Hallöchen, nachdem wir jetzt doch öfter mal Platinen bestücken und das Aufbringen der Lötpaste Zeit frisst, möchte ich eine einfache X/Y/Z-Einheit (die hier überzählig ist) für das automatische Dispensen benutzen. Eine Schablone lohnt für viele Platinen nicht, weil die Stückzahl zu gering ist - außerdem ist ein druckluftgesteuerter Handdispenser bereits vorhanden und die Paddaten liegen ja eh vor. Prinzipiell muss ich nur eine ordentliche Aufnahme fräsen/drehen, dann sollte die Hardware stehen. Aber eine Frage zu automatischen Dispensern habe ich noch: Es gibt zwar verschiedene Kanülendurchmesser, aber ich nehme nicht an, dass diese Systeme eine Art vollautomatischen Kanülentausch durchführen (Luftblasen, tropfende Paste usw.). oder liege ich da falsch? Wie werden denn ohne Kanülenwechsel größere Pads mit Paste beaufschlagt? Kann ich mir das so vorstellen, dass das Pad dann quasi in Schlangenlinien abgefahren wird, während die Paste kontinuierlich austritt? Man müsste ja dann vorher die Kanüle anhand der kleinsten Pads auswählen. Wie handhaben Eure automatischen Dispenser das? Vielen Dank, Chris Edit: So ungefähr stelle ich mir das vor: http://www.youtube.com/watch?v=G-JSrrng_o0 (Allerdings setzt der hier auch auf risiege Pads immer dieselbe kleine Menge - ist aber offenbar auch nur ein Testlauf, da er manchmal nur wirre Positionen anfährt und von Wegoptimierung auch nicht so viel gehört hat ;-)
:
Bearbeitet durch Moderator
Angehängte Dateien:
-

dot.jpg
29 KB
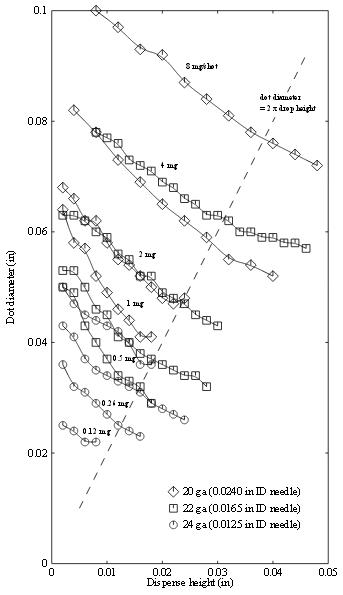
Hier eine Tabelle mit single Dot. Es geht auch eine art "hundehaufen", dies geht aber nur mit einer konischen Metallnozzle. Ich benutze zwei Dispenser, sei es wegen rotem Kleber und Lötpaste oder zwei Durchmesser. Weiters hat die Mechanik einen Platz für Tests und durch Lichtschranke wird die Deposition gemessen.
Danke für die Funktionsschar :-) Ich verstehe die so: Je nach Höhe der Nadel über "Grund" ist entsprechend Platz für einen schmalen, aber entsprechende hohen Klecks. Wenn ich ganz nah über der Platine bin, drückt sich die Menge überall zur Seite und vergrößert mir so die Fläche. D.h., ein Verfahren des Dispensers ist dann nicht mehr nötig. Bei größeren Pads gehe ich einfach näher ran. Bei länglichen Pads oder wirklich großen Flächen (z.B. Massefläche eines TO252) muss ich dann aber trotzdem abfahren, oder? Was ist mit "Platz für Tests" gemeint? Eine kleine Fläche, um Testdots setzen und beurteilen zu können?
:
Bearbeitet durch Moderator
Der Dot wird noch nach dem Setzen nach oben gezogen. Da gibt es dann noch eine Dwell time. Massefläche von TO252 , da setzt die SW welche die Dispenserdaten generiert mehrere Dots. Bei noch größeren Sachen wird dann ein Kreuz in der Diagonale generiert und in den Ecken kommen dann noch dots hinein, oder es wird mit Linien gefüllt. Ist in der SW konfigurierbar. Während der Dwell Time wird mittels IR der Dot gemessen. Das Prinzip ist, der reine Pad reflektiert IR Licht, oder auch Laserlicht. Wenn nur teilweise was rausgekommen ist, dann ist die Intensität der reflektion anders. Ich habe den Empfänger mit einem langen Rohr und mehreren Blenden abgeschirmt. So bekommt man mit, wenn Blasen drin sind. Die Testarea ist nach dem Wechsel der Düse. Es wird dort der Dot rausgelassen bis er passt, von der Reflektion her. Ist eine reine Kupferplatine, welche ausgewechselt werden kann. wird auch zur Kontrolle gemacht, wie groß der Dot wird, denn je nach Druckluft ändert sich das.
Da die Höher über der Platine ca 2x der Durchmesser des resultierenden Dot´s ist, stimmt deine Folgerung nicht wirklich. z.B. 0.5mm Dot diameter ~ 1mm Nozzle distance. Die SW muss ich dir raussuchen, die aktuelle Version ist payware, die vorherige Version ist Freeware, und funktioniert gut. Der Unterschied von der Free zur Pay Version ist, daß die Free ein normales Windows programm ist, und die Pay Version hat XP/Vista visual styles. Lizenzänderung war vor 10 Tagen.
Danke, das hat mir schon sehr geholfen :-) Ob ich das mit der IR-Messung umsetze, weiss ich noch nicht - ist für unsere Zwecke vielleicht etwas übertrieben. Die Software benötigen wir dazu nicht, wir setzen sowieso alles in G-Code (LinuxCNC) um. Dieses übernimmt dann die Ansteuerung. chris schrieb: > Da die Höher über der Platine ca 2x der Durchmesser des resultierenden > Dot´s ist, stimmt deine Folgerung nicht wirklich. > z.B. 0.5mm Dot diameter ~ 1mm Nozzle distance. Hmmm, interpretiere ich denn die Kurvenschar falsch? Laut Diagramm steigt der Durchmesser doch mit abnehmender Höhe an.
:
Bearbeitet durch Moderator
@ Chris D. (myfairtux) (Moderator) Benutzerseite >nachdem wir jetzt doch öfter mal Platinen bestücken und das Aufbringen >der Lötpaste Zeit frisst, möchte ich eine einfache X/Y/Z-Einheit (die >hier überzählig ist) für das automatische Dispensen benutzen. Wenn gleich basteln schön und kreativ ist, aber ist dir als Profi und selbstständiger Unternehmen das nicht lästig? Warum suchst du dir keinen patenten Bestücker, der das professionell und schnell macht? Klar, das kostet ein paar Euro, aber Platinen bestücken ist doch nicht dein Kerngeschäft.
chris schrieb: > Die SW muss ich dir raussuchen, die aktuelle Version ist payware, die > vorherige Version ist Freeware, und funktioniert gut. Mich würde das schon interessieren, wenn es keine Umstände macht...
Falk Brunner schrieb: > Wenn gleich basteln schön und kreativ ist, aber ist dir als Profi und > selbstständiger Unternehmen das nicht lästig? Warum suchst du dir keinen > patenten Bestücker, der das professionell und schnell macht? Klar, das > kostet ein paar Euro, aber Platinen bestücken ist doch nicht dein > Kerngeschäft. Berechtigte Frage (auch wenn das hier nicht hingehört ;-) Antwort: Habe ich schon versucht. Unser "Problem" ist, dass wir teilweise wirklich nur Miniserien von vielleicht fünf bis zehn Stück haben - und das dann auch noch über einen Zeitraum von vielleicht fünf Jahren (sonst würde ich auch gar nicht erst über einen Dispenser nachdenken, sondern direkt zur Schablone tendieren). In dem Bereich der chem. Industrie, in dem wir arbeiten, sind viele Anlagen/Sensoren/Reaktoren Einzelstücke, die nach erfolgreichem Betrieb dann vielleicht noch ein paar Brüder erhalten. D.h. also bspw. beim ersten Mal vielleicht zwei Stück, dann zwei Jahre nix und dann plötzlich doch nochmal vier Schaltungen. Dazu kommt, dass viele Platinen direkt Träger von selbst hergestellten Bauteilen (Mikroreaktoren etc.) sind, wir also sowieso löten müssen. Und bei der Empfindlichkeit dieser Bauteile gibt man so etwas ungern in Hände, die sich damit nicht auskennen. Der zeitliche Aufwand, um die Bestückungsjungs diesbezüglich zu instruieren, ist einfach zu hoch. Es gab immer wieder Klärungsbedarf - auch durch unsere Fehler natürlich. Vieles setzt man einfach als bekannt voraus, ist es aber natürlich nicht. Letztendlich denke ich, dass wir besser fahren, wenn wir wirklich alles komplett selbst machen - dann aber natürlich so weit wir möglich automatisiert, um möglichst wenig Zeit reinzustecken. Ein einfacher Dispenser ist da nur ein Baustein - der nächste wird wohl ein Dampfphasenlötgerät sein, so wie es hier beschrieben ist: Beitrag "Reflow löten selbstgemacht" Auch dafür haben wir ja alles hier (Möglichkeit, Edelstahl zu biegen/schweißen etc.) Es ist allerdings auch nicht soo dramatisch mit der Bestückung hier. An reiner Zeit stecken wir im Moment vielleicht 3-4 Mannstunden pro Woche in Bestückung und Löten. Wenn sich das mit CNC-Dispenser und DPL auf zwei Stunden reduzieren lässt, dann hat sich die Bastelei nach einem Jahr bezahlt gemacht. Wie schon geschrieben: es ist ja alles da, ich muss nur noch eine passende Aufnahme fräsen, den manuellen Dispenser mit LinuxCNC verknüpfen (ist ja nur der Schalter "Druckluft ein/aus") und ein kleines Skript schreiben, das mir die Pads in G-Code umsetzt. Wir benötigen dafür auch keine tolle grafische Oberfläche. Mehr als 20 Stunden wird das nicht dauern, zumal ich mich mit LinuxCNC mittlerweile wirklich sehr gut auskenne. Und nicht zu vergessen: so etwas macht einfach viel Spaß und ist wunderbar geeignet, es einzustreuen, wenn man gerade nicht den Kopf für die wirklich kniffligen Dinge hat. Aber Du hast natürlich Recht: man muss immer schauen, dass man nicht zu viel selbst machen will. Das musste ich auch erst lernen. Aber ich bin und war immer Tüftler/Erfinder und so ganz kriegt man das eben nicht raus. Letztendlich gründet sich auf diese Leidenschaft ja auch mein Unternehmen :-) Wenn man aber merkt: "mit eigener Bastelei kommen wir nicht weiter" - dann sage ich heutzutage zu meinem MA: "Hier ist Geld - kauf die externe Lösung!". Abschließend: ich denke, der Aufwand für unsere "Produktionsstraße Platinen" ist überschaubar, das Risiko gleich Null (bisherige Bestückung funktioniert ja). Also: why not? :-)
:
Bearbeitet durch Moderator
M. B. schrieb: > chris schrieb: >> Die SW muss ich dir raussuchen, die aktuelle Version ist payware, die >> vorherige Version ist Freeware, und funktioniert gut. > > Mich würde das schon interessieren, wenn es keine Umstände macht... Mich interessiert die Software natürlich auch :-) Aber nur im Hinblick auf "Was an Einstellungsmöglichkeiten wäre für uns nötig, was praktisch, was unnötig?"
@ Chris D. (myfairtux) (Moderator) Benutzerseite >Unser "Problem" ist, dass wir teilweise wirklich nur Miniserien von >vielleicht fünf bis zehn Stück haben - und das dann auch noch über einen >Zeitraum von vielleicht fünf Jahren (sonst würde ich auch gar nicht erst >über einen Dispenser nachdenken, sondern direkt zur Schablone >tendieren). Warum keine Schablone? Sowas ist heute bezahlbar und schnell verfügbar. >Dazu kommt, dass viele Platinen direkt Träger von selbst hergestellten >Bauteilen (Mikroreaktoren etc.) sind, wir also sowieso löten müssen. Und >bei der Empfindlichkeit dieser Bauteile gibt man so etwas ungern in >Hände, die sich damit nicht auskennen. Klar. Aber warum nicht das normale Zeug normal bestücken lassen und den Rest danach selber verlöten? >Letztendlich denke ich, dass wir besser fahren, wenn wir wirklich alles >komplett selbst machen - dann aber natürlich so weit wir möglich >automatisiert, um möglichst wenig Zeit reinzustecken. Sicher, aber das Zeug alles erst aufbauen kostet auch einiges an Zeit. >Ein einfacher Dispenser ist da nur ein Baustein - der nächste wird wohl >ein Dampfphasenlötgerät sein, so wie es hier beschrieben ist: >Beitrag "Reflow löten selbstgemacht" Hab ich gelesen, klingt schon interessant. Dennoch würde ich eher zum Dienstleister tendieren. >Es ist allerdings auch nicht soo dramatisch mit der Bestückung hier. An >reiner Zeit stecken wir im Moment vielleicht 3-4 Mannstunden pro Woche >in Bestückung und Löten. Also fast nix. > Wenn sich das mit CNC-Dispenser und DPL auf >zwei Stunden reduzieren lässt, dann hat sich die Bastelei nach einem >Jahr bezahlt gemacht. Hm. >Aber Du hast natürlich Recht: man muss immer schauen, dass man nicht zu >viel selbst machen will. Das musste ich auch erst lernen. Aber ich bin >und war immer Tüftler/Erfinder und so ganz kriegt man das eben nicht >raus. ;-) >Letztendlich gründet sich auf diese Leidenschaft ja auch mein >Unternehmen :-) Ja, aber als Profi muss man irgendwann mal über seinen Schatten springen, sonst leidet das Geschäft.
Falk Brunner schrieb: > Warum keine Schablone? Sowas ist heute bezahlbar und schnell verfügbar. Die Anfangsinvestition sind in der Tat Peanuts - geschenkt. Aber bei Schablone habe ich immer den Vorgang: Schablone ausrichten, Paste raus, aufstreichen, drüberrakeln, restliche Paste zurück, Rakel säubern, Schablone säubern. Gibt halt ein wenig Sauerei, auch bei nur einer Platine. Beim Dispenser ist das viel einfacher: Platine an Anschlag, Kartusche einsetzen, Nadel dran, Druckluftanschluss dran, dispensen, Nadel ab und wegwerfen, Kartusche zurück. Und ich kann beim Dispenser immer problemlos die Menge feinjustieren. Wenn das automatisiert ist, benötige ich für das eigentliche Pastenauftragen ja auch keine Zeit bzw. muss nicht danebenstehen. >>Dazu kommt, dass viele Platinen direkt Träger von selbst hergestellten >>Bauteilen (Mikroreaktoren etc.) sind, wir also sowieso löten müssen. Und >>bei der Empfindlichkeit dieser Bauteile gibt man so etwas ungern in >>Hände, die sich damit nicht auskennen. > > Klar. Aber warum nicht das normale Zeug normal bestücken lassen und den > Rest danach selber verlöten? Fünf Platinen mit vielleicht jeweils 50 Bauteilen? Das lohnt einfach nicht. >>Letztendlich denke ich, dass wir besser fahren, wenn wir wirklich alles >>komplett selbst machen - dann aber natürlich so weit wir möglich >>automatisiert, um möglichst wenig Zeit reinzustecken. > > Sicher, aber das Zeug alles erst aufbauen kostet auch einiges an Zeit. Ich hab doch jetzt wieder Platz im Labor, da Halle für die dicken Maschinen angemietet :-) Die Dispensereinheit und auch das DPL-Gerät kriege ich noch unter. Aber: Ja, das muss natürlich griffbereit sein: also einschalten - fertig. >>Letztendlich gründet sich auf diese Leidenschaft ja auch mein >>Unternehmen :-) > > Ja, aber als Profi muss man irgendwann mal über seinen Schatten > springen, sonst leidet das Geschäft. Ja, das muss man - bin ich auch schon oft :-) Du kennst mich und meine Ansichten ja jetzt schon etwas ;-): Geld ist schön, aber es war/ist nicht der Grund für meine Selbstständigkeit. Ich wollte das machen, was mir Spaß macht. Und wenn ich ab morgen Hightech-Toiletten mit eingebauter Schamhaartrimmung bauen will - dann mache ich das einfach :-) Letztendlich wären die Geräte eine kleine Erleichterung, nichts wirklich Wesentliches für mein Geschäft. Aber: man muss auch mal Entscheidungen, wenn sie denn nach reiflicher Überlegung gefallen sind, durchziehen. Die Fragen, die Du aufwirfst, habe ich mir ja auch schon gestellt und immer wieder durchgespielt - heute morgen noch einmal :-) Wie gesagt: was hätte ich zu verlieren? Vielleicht insgesamt 40 Mannstunden für beide Geräte. Das ist überschaubar. Und wenn es klappt, hätten wir pro Woche zwei Stunden mehr für Neues. Und nicht zu vergessen: ich hätte eine Menge Spaß bei Konstruktion/Aufbau gehabt - für mich ist das sehr wichtig :-) Ich werde das jetzt so durchziehen und in einem halben Jahr sehe ich ja dann, ob es das halten konnte, was ich mir davon versprochen habe. Die 5kg Galden sind jedenfalls schon gestern eingetroffen :-)
Chris D. schrieb: > Und wenn ich ab morgen Hightech-Toiletten mit eingebauter > Schamhaartrimmung bauen will - dann mache ich das einfach :-) In Japan würdest du dafür sogar einen Markt finden... :) > Die 5kg Galden sind jedenfalls schon gestern eingetroffen :-) Preis?
... schrieb: > Chris D. schrieb: >> Und wenn ich ab morgen Hightech-Toiletten mit eingebauter >> Schamhaartrimmung bauen will - dann mache ich das einfach :-) > > In Japan würdest du dafür sogar einen Markt finden... :) Nicht nur da - im Bereich der Toiletten sind wir hier noch Entwicklungsland. Generell ist im Bad noch einiges zu verbessern. Der Markt dafür ist mit Sicherheit da. >> Die 5kg Galden sind jedenfalls schon gestern eingetroffen :-) > Preis? €109,00 pro Kilo + Versand + USt. Und das war noch das günstigste Angebot ;-)
:
Bearbeitet durch Moderator
Einstellmòglichkeiten: Groesse der DOT's , umwandlung dot in linien, umwandlung flaeche in grid of dots mit entsprechenden Parametern. Weiters aktivierung von linien, sowie flaechen-array und ignorierung aller dots kleiner als Linienstaerke. Das wars. Daraus wird dann ein cvs generiert, welches mit awk,... dann fuer die CNC/.../Gcode/... umgewandelt wird. Natuerlich werden die Dots graphisch angezeigt und man kann Zoomen und verschieben. Aber dispenser und DLP, also per Hand ? da wird der Dispenser 45 grad gehalten, und es sind ganz andere Parameter von Dotsize usw. SW muss ich von einem alten Rechner runterholen, in der ich es downgeladet habe, gebt mir 2-3 Tage zeit.
@ Chris D. (myfairtux) (Moderator) Benutzerseite >Beim Dispenser ist das viel einfacher: Platine an Anschlag, Kartusche >einsetzen, Nadel dran, Druckluftanschluss dran, dispensen, Nadel ab und >wegwerfen, Kartusche zurück. OK. >Fünf Platinen mit vielleicht jeweils 50 Bauteilen? Das lohnt einfach >nicht. Hmm, stimmt. >Wie gesagt: was hätte ich zu verlieren? Vielleicht insgesamt 40 >Mannstunden für beide Geräte. Das ist überschaubar. Bei einem Stndensatz von 60Euro++ sind das 2400 Euro ;-) >Ich werde das jetzt so durchziehen und in einem halben Jahr sehe ich ja >dann, ob es das halten konnte, was ich mir davon versprochen habe. Wir werden auf deinen Bericht warten.
Falk Brunner schrieb: >>Wie gesagt: was hätte ich zu verlieren? Vielleicht insgesamt 40 >>Mannstunden für beide Geräte. Das ist überschaubar. > > Bei einem Stndensatz von 60Euro++ sind das 2400 Euro ;-) Na na - ich muss doch bitten! Unser Stundensatz liegt bei 100 Euro ;-) Aber ich hoffe ja, die Zeit dann nach und nach über die beschleunigte Bestückung wieder reinzuholen. Und Du darfst nicht vergessen: ich werde an diesen Dingen nur arbeiten, wenn der Kopf nicht mehr hergibt - sozusagen um die Seele baumeln lassen. Das knabbert mir also nur Zeit von so Dingen wie Rasen mähen (ok, ist im Moment eher nicht der Fall ;-), Staub saugen usw. ab, weniger von der eigentlichen Entwicklung. >>Ich werde das jetzt so durchziehen und in einem halben Jahr sehe ich ja >>dann, ob es das halten konnte, was ich mir davon versprochen habe. > > Wir werden auf deinen Bericht warten. Gerne - der erste Bericht wird dann über den Selbstbaudispenser gehen. Mit etwas Glück geht der Umbau nächste Woche los. Am WE werd ich mal drei TB6560-Stepperendstufen für die Achsantriebe ordern und mir Gedanken über die reproduzierbar genaue Klemmung der Kartusche machen. Position und Länge der Kanüle sollten sich ja einfach über Lichtschranken ermitteln lassen. Vielleicht noch eine Kamera für die Passmarken der Platinen oder Kreuzlaser? Ist eventuell auch gar nicht nötig, wenn der Anschlag sauber ist. Gestell werde ich wohl über 30x30-Item-Profile aufbauen. Aber davon, liebe Kinder, erzähle ich Euch in einem anderen Thread ... :-)
Wenn etwas mehr Zeit zum "basteln" ist würde ich über einen Schraubendispenser nachdenken... Das dürfte Reproduzierbarer sein als nur mit Druckluft.
Ja, da habe ich auch schon drüber nachgedacht. Der Aufbau ist ja nicht so kompliziert, die mechanischen Möglichkeiten dafür hätten wir. Aber wenn man sich das Video von weiter oben ansieht - das wäre für uns schon ok (ist ein Druckluft-Dispenser, wie man am Ende sieht). Der Druckluft-Dispenser ist hier halt schon vorhanden und schnell integriert. Und auch hier gilt eben dasselbe wie für die Schablonen/Rakel-Sache: der Schraubendispenser muss lästig zerlegt und gesäubert/ausgewaschen werden und man hat doch relativ viel Paste, die so verloren geht. Aber nachträglich kann man das ja immer noch versuchen. Jetzt bring ich das erstmal mit reiner Druckluft zum laufen :-) P.S.: interessant fände ich so eine Art Dosierdüse in Art einer Einspritzdüse. Irgendwo hatte ich auch einen Dispenser auf Piezotechnologie gesehen - im Prinzip das Epson(?)-Tintendruckverfahren in Grob. Beeindruckend!
:
Bearbeitet durch Moderator
So ein Schraubendispenser steht auch auf meiner Todo Liste... Ich denke, das man den Plastikteil gut befüllt lassen kann, wenn man den Luerlock verschließt. So schnell trocknet da nix ein.
Mahlzeit, darf ich nach der Bezugsquelle fragen? Welches Galden ist es denn? Viele Grüße Holger
Die Anfrage lief über IBL Produkt: Galden LS 230
Was man ev. nachdenken muss ist, ob man eine "Nase" verwendet, oder ob man die Platinenhöhe ausmisst. Nase ist ein Pin aus vermutlich Delrin welcher einen definierten Abstand zur Platine herstellt. Auch ob man die Spitze erhitzt oder ob man je nach Temperatur die Parameter jedesmal anpassen will. Was sich bewährt hat ist die Prusa I3 als Dispenserplattform mit Solenoid und Nase oder extra Z motor mit Excenter und IR Abstandssensor, sprich die zwei Motoren der Z-Achse werden nicht benutzt.
Chris D. schrieb: > Unser "Problem" ist, dass wir teilweise wirklich nur Miniserien von > vielleicht fünf bis zehn Stück haben Ist die Alternative eine Leiterplatte bei PCB-Pool zu ordern nicht besser?. Dort gibt es eine Schablone umsonst dazu. Die Schablone zu putzen oder nen Dispenser macht vom Aufwand wohl kaum einen Unterschied. Die Schablone ist aber wartungsfrei und das Verfahren robust. Das kann auch später Sohnemann (oder n Nachbarsjunge) für'n Taschengeld machen ;-). Die Zeit die du in den Dispenser steckst um Losgröße >10 mit Paste zu versehen ist mit Sicherheit größer als mal kurz über ein paar Leiterplatten drüberzurakeln. Das mit der Dampfphase finde ich interessanter, wie lötest du denn jetzt?
Dispenser, den braucht man nicht zu putzen, man steckt nur die Kappen rauf. Auch werkelt der alleine vor sich hin. Angenommen ich habe einen Durchschnitt von 25.000 dots/hour (takt time 150ms Durchschnitt). Bei einem Nutzen von 6 Platinen mit je 150 Bauteilen und 600 dots/lines sind dies ca 10 Minuten je Panel. Die Bestückungsmaschine braucht ca 20 Minuten für 900 Bauteile (3200 cph nach IPC), sprich nur wenn man Maschinen über 5000 cph nach IPC hat, lohnt die Schablone.
Welche Bestückungsmaschine habt ihr wenn ich fragen darf?
Zevantech PM570L , gebraucht mit ca 90 Feedern gekauft.
Der Rächer der Transistormorde schrieb: > Die Zeit die du in den Dispenser steckst um Losgröße >10 mit Paste zu > versehen ist mit Sicherheit größer als mal kurz über ein paar > Leiterplatten drüberzurakeln. Wie chris schon meinte: der Dispenser ist sehr sauber - ich muss nichts reinigen. Die Schablonen müssen zusätzlich auch noch ausgerichtet werden und letztendlich arbeitet der Dispenser komplett autonom, während ich bei der Schablone eben noch rakeln muss. Mein Arbeitsaufwand beschränkt sich also aufs Auflegen der Leerplatinen (welche ich bei Bedarf auch noch mischen kann) und das Anklemmen/Abklemmen der Kartusche. Kein Abkratzen der Restpaste, kein Reinigen, kein Geschmiere. Würden wir 10 oder 20 auf einmal produzieren, würde ich natürlich auch rakeln, klare Sache. Aber bei (oftmals) Einzelstücken ... lohnt eher nicht. 25000 Dots/h müssen es bei mir allerdings nicht sein - zwei pro Sekunde sind für unsere Platinen mehr als ausreichend :-) > Das mit der Dampfphase finde ich interessanter, wie lötest du denn > jetzt? Im Moment mit "händischem Reflow" ;-) und THT ebenfalls von Hand. Wir haben praktisch immer Mischbestückung. Dampfphase ist einfach genial - ich habe das jetzt mal live erleben dürfen. Vom Feinsten. Praktisch kein Vorheizen, keine durch Umluft verschobenen Bauteile, keine Grabsteine, da praktisch alle Pads zugleich aufschmelzen - und natürlich maximale Schonung der Bauteile. Obendrauf gibt es dann auch noch Sauerstofffreiheit :-) So, Zahnriemen sind bestellt, Z-Achse läuft bereits zufriedenstellend (mit Zahnstange :-) Mal sehen, eventuell drehe ich morgen die Aufnahme für die Kartusche.
:
Bearbeitet durch Moderator
Chris D. schrieb: > Aber wenn man sich das Video von weiter oben ansieht - das wäre für uns > schon ok (ist ein Druckluft-Dispenser, wie man am Ende sieht). Was der aber dosiert, ist keine Lotpaste. Sieht fast aus wie reines Flussmittel. Wie wärs mit jetten anstatt dispensen?
Michael H. schrieb: > Chris D. schrieb: >> Aber wenn man sich das Video von weiter oben ansieht - das wäre für uns >> schon ok (ist ein Druckluft-Dispenser, wie man am Ende sieht). > Was der aber dosiert, ist keine Lotpaste. Sieht fast aus wie reines > Flussmittel. Ja, spielt aber für das Funktionsprinzip keine Rolle. Wir haben ja so einen Dispenser und der arbeitet mit Lötpaste auch so - nur leide rnoch von Hand :-) > Wie wärs mit jetten anstatt dispensen? Ist mir vermutlich zu aufwändig. Dispenserkartusche mit Druckluftschlauch und gut. Das wird für uns schon reichen.
Dem Chris gehts weder um Wirtschaftlichkeit noch um Sinnhaftigkeit, sondern ganz trivial ums Erfolgserlebnis und das ist in der Elektronik sowieso immer die treibende Kraft. Man muss ja schließlich auch mal was zum Angeben haben, wenn das alles Spaß machen soll.
Elektroniker schrieb: > Dem Chris gehts weder um Wirtschaftlichkeit noch um Sinnhaftigkeit, Doch, darum geht es schon - wie weiter oben ja ausgeführt wurde. Wenn die beiden Maschinen laufen, dürfte uns das eine, eher zwei Stunden pro Woche bringen - bei deutlich besseren und sichereren Lötergebnissen. Eben erst wieder per Hand Paste aufgetragen - das ist schon lästig. Aber für eine Platine lohnt ein Rakel eben nicht. > sondern ganz trivial ums Erfolgserlebnis und das ist in der Elektronik > sowieso immer die treibende Kraft. Richtig. Um Freude/Spaß geht es auch. Wenn man das Angenehme mit dem Nützlichen verbinden kann - warum nicht? > Man muss ja schließlich auch mal > was zum Angeben haben, wenn das alles Spaß machen soll. Nein, zum Angeben habe ich noch nie irgendetwas gemacht. Für mich ist es Belohnung, wenn ich am Ende sagen kann: "Klasse, es funktioniert!" Oder wenn meine Frau sagt: "Ja, ganz toll - gehst Du jetzt bitte mit dem Hund?" ;-)
Mal eine Frage, wieso hast du den Dispenser nicht einfach an die bestehende CNC angehängt ? http://www.youtube.com/watch?v=mG_Sy0FT3EA Software zur Umwandlung von gerber in Gcode für Dispenser hätte ich.
Chris D. schrieb: > Wie chris schon meinte: der Dispenser ist sehr sauber - ich muss nichts > reinigen. Die Schablonen müssen zusätzlich auch noch ausgerichtet werden > und letztendlich arbeitet der Dispenser komplett autonom, während ich > bei der Schablone eben noch rakeln muss. Danke chris und Chris für die Erklärung. Chris D. schrieb: > Im Moment mit "händischem Reflow" ;-) Habt ihr mal nen "Pizzaofen" probiert? > und THT ebenfalls von Hand. Hab auch fast immer Mischbestückung, kann man mit nem Dispenser auch THT "verlötpasten"?
THT: Pin in Paste funktioniert, ist aber für relativ kurze pin´s gedacht, eine nicht getrimmte diode wird sicherlich nicht funktionieren.
chris schrieb: > Mal eine Frage, wieso hast du den Dispenser nicht einfach an die > bestehende CNC angehängt ? Weil die bestehende CNC nicht im Labor sondern in der Halle steht und es doch sehr lästig wäre, mit den Platinen hin und zurück zu fahren ;-) Ich möchte das auch nur ungerne vermischen. Hier oben im Haus ist die Elektronik-Fertigung, Labor etc. beheimatet, in der Halle alles "für's Grobe" (Metallbearbeitung, Gehäusebau, Maschinenbau usw.) Daher benötige ich eine eigene kleine CNC. > Software zur Umwandlung von gerber in Gcode für Dispenser hätte ich. Wenn Du da schon etwas hast: immer her damit :-) Ansonsten müsste ich mir ein Skript schreiben. Ich habe mir die KiCad-Gerber-Ausgabe für die Paste angeschaut. Das sollte uns nicht vor unlösbare Probleme stellen. Der Rächer der Transistormorde schrieb: > Habt ihr mal nen "Pizzaofen" probiert? Nein, noch nicht - aber das ist dann jetzt eh kein Thema mehr. Warum sollte man das Schlechtere wählen, wenn man das Bessere (DPL) haben kann? :-)
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.