich funktioniert. Mittlererweile habe ich eine feineres Hotend dran, um noch feinere Struckturen zu drucken. LG n3d
Da die meisten sich auf PVC-Wickel als Arbeitsmaterial eingeschossen haben, kann man eigentlich nur noch die Preise sprechen lassen. - Die Mechanik ist in den meisten Fällen ausreichend. - Die Geschwindigkeit kannst Du vergessen, es sei denn Du kommst mit Hohlköpfen wie dem Verkäufer aus. Goethes Kopf kannst Du in ein paar Stunden modellieren. Drückst Du dann darauf, ist Schluss mit lustig. Machst Du den gleichen Kopf massiv, so brauchst Tage und Rollen. - Bedingt durch das Material ist's mit der Genauigkeit auch nicht weit her. - Es gibt natürlich, im Zubehörshop und gegen Knete, Modifikationen und Zubehör, die die "Standartauflösung" verbessern, aber dann musst Du das ganze Modell in der höheren Auflösung aufbauen. Es gibt kein grob und fein, sondern nur ein entweder oder. - Ein gern "vergessenes" Zubehörteil ist eine Erkennung, ob der Futtertrog leer ist. Dann heist's nämlich dran bleiben. Vielen Geräten ist es nämlich egal ob noch Material im Spender ist.
Wenn Du noch etwas warten kannst und nicht die Katze im Sack kaufen möchtest, dann würde ich noch bis Dezember warten. 3000 Euro sind ja doch schon Geld :-) Dann ist nämlich die Euromold in Frankfurt. Dort findest Du mittlerweile massenhaft 3D-Drucker in allen nur denkbaren Verfahren, kannst sie Dir in Ruhe ansehen, beim Drucken zugucken und die Ergebnisse wirklich "begreifen" und gut z.B. innerhalb einer Technologie vergleichen. Danach weisst Du dann, ob sich für Dich so eine Anschaffung bereits lohnt oder ob Du besser noch wartest oder auf die oder die Technologie umsteigst. Da findest Du auch kleine Firmen und natürlich kannst Du da auch kaufen, Messegeräte gibt es oft günstiger.
Mittlerweile verkauft sogar der "Fachhändler" Pearl 3D-Drucker: http://www.heise.de/hardware-hacks/meldung/3D-Kopierer-vom-Discounter-1913328.html Wie man zu Pearl und den dargebotenen Produkten auch stehen mag, das hat so schon eine etwas andere Qualität als die üblichen Bausätze (wie den 700-EUR-Velleman-Bausatz, den Reichelt für das Monatsende ankündigt), da das Gerät hier auch ohne steuernden PC genutzt werden kann, die Steuerung scheint also Gerätebestandteil zu sein (was sonst sollte den SD-Karten-Slot auch ansteuern?). Wie es um die Druckqualität bestellt ist, steht natürlich auf einem ganz andern Blatt, da wird man Testberichte o.ä. abwarten müssen.
Rufus Τ. Firefly schrieb: > Mittlerweile verkauft sogar der "Fachhändler" Pearl 3D-Drucker: > > http://www.heise.de/hardware-hacks/meldung/3D-Kopierer-vom-Discounter-1913328.html > > Wie man zu Pearl und den dargebotenen Produkten auch stehen mag, das hat > so schon eine etwas andere Qualität als die üblichen Bausätze (wie den > 700-EUR-Velleman-Bausatz, den Reichelt für das Monatsende ankündigt), da > das Gerät hier auch ohne steuernden PC genutzt werden kann, die > Steuerung scheint also Gerätebestandteil zu sein (was sonst sollte den > SD-Karten-Slot auch ansteuern?). > Bevor man den Drucker bei Pearl kauft sollte man sich vorher mal informieren. Ein Blick auf die Seite http://myriwell.cn.alibaba.com/ offenbart den tatsächlichen Einkaufspreis und den Hersteller. "Myriwell" from Riwell Enterprises Ganz ehrlich wenn ich die Zeit und das nötige Kleingeld hätte ich würde bis Ende des Jahres mich dumm und dämlich verdient haben. EK ist ca das 5 fache weniger als Perl haben will. Gerry
Gerry L. schrieb: > Bevor man den Drucker bei Pearl kauft sollte man sich vorher mal > informieren. Daß Pearl kein Hersteller ist, sollte hinreichend bekannt sein. Das Informieren auf chinesischen alibaba-Seiten aber ist nicht jedermanns Sache. Und was das mit dem Preis betrifft, da* steht "500 .00元/台" - was widersprüchlich ist, denn die Währung in Taiwan sind nicht Yuan/Renminbi, sondern Taiwan-Dollar. Der Kurs EUR-Yuan/Renminbi liegt bei 1:8, was das Myriwell-Gerät wirklich sehr billig machen würde, und in Taiwan-Dollar wäre der Preis erst recht lächerlich (1:40). Daher vermute ich, daß da irgendwo ein Missverständnis vorliegt. Zugunsten Pearls spricht, daß es keine Unklarheiten mit Lieferumfang, Gewährleistung, Produkthaftung oder auch dem schlichten Import (Zoll, Einfuhrumsatzsteuer etc.) geben wird. Außerdem: Irgendwie muss Pearl ja die jungen Damen finanzieren, die mit mehr oder weniger ... glücklichen Gesichtsausdruck im Katalog all die wichtigen Dinge des täglichen Lebens in die Kamera halten müssen *) http://translate.google.de/translate?hl=de&sl=zh-CN&tl=de&u=http%3A%2F%2Fdetail.1688.com%2Foffer%2F1226187868.html
Hi rufus, Die antwort diente eher der information als kritik an dir. Generell ist es leider hierzulande so das preise aufgerufen werden die in keinem anderen land verlangt werden wuerden. Und das k...t mich an. Was fuer eine nehmermentalitaet... Gerry
Bestellt den jemand in China für die 63€? ;) Ich häng mich da gerne an, das ist es einen Versuch wert. Anselm
Danke für die Infos. Ich dachte, dass hier schon mehrere Leute einen 3D-Drucker haben. Die sind anscheinend noch nicht so verbreitet wie gedacht. Ich würde halt vor allem eigene Gehäuse drucken wollen. Für meinen Bruder wäre so ein Drucker auch ideal. Er konstruiert recht viel und da ist es immer ganz schön, wenn man mal was greifbares hat. Vor allem bei mehreren Bauteilen wäre das ganz gut. Da könnte man einfach den Maßstab runter setzten und alle Bauteile mal über den 3D-Drucker drucken lassen. Dann merkt man gleich, wo es Probleme geben kann und ob die ganze Geschichte so funktioniert wie man sich das gedacht hat. Kann mir hier jemand sagen, wie stabil dieser Kunststoff ist, mit dem die meisten 3D-Drucker arbeiten? Wenn ich ein Gehäuse für meine Leiterplatte herstellen will, dann wäre die Wandstärke wohl so 1-3mm. Ist das machbar?
Hallo, ich besitze seit etwas über einem halben Jahr ein Ultimaker. Bin mit dem Gerät sehr zufrieden, da ich bei diesem die Preis Leistung (Genauigkeit, Schnelligkeit) mit am Besten finde. Es gab vor einiger Zeit einmal im Make Magazine ein Vergleich von den bekanntesten Geräten welche man auf dem Markt findet. Bei 3000 Euro soll man sich jedoch keine Wunder erwarten. Die Objekte müssen dennoch teilweise etwas nachgearbeitet werden (schleifen usw.). Die Genauigkeit der FDM Geräte (vor allem in dieser Preisklasse) ist jedoch mit Vorsicht zu geniessen, da das Material beim Abkühlen schrumpft und die Genauigkeit von mehreren Einstellungen abhängt (Kalibrierung des Tisches, Vorschub des Materials usw.) (Ich drucke fast nur in PLA da dies meiner Ansicht nach einfacher zu drucken, jedoch ist das Nacharbeiten aufwendiger als bei ABS) Tom (mittlerweile gibt es auch verschiedene preiswerte Stereolithografische Drucker welche wahrscheinlich genauer sind, wobei jedoch das Druckmaterial teurer ist.)
Wäre super, wenn ihr hier Bilder von Druckobjekten hochstellen könntet. Es geht mir dabei aber vor allem um die Druckgenauigkeit bzw -qualität. Deshalb müsste man wohl ziemlich nah am Objekt fotografieren. Cool wäre auch, wenn man eine Einheitsfigur hätte, welche auf verschiedenen Drucker gedruckt wird. Dann kann man da wohl besser vergleichen. Es muss ja keine große Figur sein. Einfach was ganz kleines. Da kann man dann bestimmt schon erkennen wie unterschiedlich die Ergebnisse sind.
Angehängte Dateien:
-

3d_drucker_komplett.jpg
100 KB -

3d_drucker_ersatzteil.jpg
87 KB
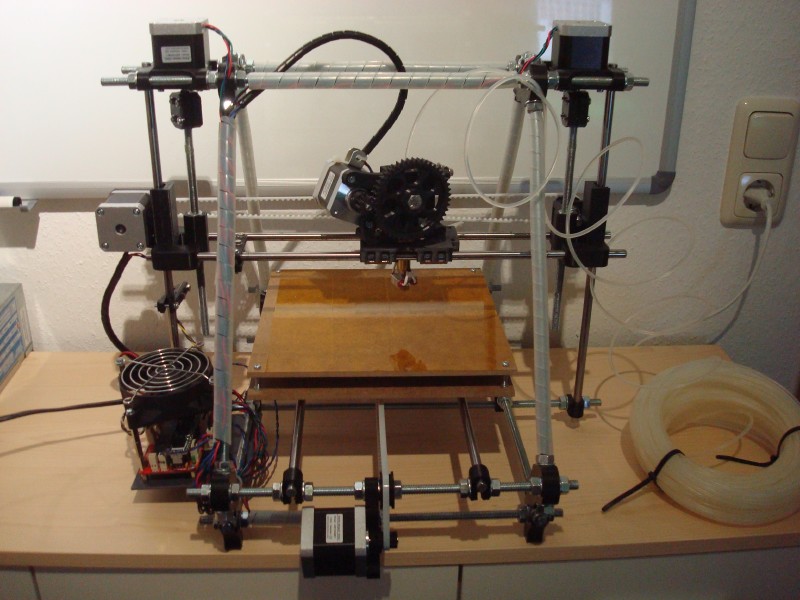

Hallo, ich habe den RepRap Mendel Prusa nachgebaut (reprap.org). Der Materialpreis lag bei ca. 400€. Die Druckqualität ist erstaunlich gut, erfordert aber viel gedult und zeit. Ein Druckergebnis habe ich mal angehängt. Links ist die Originalkappe und rechts mein deutlich stabiler ausgelegter Ersatz. Und stabil sind die Druckergebnisse auch. Ich habe letztens ein Adapter für einen Rohrmotor gedruckt, welcher die Motorwelle an einen Flansch adaptiert. VG! SE
S-Engel schrieb: > ich habe den RepRap Mendel Prusa nachgebaut (reprap.org). > > Der Materialpreis lag bei ca. 400€. > Die Druckqualität ist erstaunlich gut, erfordert aber viel gedult und > zeit. gefällt mir sehr gut. Bin im moment dabei mir alle Teile am zusammensuchen, da so ein komplettbausatz so 700-800€ kostet. Deine links aus einen älteren Beitrag sind auch sehr hilfreich: www.mikrocontroller.net/topic/282930#new Würde mich freuen, wenn du vielleicht noch paar mehr Bilder vom Drucker oder von den Druckergebnissen machen könntest.
Angehängte Dateien:
-

shapeways.png
62 KB
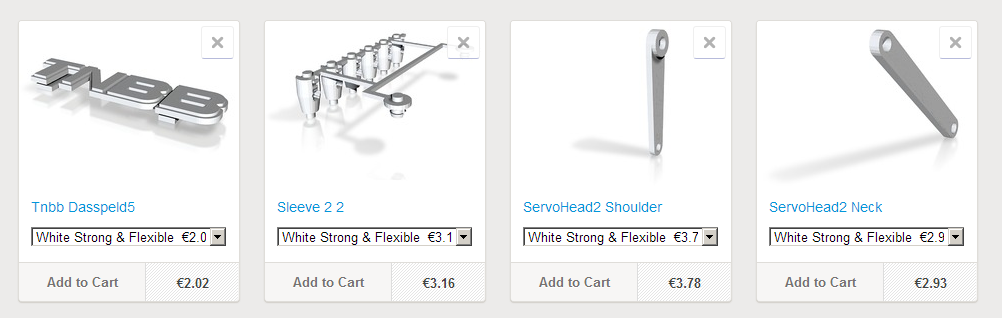
Meiner meinung... Nicht selber einen 3d-drucker kaufen sonnst via internet das design hochladen und die Komponenten bestellen. Ich bestelle sehr regelmassig bei www.shapeways.com; es gibt auch andere websites so wie www.ponoko.com (keine erfahrung). Dann kann man pro bestellung das material wahlen das mann woll (nylon, metall, silber, rubber usw) und gegen sehr niedrige preisen. Als beispiel einige Produkten als anhang. Maszgebung : der 'TNBB dasspeld' hat eine abmessung von 10x40x4mm, kostet aus nylon (WSF) etwa 2 euro, aus metal incl vergoldung etwa 12 euro. Leiferzeit WSF 2 Wochen, letzte Mal hatte ich es innerhalb von 3 Tagen zu hause. Keine orderkosten, versand (Niederlaende) etwa 7 euro. Funktioniert super. Super qualitat, 'hobby-kunden-freundlich'. Als sag ein eigenen Drucker kostet 1000 euro, dann kann ich fuer das gleiche budget mehrere hunderte 'TNBB dasspeld' Produkten bestellen, bessere Qualitat und mehr flexibel. Ok, wenn man gerne selber basteln woll mach das aber ueberlege dieser alternativ. Oder such dir ein 'Fablab' in der gegend.
Eine Prusa I3 mit Holzrahmen bekommt man für 250€ ca und ist einfach zu realisieren. Wenn mehrere Personen zusammenkommen könnte ich auch ein Kit anbieten.
chris schrieb: > Eine Prusa I3 mit Holzrahmen bekommt man für 250€ ca und ist einfach zu > realisieren. nehme an, dass Motoren,Elektronik und Extruder bei dem Preis nicht dabei sind oder?
doch, sind dabei, Sanguinololu basierend sowie StepStick. ft232rl sowie USB Buchse fehlen, dafür ist ein Olimex USB->TTL Kabel dabei. Preislich günstiger und problemloser zusammenzusetzen. Bei diesem Preis ist die Elektronik zusammenzulöten, StepStick sind SMD bestückt, die Stiftleisten sind aber noch zu löten, wer aber smd Löten kann sollte beim StepStick ein 0603 Widerstand auswechseln. Was nicht dabei ist, ist das Hotbead, also die Heizplatte, die kostet ca 15€ für ein mk2 Leiterplatte, dauert aber länger diese zu bekommen.
Ich klinke mich hier auch mal ein: Wurden solche Druckköpfe auch schon auf bereits existierenden 3-Achs-CNC-Fräsen eingesetzt. Wir haben nämlich demnächst eine solche und ich hätte gerne die Option, bei Bedarf einfach den Kopf anzuschrauben, die Heizplatte aufzuspannen und dann mal eben ein Modell zu drucken. Es wäre ja unsinnig, eine X/Y/Z-Einheit aufzubauen, wenn man sie schon hat :-) Welcher Druckkopf mit der Aufschmelzmethode ist denn im Moment der ausgereifteste? Bei ebay findet sich so etwas: 350799002041 Taugt so einer? Selbstbau käme auch in Frage - Drehbank, Fräse etc. sind vorhanden. Die Steuerungsbefehle dann in G-Code umzusetzen sollte nicht allzu schwierig sein. Aber vielleicht gibt es das alles schon?
Ja, es geht, und wenn du im Web suchst, repstrap ist der Suchbegriff. Es gibt dann aber Unterschiede zum Reprap, weil die Geschwindigkeiten der Bewegung des Reprap viel höher ist, als der CNC Maschine. Wenn du die Temperatur separat über lm385 oder attiny steuerst, dann funktioniert das problemlos.
Hallo, www.mind-2-model.at Habe einen Easy3DMaker zu Hause, funktioniert einwandfrei, bieten auch umfassenden Service und besuchen einen sofern im Umkreis von 150km, gibt auch deutsche Niederlassung www.3dfactories.de Großer Bauraum, extrem genaue und tolle Druckergebnisse, alle Ersatzteile Industriestandards und lieferbar und das beste: 2 Jahre Garantie! Haben auch alle Materialien ab Lager und im Druckerpaket ist eine kostenfreie CAD Modellreparatursoftware dabei - die braucht man bei thingiverse, um Modell wirklich fehlerfrei drucken zu können - das sagt einem vorher keiner.....weiters eine Spachtel und einen Kleber für Modellfixierung bei sehr großen Modellen die sich aufzubiegen drohen. Preis: 2.220€ inkl. Steuer (In Ö 20% - in D 19% sofern ich weiß) Kann ich nur empfehlen - viel Spaß beim Video und Drucken, lg Motzi
es gibt Ihn auch in kleineren Stückzahlen http://www.aliexpress.com/item/China-s-first-home-desktop-3D-printer-high-cost/1070773850.html mit Zoll aber auch nicht dramatisch billiger als bei Pearl.
chris schrieb: > Ja, es geht, und wenn du im Web suchst, repstrap ist der Suchbegriff. > Es gibt dann aber Unterschiede zum Reprap, weil die Geschwindigkeiten > der Bewegung des Reprap viel höher ist, als der CNC Maschine. > Wenn du die Temperatur separat über lm385 oder attiny steuerst, dann > funktioniert das problemlos. Vielen Dank, das hat weitergeholfen :-) Ich habe mich gestern Abend mal etwas eingelesen: offenbar generieren die üblichen freien Programme bereits G-Code. Man muss also nur die vierte Achse (Extruder) anschließen und kann praktisch loslegen :-) Die Temperaturregelung könnte man über bei LinuxCNC eine HAL-Komponente machen und in die Oberfläche einbinden. Das spart einen Extracontroller mit Display etc. Ja, die Fräse ist natürlich deutlich langsamer, aber ich denke, über die Parameter sollte sich das anpassen lassen. Wir werden auch nicht täglich drucken, aber ab und zu wäre es schön, etwas Begreifbares in der Hand zu haben (oder das Teil als Gussmodell verwenden zu können). Zur Not läuft die Maschine eben mal eine Nacht durch. Wir sind ja nicht unter Zeitdruck :-)
Bei PLA brauchst du auch einen Ventilator für die Düse bzw dein Werkstück. Schreib bitte auch, wie gut der China extruder ist.
Ich beschäftige mich seit 2 Jahren damit und baue mir derzeit den Prusa
I3.
(Mit Hilfe eines Vorgängermodells : auch ein Prusa)
>>> Welcher Druckkopf mit der Aufschmelzmethode ist denn im Moment der
ausgereifteste?
Ich habe bestimmt fünf oder sechs verschiedene Hotends versucht.
Nur der JHead mark V ist (Dauer-)Zuverlässig.
Der Extruder von Greg hat ein Problem die Notwendige Kraft auf den
Platik-Draht auszuüben. Besonder bei einen 1.75 mm Draht.
Der Beste (Geared...) Extruder ist m.E. der MGS - Extruder.
Die Direkt drive - Methode Extrunder habe ich noch nie versucht.
Gruß Thilo
Ich habe hier noch was: >>> Wurden solche Druckköpfe auch schon auf bereits existierenden >>> 3-Achs-CNC-Fräsen eingesetzt. Leider brauchst Du ein beheiztes Druckbett. Für PLA benötigt man min. 65 Grad, bei ABS benutze ich für die erste Lage 137 Grad, danach geht es runter auf 117 Grad. Ohne diese Heizfläche geht es nicht, da die Plastikwurst... 1. nicht auf der Unterlage haften bleibt 2. sich nicht mit den unteren Lagen verbindet. Gruß Thilo (ich kann auch ohne Rechtschreibfehler ;-)
Ich bin ich mir sicher, daß Myfairtux auch eine Hotbead Platte aus China bestellen wird, kostet ca 11€. Ansonsten gibt es noch das selbermachen, bei TME kostet eine A4 einseitige FR4 Leiterplatte 3.026€ welche man mittels Tonertransfer oder auch mittels CNC dann strukturiert, damit sie dann als Heizplatte arbeitet.
@chris: Noch habe ich ja keinen China-Druckkopf - daher die Frage, welche zu empfehlen sind :-) @THaala: Danke für Deine Meinung! Es gibt ja wirklich Dutzende verschiedener Lösungen. Die beiden Typen werde ich mir mal genauer ansehen. Die beheizbare Platte ist kein Problem. So etwas lässt sich auf einem T-Nuten-Tisch ja leicht spannen. Da der Tisch bei mir sowieso eine eigene Stromversorgung (angetriebene Spindelmutter, Magnetkupplung etc.) erhält, dürfte da auch noch etwas für die Heizplatte abfallen :-) Edit: da haben sich die Postings gerade überschnitten. Gibt es für verschiedene Kunststoffe verschiedene Platten oder gibt es die eine Platte, die perfekt ist?
>>> Edit: da haben sich die Postings gerade überschnitten. Gibt es für >>> verschiedene Kunststoffe verschiedene Platten oder gibt es die eine >>> Platte, die perfekt ist? Ich nutze diese Glas + Platinen - Lösung nicht. Sie ist bis max. 110 Grad ausgelegt. Höhere Temperaturen schädigen die Platine. Es genügt eine plane 5 mm Dicke Aluplatte. Darunter gehören diese Heizwiderstände: GBR-666/12/2 (o.Ä.) http://www.tme.eu/de/katalog/heizwiderstande_113148/#id_category=113148&s_field=artykul&s_order=ASC&visible_params=2%2C34%2C117%2C42%2C205%2C36%2C45%2C10%2C32%2C219%2C38&used_params=10%3A62185%3B ---- und natürlich ein Sensor zur Hitzeregulierung. Die Platte dann einmal mit Metallgrundierung lackieren. Danach öfters mal Haarspray auf die Platte (vor dem drucken). Es genügt selbstverständlich eine Platte. Gruß Thilo
Ich bin ein Fän des J-Hot MV. Für CNC würde ich dir den sliced wade extruder empfehlen. Ist einfach zu machen und kostengünstig. Kannst ihn aber auch selbst bauen. Ein bereits mit Drehmaschine bearbeitetes Peek kostet ca 8€. die sonstige HW ca 12€, also 20€ bei Ebay oder entsprechedem Shop inkl. Versand, ev. ca 3-4€ für die Düse kommt noch dazu. Wenn du jetzt noch Motor, ... dazurechnest, dann bist du bei ca 35€. Wenn du keine Reibahle hast, würde ich dir raten das 0.3mm Loch nicht selbst zu machen sondern so eine Düse zu kaufen. 0.5mm kann man selbst machen. Hast du beim EMC bereits die Modbus unterstützung einkompiliert ? Wenn ja würde ich dir ein Layout geben, oder bei Jakob machen lassen, welcher ein attiny45 sowie zwei Mosfets und Vusb hat. Wird über Modbus angesteuert und du kannst über den Bildschirm die Temperatur einstellen sowie anzeigen lassen. Was du aber eintscheiden musst, ist ob du 3mm oder 1.75mm Filament Durchmesser nimmst. Der Jhead geht im Prinzip für beides, es braucht nur einen anderen Teflon Schlauch. Der Extruder ist aber anders gemacht, je nach dem was du auswählst. Materialien, im Prinzip brauchst du beide. Es gibt dann auch noch Holz sowie Leitendes Filament, als auch welches, was sich auflöst. Ich mache jetzt das Angebot, es müssen aber 8 Maschinen zusammenkommen. Je 270€ ink Hotbead sowie Versand und Demo Verbrauchmaterial mit 20x20x25 Print size. Dies für EWG ausgenommen CH. Für CNC, dasselbe für 45€, Controller, Headbead, Extruder sowie Hotend und Ventilator auf Eurohals. Bei 4 Maschinen sind es 360€.
Chris ld schrieb: > Ich bin ein Fän des J-Hot MV. Für CNC würde ich dir den sliced wade > extruder > empfehlen. Ist einfach zu machen und kostengünstig. Kannst ihn aber auch > selbst bauen. Ein bereits mit Drehmaschine bearbeitetes Peek kostet ca > 8€. > die sonstige HW ca 12€, also 20€ bei Ebay oder entsprechedem Shop inkl. > Versand, ev. ca 3-4€ für die Düse kommt noch dazu. Wenn du jetzt noch > Motor, ... dazurechnest, dann bist du bei ca 35€. > Wenn du keine Reibahle hast, würde ich dir raten das 0.3mm Loch nicht > selbst zu machen sondern so eine Düse zu kaufen. 0.5mm kann man selbst > machen. Ja, für den Preis stelle ich mich mit Sicherheit nicht selbst an die Drehbank/Fräse ;-) > Hast du beim EMC bereits die Modbus unterstützung einkompiliert ? Bisher nicht - wie gesagt: unsere Fräse ist noch im Aufbau, ich beginne gerade mit der Verkabelung des Schaltschranks. > Wenn ja würde ich dir ein Layout geben, oder bei Jakob machen lassen, > welcher ein attiny45 sowie zwei Mosfets und Vusb hat. > Wird über Modbus angesteuert und du kannst über den Bildschirm die > Temperatur einstellen sowie anzeigen lassen. Gibt es dazu nähere Infos? Dann kann ich schon passende Strippen in die Energieketten einziehen (eine für den Tisch, die andere für den Druckkopf). > Was du aber eintscheiden musst, ist ob du 3mm oder 1.75mm Filament > Durchmesser nimmst. Worin außer dem Durchmesser unterscheiden sich diese denn? Wenn die Druckqualität identisch ist, dürfte es nur der Preis sein, oder? > Der Jhead geht im Prinzip für beides, es braucht > nur einen anderen Teflon Schlauch. Der Extruder ist aber anders gemacht, > je nach dem was du auswählst. Materialien, im Prinzip brauchst du beide. > Es gibt dann auch noch Holz sowie Leitendes Filament, als auch welches, > was sich auflöst. > > Ich mache jetzt das Angebot, es müssen aber 8 Maschinen zusammenkommen. > Je 270€ ink Hotbead sowie Versand und Demo Verbrauchmaterial mit > 20x20x25 Print size. Dies für EWG ausgenommen CH. > Für CNC, dasselbe für 45€, Controller, Headbead, Extruder sowie Hotend > und Ventilator auf Eurohals. > Bei 4 Maschinen sind es 360€. Argh, immer "langsam mit die alten Pferde" ;-) Ich bin da noch nicht so tief in der Materie sondern sammel erstmal Infos zum aktuell besten Kopf. Interessant wird es ja erst, wenn die Fräse dann hoffentlich in ein bis zwei Monaten das erste Mal fährt. Auf jeden Fall schon mal Danke für die bisherigen Tipps an Euch, auch für die Tischheizung. Scheint dann ja nicht kritisch zu sein. Wir benötigen hier sowieso öfter 10mm-Aluplatten, in denen 24V-Heizpatronen sitzen. Dann könnte ich die ja direkt nehmen :-)
>>> Worin außer dem Durchmesser unterscheiden sich diese denn? Wenn die >>> Druckqualität identisch ist, dürfte es nur der Preis sein, oder? Eigentlich nicht. Einige argumentieren mit kleinerem Dosiermengen. Das ist aber gegenüber den Problemen mit dem Anpressdruck am Mitnehmer für das Filament aber unwesentlich. Ich empfehle: Bleibe zunächst bei 3mm Filament. In dem Zusammenhang vergaß noch was zu erwähnen: Wenn ich von zuverlässigen Hotend und dem Problemen bei dem Druck auf den Filament-Mitnehmer spreche, gilt dies immer nur im Bezug auf einen Auslaß der Düse von 0,3 mm oder 0,35 mm. Bei 0,5 mm Düsenauslaßdurchmesser ist dies weit unkritischer. Du kannst Dir sicher vorstellen, dass ein gewisser Druck notwendig ist um die zähflüssige Plastikmasse durch einen Auslaß von 0,35 mm zu drücken. >>> Auf jeden Fall schon mal Danke für die bisherigen Tipps an Euch, auch >>> für die Tischheizung. Scheint dann ja nicht kritisch zu sein. Wir >>> benötigen hier sowieso öfter 10mm-Aluplatten, in denen 24V-Heizpatronen >>> sitzen. Dann könnte ich die ja direkt nehmen :-) Wenn diese Platte nicht bewegt wird - ja. Allerdings ist die Wartezeit für Aufheizen immer nervig (vor allem bei ABS). Noch schlimmer ist die Abkühlzeit. Das Teil ist fertig - aber man darf es erst bei 45 Grad herunternehmen..... Die Druckplatte ist kritisch. Vor allem die Haftung des ersten Layers. Was bei der Glasplatten - Fraktion immer unterschlagen wird ist die Tatsache, dass die Haftung auf Glas völlig ungenügend ist. Die meisten bekleben die Platte ziemlich aufändig mit Kaptonband. Das ist nicht verschleißfrei. Man muss es öfters machen. Da ist mir der gelegentliche Griff zum Haarspray lieber. Gruß Thilo
THaala schrieb: >>>> Worin außer dem Durchmesser unterscheiden sich diese denn? Wenn die >>>> Druckqualität identisch ist, dürfte es nur der Preis sein, oder? > > Eigentlich nicht. Einige argumentieren mit kleinerem Dosiermengen. > Das ist aber gegenüber den Problemen mit dem Anpressdruck am Mitnehmer > für das Filament aber unwesentlich. Ich empfehle: Bleibe zunächst bei > 3mm Filament. Gut, dann ist das schonmal geklärt :-) > In dem Zusammenhang vergaß noch was zu erwähnen: > Wenn ich von zuverlässigen Hotend und dem Problemen bei dem Druck auf > den Filament-Mitnehmer spreche, gilt dies immer nur im Bezug auf einen > Auslaß der Düse von 0,3 mm oder 0,35 mm. > Bei 0,5 mm Düsenauslaßdurchmesser ist dies weit unkritischer. Du kannst > Dir sicher vorstellen, dass ein gewisser Druck notwendig ist um die > zähflüssige Plastikmasse durch einen Auslaß von 0,35 mm zu drücken. Ja, ich habe auch schon 0,2mm-Düsen gefunden. Wenn ich das im Netz Gelesene soweit bzgl. Düsendurchmesser richtig verstanden habe, so bedeuten kleinere Durchmesser natürlich kleinere minimale Wandstärken und eine längere Druckzeit. Aber werden die Teile damit auch genauer - z.B. weil der Stang nicht so verläuft? Die Positioniergenauigkeit selbst ändert sich ja nicht. Gab es auch schon Versuche mit Schneckenextrudern (ähnlich Spritzgussmaschinen)? So dass das Filament quasi zuerst zu einem Brei aufgeschmolzen und dann per Schnecke auf den nötigen Druck gebracht wird? >>>> Auf jeden Fall schon mal Danke für die bisherigen Tipps an Euch, auch >>>> für die Tischheizung. Scheint dann ja nicht kritisch zu sein. Wir >>>> benötigen hier sowieso öfter 10mm-Aluplatten, in denen 24V-Heizpatronen >>>> sitzen. Dann könnte ich die ja direkt nehmen :-) > > Wenn diese Platte nicht bewegt wird - ja. Allerdings ist die Wartezeit > für Aufheizen immer nervig (vor allem bei ABS). Noch schlimmer ist die > Abkühlzeit. Das Teil ist fertig - aber man darf es erst bei 45 Grad > herunternehmen..... Guter Hinweis. Eventuell könnte ich da mit zusätzlichen Längsbohrungen und etwas Druckluft schneller runterkühlen - sogar vollautomatisch. Für den Werkzeugwechsler benötige ich eh Pneumatik. Eine Wasserkühlung währe wohl übertrieben :-) Das Aufheizen sollte flott gehen, die Heizpatronen haben entsprechend Leistung (bis 1kW :-) > Die Druckplatte ist kritisch. Vor allem die Haftung des ersten Layers. > Was bei der Glasplatten - Fraktion immer unterschlagen wird ist die > Tatsache, dass die Haftung auf Glas völlig ungenügend ist. Die meisten > bekleben die Platte ziemlich aufändig mit Kaptonband. Das ist nicht > verschleißfrei. Man muss es öfters machen. > > Da ist mir der gelegentliche Griff zum Haarspray lieber. Ja, die Frage der Haftung habe ich mir bei den Glasplatten auch schon gestellt. Da gefällt mir die Haarspraylösung (erstaunlich, dass das die Temperaturen aushält) sehr gut. Was ist das für eine Metallgrundierung, die Du verwendest? So etwas wie Brantho Korrux? Was passiert denn auf einer reinen, polierten Aluoberfläche? > > Gruß Thilo
>>> Aber werden die Teile damit auch genauer - z.B. weil der Stang nicht >>> so verläuft? Die Positioniergenauigkeit selbst ändert sich ja nicht. M.E. werden Sie genauer. Das liegt aber tatsächlich an der Dosierung. Bei einem 0,5 mm Auslaß sind auch die Mengen die Austreten - obwohl sie nicht rauskommen sollen - größer. Leider steigen auch die Zeiten für den Druck exorbitant an. Daher gibt es derzeit auch den Trend zu Dual-Extruder. Dabei werden die Außenwände mit der feinen Düse erstellt. Der Infill geht dann über die 0,5 er Düse. Ob Du es willst oder nicht: Aus dem Schmelzraum läuft nach und nach immer etwas aus der Düse, trotzdem der Extruder durch Rückwärtslauf für Entspannung im Schmelzraum sorgt. Aus diesem Grund bringen auch solche Schneckengetriebe nichts. Der Schmelzraum ist so groß, dass kleine Volumenänderungen im Zulauf nur den Druck etwas erhöhen. Diese minimalen Erhöhungen kommt aber nicht bis zur Düse sondern verpuffen im Stauraum (durch wölbungen etc.). In Wirklichkeit entsteht eine Totzeit, vom Anpressen bis zum Austritt die den Druck irgendwann unmöglich macht. Nein - es hilft nur eins: Den Schmelzraum so Klein wie möglich aber so Groß wie nötig zu halten. (Daher J-Head, hier ist das Verhältnis m.E. ideal, es wird ja auch schon seit ziemlich langer Zeit verbessert.) Das mit dem Abkühlen musst Du probieren. Speziel bei ABS verziehen sich manche Teile, dabei hilft es langsam abzukühlen. Die Grundierung ist aus dem Baumarkt - von Hammerite:-) Es kann sein das man die Grundierung nicht braucht. Allerindgs wäre dann das Haarspray der alleinige Haftvermittler. Ich habe es noch nicht versucht. Gruß Thilo
Was ist denn mit so einem Teil möglich? Riemenscheibe für Zahnriemen? Schrägverzahnte Zahnräder für den Roboter? Irgendwie ist das Problem doch: entweder der Kunststoffdraht ist dünn, dann hat man ein hohe Auflösung, aber das Drucken dauert ewig, oder umgekehrt ... Eine Lösung wäre vielleicht ein Druckkopf mit sehr feinen Düsen, aber davon mehrere Parallel. Wie beim Tintenstrahler. Oder ein 3D Laserdrucker. Das würde sogar mit der aktuellen Technik gehen. Dazu müßte man nur das "Papier" nach jeder Schicht ein Stück von der Trommel wegbewegen.
Hi, also ich habe mit meiner Spiegelglasplatte auf einem MK2 montiert keinerlei Problem beim "Andruck". Und auch später nicht. Die Glasplatte hat den Vorteil, das sie sich leicht wieder abkühlen lässt, nach dem Entfernen von der MK2. Muss halt nur ordentlich sauber gehalten werden, aber das versteht sich ja von selbst. ;-) LG n3d
Ich arbeite mit 3mm Material, weil der Kg Preis beim 3mm günstiger ist als bei 1.75 . Beim dünneren Material braucht es weniger Druck um den 1.75 Durchmesser durch eine 0.3mm Düse zu pressen, als bei 3mm Durchmesser. Leuchtet auch ein. Auch soll bzw ist das Ergebnis besser da das Material weniger nach der Düse expandiert. Wegen Abkühlen, die CNC ist sicherlich groß. Da wird es warscheinlich vorteilhafter sein, daß du zwei Heizplatten machst.
>>> Beim dünneren Material braucht es weniger Druck um den >>> 1.75 Durchmesser durch eine 0.3mm Düse zu pressen, als bei 3mm >>> Durchmesser. @chris_ld Darüber solltest Du nochmals nachdenken. @Name Schmame (Gast) Das von Dir genannte ist alles möglich. Schau mal bei www.thingiverse nach. Allerdings gibt es eine naürliche Grenze nach unten bezüglich der Feinheit der Strukturen und der Stabilität. Der Druck über diese Technik ist nur in einer Richtung stabil, nämlich in der Längsrichtung des Fadens. Die anderen zwei Dimensionen entstehen durch Verklebung. Dabei ist aber leider nur die aktuelle Lage richtig heiß. die Lage darunter ist schon deutlich kühler. Muss ja auch sein sonst würde die Lage davor ja auch verformt - was man nicht haben will. Daher ist eine Beanspruchung auf Biegung/Scherung in der Z-Richtung zu vermeiden. Es gibt noch zwei weitere mir bekannte Arten 3d - Drucker. Die einen Arbeiten mit Schichten aus Pulver. das wird befeuchtet und gehärtet - Schicht für Schicht. Die Outputs sind derartig robust, das man sogar Prototypen von Fahradrahmen davon machen kann. Die anderen Arbeiten mit einer Flüssigkeit die von einem Laser punktuell gehärtet wird. Es entstehen Formen quasi aus dem Nichts. Ein wunderbarer Anblick. Im Netz gibts davon Videos.... Gruß T.
Thaala schrieb: > Es gibt noch zwei weitere mir bekannte Arten 3d - Drucker. Ja die Variante wo ein Tank mit Kunstharz mittels UV-Laser beleuchtet wird gibts. Dort wo der Laser fokussiert ist, härtet das Harz aus. Gibts mWn schon lange für medizinische Zwecke. Knochenmodelle, forensische Rekonstruktion, etc. Das hab ich als Kind schon in der Knoff Hoff Show gesehen :P Dieses Kunststoffadenprinzip scheint mir sehr primitiv und unausgereift. Langsam, schlechte Auflösung, schlechte mechanische Stabilität, Nacharbeit notwendig ... Thaala schrieb: > Die einen Arbeiten mit Schichten aus Pulver. das wird befeuchtet und > gehärtet - Schicht für Schicht. Die Outputs sind derartig robust, das > man sogar Prototypen von Fahradrahmen davon machen kann. Wie wird das Pulver aufgetragen? Das Laserdruckerprinzip müßte sich doch eignen. Eine Trommel wird elektrostatisch aufgeladen und dann mit einem Laser die nicht zu druckenden Punkte entladen. Dann wird der Toner von der Trommel aufgenommen (ist ja nur farbiges Kunststoffpulver). Das Werkstück ist dann entgegengesetzt geladen und die Trommel wird über das Werkstück "abgerollt" und das Pulver haftet durch die elektrostatische Anziehung. Das Aufschmelzen müsste doch auch so gehen wie beim 2D-Drucker, also mit einer beheizten Teflonwalze nochmal drüberrollen. Damit hätte man dann eine extrem hohe Auflösung (1200dpi=0.02mm) und eine ebenso hohe Geschwindigkeit, da eine komplette Schicht über die gesamte Breite mittels Bewegung in nur einer Achse aufgetragen würde.
Das Fadenprinzip ist natürlich nicht so gut wie andere Verfahren, aber man muss da abwägen: es ist sicherlich das preiswerteste. Es gibt mittlerweile sooo viele Verfahren, das man sich die gar nicht alle merken kann. Ein ganz pfiffiges hab ich auf der letzten Euromold gesehen. Da wurde von einem Stapel normalen A4-Papiers immer ein Blatt geholt, dann mit einer Art Tintenstrahlkopf Kleber auf den bereits bestehenden "Modellstapel" gesprüht und das Blatt auf diesem verpresst. Dann hat ein Schleppmesser für diese Lage die entsprechenden Konturen aus diesem Blatt geschnitten, dazu noch ein Raster außerhalb des Modells, so dass nachher kleine Würfelchen rausgebrochen werden konnten. In der Mitte blieb dann das - solide - Modell aus "Vollpapier". Mit einem zusätzlichen Farbdruckkopf konnte das Papier noch auch je nach Lage eingefärbt werden, so dass man später ein farbiges Modell hatte. Geniale Sache. Die Modelle waren toll und erstaunlich fein. Dazu sind die Materialkosten natürlich extrem gering - etwas Kleber und normales Papier :-) Und so gibt es eine Vielfalt an Möglichkeiten - alle mit Vor- und Nachteilen. Ich kann es nur wiederholen: besucht mal die Euromold im Dezember. Da ist wirklich alles an 3D-Technologien vertreten. Und jedes Jahr kommen neue hinzu. Der 3D-Bereich ist in den letzten Jahren förmlich explodiert.
Chris D. schrieb: > Ein ganz pfiffiges hab ich auf der letzten Euromold gesehen. Da wurde > von einem Stapel normalen A4-Papiers immer ein Blatt geholt, dann mit > einer Art Tintenstrahlkopf Kleber auf den bereits bestehenden > "Modellstapel" gesprüht und das Blatt auf diesem verpresst. Dann hat ein > Schleppmesser für diese Lage die entsprechenden Konturen aus diesem > Blatt geschnitten, dazu noch ein Raster außerhalb des Modells, so dass > nachher kleine Würfelchen rausgebrochen werden konnten. In der Mitte > blieb dann das - solide - Modell aus "Vollpapier". Mit einem > zusätzlichen Farbdruckkopf konnte das Papier noch auch je nach Lage > eingefärbt werden, so dass man später ein farbiges Modell hatte. Interessant. Michael Hansmeyer hat seine Säulen ähnlich hergestellt, allerdings nur die einzelnen Schichten CNC-geschnitten und manuell zusammengefügt. http://www.architizer.com/en_us/blog/dyn/29558/the-worlds-most-intricately-designed-columns-the-sixth-order-at-the-gwangju-design-biennale-2011/#.UelUtG21v0o Da fällt mir noch ein ... dieses Drahtverfahren könnte man statt mit Kunststoff ja mit einem Metalldraht machen. Also im Prinzip: einen MIG-Schweisskopf in eine CNC-Fräse montieren. Auftragsschweißen ist ja ein etabliertes Verfahren. Oder gleich mit Metallpulver und Laser: http://www.eifeler-lasertechnik.de/cms/auftragschweissen.html Metallobjekte in 3D zu drucken, das wird dann richtig interessant.
Gerry L. schrieb: > Bevor man den Drucker bei Pearl kauft sollte man sich vorher mal > informieren. > Ein Blick auf die Seite http://myriwell.cn.alibaba.com/ offenbart den > tatsächlichen Einkaufspreis und den Hersteller. > "Myriwell" from Riwell Enterprises > > Ganz ehrlich wenn ich die Zeit und das nötige Kleingeld hätte ich würde > bis Ende des Jahres mich dumm und dämlich verdient haben. > EK ist ca das 5 fache weniger als Perl haben will. Bevor noch mehr Leute auf die Idee kommen den armen Mann zu nerven, hier mein Gespräch: > Ich: How expensive is it? 500 Chinese Yuan? > Er: No, 500RMB is a deposit, the machines now price is 800 euros. Dann noch viel spaß.
>> Ich: How expensive is it? 500 Chinese Yuan? >> Er: No, 500RMB is a deposit, the machines now price is 800 euros. Da schau her. Danke für die Info. Gerry
was ist eigentlich von der MakiBox zu halten? Für den Preis würd ich schon fast schwach werden...
Gerhard W. schrieb: > was ist eigentlich von der MakiBox zu halten? wird sich wohl erst noch zeigen, ob die Makibox ihren Preis wert ist. Da so weit ich weiss, noch keine Makiboxen ausgeliefert worden sind. Beobachte das ganze auch schon etwas länger. Gerhard W. schrieb: > Für den Preis würd ich schon fast schwach werden... Da bist du nicht der einzige! Bin auch schon länger in der Versuchung mir eine zu bestellen. Werd wohl aber noch ein bischen Warten, bis die Version mit dem Heizbett kommt.
Kann persönlich noch die Drucker von RepRapPro empfehlen: http://reprappro.com/products/ hab selbst seit 1,5 Jahren nen Huxley, Ergebnisse kann man hier sehen: http://www.thingiverse.com/joo/made/ Mit bischen Aceton-Dampf oder Modellbaustreu bekommt man im übrigen auch eine etwas breitere Auswahl an Oberflächen-Strukturen, anstatt den Standard FDM-Style: http://www.flickr.com/photos/p1hde/9168410368/ http://www.flickr.com/photos/p1hde/9168578100/
Hallo Johannes, Johannes H. schrieb: > Mit bischen Aceton-Dampf oder Modellbaustreu bekommt man im übrigen auch > eine etwas breitere Auswahl an Oberflächen-Strukturen, anstatt den > Standard FDM-Style: > http://www.flickr.com/photos/p1hde/9168410368/ > http://www.flickr.com/photos/p1hde/9168578100/ Das ist sehr interessant, denn mich hat der "FDM-Style" schon etwas abgeschreckt. Insbesondere interessiert mich die glänzende Figur in der Mitte, da solche Oberflächen natürlich für Gussmodelle sehr günstig wären. Wie hat man sich so eine "Acetondampfbehandlung" vorzustellen und wie maßhaltig sind die Sachen nach der Behandlung?
Du erhitzt ein Gefäß mit Aceton, darin im Dampf steht dein Modell. Das Aceton greift das ABS an und "glättet" die Oberfläche, Es soll nur nicht besonders lecker riechen ;) Da ich selbst noch keinen Drucker habe, kann ich über die Maßhaltigkeit nichts sagen. Anselm
Die Acetondampfmethode ist relativ einfach: Das beheizte 3D-Drucker Druckbett auf 100-110°C einstellen, Glas mit einem esslöffel Aceton draufstellen und zu glättendes Objekt reinhängen oder auf abstandhalter stellen. Dauert keine 30 Minuten und man hat die Quali des Drucks in der Mitte. Der Druck rechts ist im übrigen das gleiche mit matten Sprühlack aus dem Baumarkt nachbearbeitet. Flammquellen sollte man allerdings tunlichst fernhalten: https://www.youtube.com/watch?v=ZJWhfpWlGFg Noch ganz allgemein: In FabLabs/Hackerspaces (http://hackerspaces.org/wiki/List_of_Hacker_Spaces) stehen fast immer 3D-Drucker rum, sollte man sich mal einen in live ansehen wollen.
Johannes H. schrieb: > hab selbst seit 1,5 Jahren nen Huxley, Ergebnisse kann man hier sehen: > http://www.thingiverse.com/joo/made/ Hattest du schon viele Probleme mit der Mechanik ? Ich bin derzeit selber am überlegen mir auch einen 3D Drucker zuzulegen. Der Huxley ist bei mir in der näheren Auswahl weil mir der Druckbereich wohl reicht und er recht kompakt ist. Allerdings habe ich schon einiges an schlechtes von den printed Parts gehört und wenn dann wirklich mal ein Plastikteil bricht darft man ja meist ein großteil der Mechanik zerlegen zum austauschen. Also Reparaturfreundlich ist diese Bauart bestimmt nicht. Deswegen liebäugele ich derzeit mit den Pursa I3. Dann evtl. sogar nur in 6" statt 8": http://www.makerfarm.com/index.php/3d-printer-kits/prusa-i3-kit.html Oder halt die für nich noch stabilere/reparaturfreundlichere Version mit den 6mm Alu Platte: http://reprapuniverse.com/catalog/product_info.php?products_id=90 mfg Olaf
Hallo Olaf, wenn es Dir um Stabilität geht, nimm lieber einen MendelMax. Bei den Druckteilen kommt es immer darauf an, wieviel Zeit und Liebe der Anbieter sich genommen hat um diese zu drucken. bin mit meinem MendelMax ( http://www.reprap.cc//index.php?main_page=product_info&cPath=9&products_id=65 ) bisher (ca 4 Monate) sehr zu frieden. ;-) LG n3d
Stabilität ist wohl in der Tat ein MendelMax besser, die Steiffigkeit vom Huxley ist allerdings absolut ausreichend. Fahre Außenkonturen mit 80mm/s, Infill mit 100mm/s, was wenn nur vom Ultimaker übertroffen wird (rede hier von nutzbaren Geschwindigkeiten... die auf Shops gerne angegebenen, sehr hohen Geschwindigkeiten verursachen oft "Wellen" von den Vibrationen in der Oberfläche). Die Druckteile halten bisjetzt alle, selbst als mein Hotend wegen neuer, selbst rumgepfuschter Firmware mal fast verkohlt wäre (hat schon geraucht) ist an der Aufhängung nichts verformt. Wie du schon sagst ist der Footprint halt sehr kompakt. Die 14x14cm Grundplatte reicht mir persönlich aus, einzig die Druckhöhe von etwa 9-10cm ist etwas gering, aber mit nem kleinen Umbau geht das auch locker auf 14cm hoch. Vorteil von den Ultimaker/RepRapPro Druckern ist halt das geringe Gewicht der Druckköpfe, da die Extrudermotoren ausgelagert sind (Bowden Prinzip) und die Druckgeschwindigkeit dementsprechend hoch ist. Wer wie ich ne Stadtwohnung hat und die Drucker nicht gern unbeaufsichtigt lassen will ist dann schon angeraten nen flotteres Modell zu suchen.
Habe hier mal 2 Drucker bei ebay gesehen: 1: http://www.ebay.de/itm/Dual-3D-Drucker-AX1058-3D-Printer-3D-Drucker-Extruder-neu-Dual-Drucker-/121150374153?pt=Drucker&hash=item1c35200109 2: http://www.ebay.de/itm/3D-Drucker-Printer-Extruder-Duplicator-3-ABS-PLA-Fertiggerat-inkl-Software-NEU-/310707794918?pt=Drucker&hash=item4857a0b3e6 Kann mir von euch jemand sagen, warum der zweite Drucker ca. das doppelte kostet? Aus meiner Sicht kann der erste Drucker sogar mehr. - verschiedene Materialien - doppelter "Druckkopf" - größerer Druckbereich Hat hier schon jemand Erfahrungen mit einem von diesen Modellen?
Es wird der gleiche Drucker sein. Der Arbeitsbereich ist gleich. Der teurere ist aber ein "Neugerät aus Deutschland".
Beide Drucker sind nachbauten des Makerbot Replicator. Die Pläne hat Makerbot frei zur Verfügung gestellt (Creative Commons) , nachdem die den Replicator 2 rausgebracht haben. http://www.thingiverse.com/thing:18813 VG!
Das Thema geht mir auch schon länger im Kopf rum und ich komme immer zu dem Schluß das die Hardware eigentlich nicht so das Problem ist. Ich häng eher immer bei der Software. Und dazu wird immer sehr wenig geschrieben. Einerseits brauch ich ja ein 3D Model das ich mit CAD erstelle... aber wie macht ihr dann die Fahrwege für den Drucker? Is da schon eine entsprechende Software dabei? Ich denke das insbesondere bei dem Fadenteilen der "Aufbau" bzw. die Richtungen und Reihenfolgen maßgeblich die Stabilität beeinflussen, oder? Ich persönlich bin Fan von der Flüssigharz-Variante. => http://3dhomemade.blogspot.de/ Einfachstes mechanisches Prinzip... (eine Achse) Superstabile teile (je nach Material bis Bauhelmqualität). Dafür Panscherei, teures Harz (noch). Hatte schon Bauteile in der Hand... konnten 1:1 direkt in Fahrzeugprototypen eingesetzt werden. Unglaublich robust und fein. Aber hier muss ich das 3D-Model dann auch wieder in Schichten schneiden etc. Mit welcher Software macht ihr sowas? Es gibt wohl diverse Plugins für die ganzen CAD Programme welche aber scheinbar nur mit gefrickel das ausgeben was sie sollen.
Michael Wiesent schrieb: > Habe hier mal 2 Drucker bei ebay gesehen: > 1: > Ebay-Artikel Nr. 121150374153 > 2: > Ebay-Artikel Nr. 310707794918 Ich finds auch lustig, dass die Nachbauten kaum billiger sind als das Orginal. Im gegensatz zu Arduino-Clones kann man sich bei denen wohl leider sicher sein, dass man gefrickel und Probleme gratis mit dazubekommt. Vom FabLab hier im Nürnberg her kam ich schon mit den verschiedensten Systemen in Kontakt, solange man auf die "bekannteren" Systeme (vorallem RepRap-basierend) setzt, sollte man wenig Probleme haben. Schwierig ist es vorallem bei kleinen Versendern die nur in Foren/Ebay/etc werben und schonmal null Support wie nen Forum bieten. Ausnahme da wäre allerdings Bits from Bytes... langsam, schlechtes Druckbild und gefrickel wenn was kaputt geht.
Franz B. schrieb: > Ich persönlich bin Fan von der Flüssigharz-Variante. > => http://3dhomemade.blogspot.de/ Ja, aber von dem hat man schon seit >1 Jahr nixmehr gehört. Obwohl sein Kit ja laut Blog fertig sein müsste. Anselm
Hallo Chris und alle die hier lesen, ich habe mal hier ein wenig gelesen und bin mal zurückgegangen in den Beiträgen. Also im Prinzip würde es auf einer CNC-Fräsemaschine gehen, aber es darf nicht vergessen werden, daß man eine 4.Achse benötigt, also nur X, Y und Z, daß reicht nur für die Verfahrwege. Die 4.Achse ist im Standard G-Code der Buchstabe A, aber im G-Code der 3D-Drucker ist es der Buchstabe E (Extruder), welcher ja das Filament in das Hotend befördert. Wenn es mehrere Extruder, dann werden diese mit dem Buchstaben T (Tool) angesprochen. Der Erste ist T0, der Zweite ist T1 usw... Weiterhin kommen viele Maschinenbefehle, also M-Befehle dazu, welche Sonderfunktionen anspricht, welche die CNC-Fäsmaschine nicht kennt, also wie Heizung ON oder OFF, Lüfter ON oder OFF, sowie diverse Parameter und Zeitangaben, also ich denke da ist die CNC-Steuerung der Fräse einfach nicht für ausgelegt. Ich bin kein Elektroniker, sondern nur ein alter Rentner, der in seinem Leben einiges mit Cad-CAM und CNC zu tun hatte und sich immernoch für derartige Techniken interessiert. Möchte dies nur als Denkanstoß beitragen. Viele Grüsse an Alle Cornelius
Hallo EP2015, ja habe ich. Auch wenn die Beiträge schon etwas älter sind, so sind sie doch nach wie vor interessant. Es ist schade, daß ich es erst gestern gelesen habe und nach so langer Zeit noch meinen Senf dazu tue. Da warst Du natürlich wesentlich schneller, denn Du hast schon nach nur einem Tag geschrieben. Aber danke für Dein Feedback. Cornelius
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.