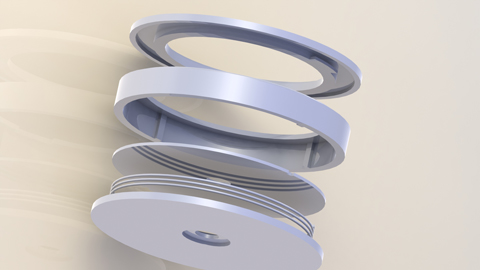
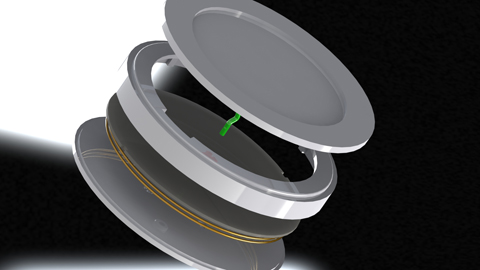
Wir sind ein kleines Team... leider nur bestehend aus Fach-Ökonomen-Designern, mit viel fehlendem Know-How hinsichtlich des technischem Backups. Wir bzw. ein Bekannter, der sich noch im Maschinenbaustudium befindet, fummelt seit einigen Jahren mit dem CAD-Programm herum und hat die fertige 3D-Versionen bereits seit einiger Zeit vom Zeichenbrett auf den Schirm gebracht. Nun stellt sich die Frage, wie wir das Teil in einem guten Preis-/Leistungsverhältnis "prototypisieren":) lassen können und was es 'kost. Da ist uns gleich... 3d-Druck SLS bzw. Lasersintern Vakuumguss Rotationsguss in den Sinn gekommen. Einen Makerbot zu kaufen wäre nicht das Problem, nur weicht der Druck dann offenbar sehr stark vom Serienstück ab. Unsere Frage lautet daher zunächst - wat' das kost'? In welchem Intervall liegen wir z.B. beim Lasersintern eines Teils? Wir haben zwei Projekte, u.a. ein Brillengestell - sehr komplex. Weiteres Beispiel: Das komische Teil (Studienarbeit eines Bekannten) im Anhang. Zu fertigen wären das Gehäuse (Durchmesser etwa 150mm, Oberteller(Deckel) ebenfalls 150mm und die Innenscheibe etwas weniger. In welchem Budgetbereich würde man da liegen +/- 200 Euro (subjektiv)
Angehängte Dateien:
-

Klein1.jpg
65 KB -

Klein2.jpg
67 KB
:
Bearbeitet durch User
Schau dir mal www.shapeways.com an. Da findest du auch Beschreibungen zu den verwendeten Materialen und bekommst den Preis für hochgeladene Modelle gleich angezeigt. Soweit ich weiß, versenden die auch Materialmuster. Falls es damit nichts werden sollte, ist immerhin nicht so viel Geld in den Sand gesetzt wie mit einer eigens angefertigten Gussform. Von den 3D-Druckern für zu Hause würde ich für deine Anwendung abraten, die Qualität der Ergebnisse bzgl. Genauigkeit und Oberfläche dürfte dafür nicht ausreichen.
Hi, Ich kann jetzt anhand deiner Grafik nicht erkennen ob es sich um ein Zusammengesetztes Teil handelt oder obe es Einzelteile sind. Ich gehe jetzt mal von ineinandergesteckten Einzelteilen aus. Kai Finger schrieb: > Da ist uns gleich... > > 3d-Druck > SLS bzw. Lasersintern Da würde ich evtl. noch die > Vakuumguss > Rotationsguss > in den Sinn gekommen. -> Die Auflistung würde ich unbedingt noch um die Stereolithografie (SLT) und die traditionellen Spanabhebenden Verfahren wie Fräsen und Drehen erweitern... Von normalen 3D Druck im Sinne von bewegten "Heißklebepistolen" würde ich im Moment noch für Stücke bei denen das ergebniss sehr nahe ans Original herankommen abraten. So weit ist die Technik noch nicht das dies Problemlos und Prozessicher gelingt. Es ist eine Interessante Technik, aber exakte und problemlos reproduzierbare Ergebnisse sind im Moment noch eher die Ausgabe. Insbesondere sind die Druckseiten sehr sehr lang und wenn dann nach stunden ein Fehler auftritt war es das. > > Einen Makerbot zu kaufen wäre nicht das Problem, nur weicht der Druck > dann offenbar sehr stark vom Serienstück ab. Dazu gibt es hier und Anderswo ja schon einige Threads... SLT oder Lasersintern sind im Grunde ja auch 3D Druck - nur halt der gehobenen Art. Lasersintern ist im allgemeinen Günstiger als SLS, in einigen Fällen sogar schon Produktionstauglich. Dafür ist bei SLS die Auflösung (spielt auch eine Rolle für die Oberflächenbeschaffenheit!) deutlich besser. Wobei man das so Pauschal auch nicht mehr sagen kann da mitlerweile Lasersinterverfahren im Einsatz sind deren Auflösungen sich im untersten Mikrometerbereich bewegen und die auch weit mehr als nur ein paar Kunststoffkügelchen verschmelzen können. -> Das ist aber Preislich jenseits von Gut und böse für größere Stücke... Da kommt es auf eure Anforderungen an was besser für euch ist. Wenn es egal ist würde ich aufgrund der Kosten fast immer Lasersintern vorziehen. Bei beiden Verfahren lassen sich sehr komplexe und ineinanderverschachtelte Strukturen problemlos herstellen. Bei den Objekten die ich in der Hand hatte muss ich allerdings noch Anfügen das bei gleicher Materialstärke die SLT Produkte im vergleich zu tradionellem Lasersintern etwas Stabiler waren. Beim Vakuumguss (Ich nehme an du meinst den Vorgang wo man erst im Tiefziehverfahren die Form erstellt welche dann ausgegossen wird, oder?) hast du ja das Henne - Ei Problem. Du kannst die Form ja erst erstellen wenn du ein Original hast... Beim Rotationsguss brauchst du ja zwingend eine Urform, deren Herstellung meist deutlich teurer ist als ein erstes Ansichtsstück. Wenn das Ergebniss passt hat es allerdings den Vorteil das man umindes in Kleinserienproduktion ohne weitere Werkzeugkosten gehen könnte. Aber wehe das Passt nicht! Bei sehr einfachen aber etwas größeren Werkstücken kann man mit Spanabhebender Bearbeitung - insbesondere CNC fäsen -ergänzt durch (CNC) Drehen Preislich in einigen Fällen unter denen von SLS & Co fallen. Hat man sehr komplexe Formen explodiert der Preis aber auch schnell - falls die überhaupt umzusetzen sind. Auch kommt es aufs Ausgangsmaterial an. Kunstoff ist wohl das günstigste - auch bei der Auftragsfertigung, Alu ist gut bearbeitbar und da auch kleine Maschinen Reichen noch günstig. Stahl oder gar Werkzeugstahl wenn nicht HSS werden schon teuer! Der Vorteil beim CNC Fräsen ist das man zum Preis eines Markerbots eine CNC Fräse für den Heimgebrauch bekommt die für viele einfache Geometrien mit ein wenig Übung schon auskommt. Alu Packen die noch recht gut, Kunstoff oder Holz erst recht! Und sofern das Ausgangsmaterial hinreichend Stabil ist kann man dieses dann als Urform fürs Formerstellen mit dem Tiefziehverfahren nehmen. Das Werkstück in deinem Anhang -sofern es wirklich einzelteile sind- würde ich mir auf meiner Heim-CNC noch zutrauen (Das ist NICHT als Dienstleistungsangebot zu verstehen - sonder nur als Machbarkeitseinschätzung.) Ein Brillengestell hingegen braucht schon ein paar Achsen mehr als drei wenn es ordentlich sein soll - da wird "SLS" wohl definitiv das günstigere sein. Als letztes kann man - falls man bereits eine Urform hat- neben dem Tiefziehen auch mit einfachen Silikonformen arbeiten - Das geht auch ohne Ausrüstung. Oder wenn man bereits irgendwelche Ausgangsstücke hat die der Beabsichtigten Enform nahekommen erstellt man sich in Eigenarbeit durch Iteratives Abfomen in Silikon und verändern (wegschneiden-Ankleben-schnitzen- ein Urmodell. das ist aber Zeitaufwendig und erfordert auch einiges an Geschick. Gruß Carsten
Auch man, normalerweise lasse ich ja nur Buchstaben aus weil die Taste nicht tief genug gedrückt wurde... Aber hier... Es soll natürlich heißen: Carsten schrieb: > Vom normalen 3D Druck im Sinne von bewegten "Heißklebepistolen" würde > ich im Moment noch für Stücke bei denen das Ergebniss sehr nahe ans > Original herankommen muss abraten. So weit ist die Technik noch nicht das > dies regelmäßig problemlos und prozessicher gelingt. > Es ist eine interessante Technik, aber exakte und problemlos > reproduzierbare Ergebnisse sind im Moment wirklich noch eher die Ausnahme. > Insbesondere sind die Druckzeiten sehr sehr lang und wenn dann nach > Stunden ein Fehler auftritt war es das schon wieder.
Das Ding besteht aus 7 runden Scheiben mit was dran. Gefällt mir gutes Design. Ich würde mir zwei Modelle bauen lassen. Ein Drehmodell mit der Drehmaschine hergestellt, schauen ob die 6 Teile ineinander passen. Die Nuten, Haken und Stege dann in ein einem zweiten Modell einkleben oder abfräsen.
Als letzten Hinweis noch: Ein Prototypenfertiger wurde ja schon genannt - als weiteren könnte ich noch PCB Pool fürs Lasersintern einbringen. Auch da kann man den Preis automatisch vor Bestellung online Abfragen. Es gibt noch eine Reihe mehr an Anbietern, aber mit OnlineKalkulation fallen mir gerade keine weiteren ein. Gruß Carsten
> Da ist uns gleich... > 3d-Druck > SLS bzw. Lasersintern > Vakuumguss > Rotationsguss > in den Sinn gekommen. Wieso kommt man als Fach-Ökonom-Designer bloss auf die absrusesten Varianten von allen ? Weil man nie was erschaffen hat ? Das sieht im CAD Programm nach Plastik wie PVC aus (kann auch Alu sein, du schreibst es ja nicht) und lässt sich problemlos mit der Drehmaschine (Drehbank) aus Ronden und Rohren anfertigen, wobei die Bajonettverriegelung mit der Fräse ausgearbeitet wird. Das kann jeder (metall)verarbeitende Betrieb, und die Rohteile sollten nicht mehr als 2 Stunden in Anspruch nehmen, zumindest wenn 0.1mm als Genauigkeit reichen, also weniger als die 200 EUR kosten, die deine Toleranz sind. Bleibt die Frage, wie gut die Oberfläche werden soll, roh oder glanzverchromt ? Dazu schreibst du auch nichts, aber alle deine exotischen Herstellungsmethoden haben miesereable Oberflächen, also scheint es nicht drauf anzukommen.
Wow:) ich danke Euch für die schnelle und vor allem umfassenden Antworten. sehr ausführlich und sehr hilfreich. Vielen Dank. Zur Frage. Ja, die Ideen stammen direkt aus der Rübe. Tatsächlich hat bislang keiner von uns an einer Fräse gestanden. Insofern fehlt uns das Gespür für das Machbare / nicht Machbare. Über eine Fräse haben wir auch bereits nachgedacht. Allerdings wird es schwierig, wenn insbesondere Vorder- und Rückseite eines Teils bearbeitet werden müssen. Da muss der Fräskopf um die Ecke sehen können:) Ich denke, dass wir jetzt aktiv werden können:) Vielen Dank. Ach ja, die teile sollten vorab zunächst aus Kunststoff o. Nylon... Harz sein.
:
Bearbeitet durch User
Kai Finger schrieb: > Ach ja, die teile sollten vorab zunächst aus Kunststoff o. Nylon... Harz > sein. Dann würde ich definitiv ein Prototypingverfahren dem Zerspanen vorziehen, das wird deutlich billiger werden. http://www.materialise.de/ gibt es da z.B. auch noch.
Kai Finger schrieb: > Tatsächlich hat > bislang keiner von uns an einer Fräse gestanden. + Kai Finger schrieb: > Über eine Fräse haben wir auch bereits nachgedacht. =Vergesst es. Der zeitliche Einarbeitungsaufwand ist nicht unerheblich. Ohne den Bajonettverschluss und die Stege im Innern könnte es jeder Schlosser drehen. Carsten schrieb: > Der Vorteil beim CNC Fräsen ist das man zum Preis eines Markerbots eine > CNC Fräse für den Heimgebrauch bekommt die für viele einfache Geometrien > mit ein wenig Übung schon auskommt. Wo gibt es dieses Wunderteil? Zu diesem Preis gibt es höchstens so eine Käsefräse, die allenfalls zum Isolationsfräsen taugt. Alleine schon die Steifigkeit reicht nicht um mit Alu nennenswert Späne zu machen oder eine ordentliche Oberfläche zu erzeugen. In 1/10mm-Schritten die Taschen fräsen kann es ja auch nicht sein, das ist dann kein Zerspanen mehr, sonder Zerstäuben. Ich denke man wird so um die 4 kEUR exkl. Wekzeug, Spannzangen, Spannmittel und CNC-Option ausgeben müssen.
Georg W. schrieb: > Kai Finger schrieb: >> Über eine Fräse haben wir auch bereits nachgedacht. > =Vergesst es. Der zeitliche Einarbeitungsaufwand ist nicht unerheblich. > Ohne den Bajonettverschluss und die Stege im Innern könnte es jeder > Schlosser drehen. Pauschal "vergesst es" würde ich nicht sagen. Es kommt darauf an was jemand vor hat. Für alle paar Monate mal ein Teilchen würde ich micht dem "vergesst es" definitiv anschließen. Wenn aber mehrmals im Monat etwas gefertigt werden soll kann das schon anders aussehen. Die Einarbeitungszeit hat man nur einmal. Der Rest ist Rüstzeit die jedes mal anfällt. Georg W. schrieb: > Wo gibt es dieses Wunderteil? Zu diesem Preis gibt es höchstens so eine > Käsefräse, die allenfalls zum Isolationsfräsen taugt. Alleine schon die > Steifigkeit reicht nicht um mit Alu nennenswert Späne zu machen oder > eine ordentliche Oberfläche zu erzeugen. In 1/10mm-Schritten die Taschen > fräsen kann es ja auch nicht sein, das ist dann kein Zerspanen mehr, > sonder Zerstäuben. Ich denke man wird so um die 4 kEUR exkl. Wekzeug, > Spannzangen, Spannmittel und CNC-Option ausgeben müssen. Sprach der Experte? Wow - Ich wundere mich das es in diesem Fall bei 4KEur bleibt, normalerweise werden einem doch eher fünstellige Beträge um die Ohren gehauen. Natürlich gibt es Kompromisse die man eingehen muss wenn man keine >100K für eine Fräse ausgeben will. Bei einem Gerät für 10K Euro sind die normalerweise auch einiges kleiner als bei einem Gerät für 2000Euro. Und für unter 500 Euro wird man selbst gebraucht nur mit Glück das einem fünfer im Lotto gleichkommt eine brauchbare CNC Ausrüstung bekommen. Aber wir reden hier ja nicht von 500 sondern von ca. 2500 Euro! Der Aktuelle MKB2 kostet in den USA 2200 Dollar. Darauf irgendwas zwischen 50 bis 100Euro Versand und noch 19% EUST darauf. Bist im Ergebniss bei über 2,6 k€ Und mit 2 k€ bekommt man zumindest schon etwas das bei ALU und deutlich mehr als 1/10mm Eintauchtiefe noch nicht Schlappmacht, 600 Euro für Fräse Verbrauchsmaterial und Zeug zum Einspannen sind auch machbar. NAtürlich bekommt man dafür dann keine 60k U/min HF Spindel mit Umrichter und vermutlich noch 1kW Leistung Wassergekühl, sondern muss sich für den Anfang mit einer normalen Oberfräse (Kress o.ä.) begnügen - Aber eine Oberflächenqualität besser wie beim "Durchschnitts-SLS" bekommt man damit schon hin. Und wenn man dann auch Gebrauchtkauf in Betracht zieht... Taschen in ALU fertige ich im Übrigen - je nach Fräserdurchmesser in bis zu 1mm schritten. Nur wenn die Oberfläche besonders gut aussehen soll ist der letzte Schritt 0,1 oder 0,2mm... Wobei ich mittlerweile der Meinung bin das die Qualität des eigendlichen Fräsers (Verbrauchsmaterial) einen größeren Einfluss auf das Ergebniss hat als wenn man jetzt beim Kauf 500 Euro mehr hinlegt. Wobei man allerdings auch sagen muss das es bei den CNC Fräsen gewaltige Qualitätsunterschiede auch im selben Preissegment gibt. So kann zwischen zwei Fräsen gleicher Qualität auch mal locker der Preis von der einen zur anderen verdoppelt sein. Gruß Carsten
> Allerdings wird es schwierig, wenn insbesondere Vorder- > und Rückseite eines Teils bearbeitet werden müssen. Man nennt das Umspannen, macht man per Hand, aber nur ein mal. Das ist also das geringste Problem. In der Fräse muss man den Spalt unter dem Bajonett ausfräsen können, dazu braucht man das passende Werkzeug, den passenden Fräser, aber ansonsten gibt es bei der Fertigung von dem Teil kein Problem.
Ich würde mir erstmal überlegen ob man das so konstruieren muss. Das 2. Teil von oben ist schlecht herstellbar. @Mawin wenn die Stege scharfe Kanten haben sollen wie im Model ist das durch Fraesen nicht herstellbar - oder Du teilst es in 3 Teile Als Spritzguss in der Serie brauchst Du einen Faltkern. Die anderen Teile hab ich nicht angeschaut.
Natürlich liegt ihr völlig richtig mit RapidPrototyping verfahren. Alles andere ist Blödsinn und Geldverschwendung. Selektives Lasersinter: mechanisch sehr stabil, nahe an (unverstärktem) Polyamid. Genauigkeit mässig, Oberfläche ,mäßig(rauh, stumpf, weiss).Brillengestell: ca. 100€ Kann aber gefillert und lackiert werden. Danach schauen die Teile echt gut aus. Kostet aber, weil Handarbeit. Stereolithographie: Sehr genau, je nach Material und Verfahren schon fast perfekt. Da muss man sich aber vorher mal informieren. Da gibt es mitlerweile Materialien, die angeblich auch mechanisch gut sind. Ich kenne nur die wahnsinnig spröden. Etwas teurer. Brillengestell: etwa 150€ Beides weit verbreitete Verfahren; meiner Erfahrung nach sind Dienstleister im Osten günstiger. FDM: Das verfahren der "kaufbaren" 3D Drucker. Miserable Oberfläche, aber mehrere Originalmaterialien.Auch hochtemperaturfestes Material (PPSU) Vakuumguss: Silikon Urform aus einem Stereolithografie Teil. Urform ist teuer. Danach sind die Teile deutlich billiger. Material meist PU oder neuerdings auch PA. Lohnt nur für größere Stückzahlen ab ca 10. Rapid Tooling: Spritzgussform aus Alu. Kerne werden mit Hand gezogen. Sehr teure Form (schnell mehrere Tausend) dafür Teile im Orignalmaterial und nur etwa 3x so teuer wie Spritzguss. Anbieter: Protomold Dann gibt es noch einige Nieschenverfahren wie Polyjet und Gipsdruck. Die könnten für Euch durchaus auch interessant sein.
maschbauer schrieb: > Natürlich liegt ihr völlig richtig mit RapidPrototyping verfahren. Hat schon jemand eine Stückzahl gesagt? Und etwas von den Toleranzen? Bei <10 sind diese 2,5d-Teile eher etwas für die Schlosserei von nebenan. Da sind auch Leute, mit denen man reden kann, vor allem was die Toleranzen betrifft. Und dann hat man schöne Teile aus Alu, POM, PE oder Stahl.
Bei <10 sind diese 2,5d-Teile eher etwas für die Schlosserei von nebenan. Da sind auch Leute, mit denen man reden kann, vor allem was die Toleranzen betrifft. Und dann hat man schöne Teile aus Alu, POM, PE oder Stahl. > > Ach ja, die teile sollten vorab zunächst aus Kunststoff o. Nylon... Harz > sein. nix alu oder stahl. und billiger als RP wird Fräsen und drehen auch bei Stückzahl 1 nicht. Dumachst sowas nicht oft, oder?
Das Lasersintern der Brille, bestehend aus 11 Teilen (ohne Schrauben) - sehr komplex, wird etwa 120 Euro kosten. Hatte mit 500 gerechnet:) Ich danke Euch allen. Eines der besten Foren! Super!
maschbauer schrieb: > Dumachst sowas nicht oft, oder? Mit Leuten reden, die Anforderungen nennen, weil sie implizite Annahmen haben und man erst herausfinden muß, was sie wirklich wollen? Doch, das mache ich regelmäßig. Und die Anforderung "vorab aus Kunstoff [...]" klingt für mich erstmal nach einem verborgenen "erstmal möglichst preisgünstiger Funktionsprototyp" - und das gehört zu den Sachen, die man am besten mit dem Fertiger klärt - denn oft sind nicht die Sachen am günstigsten, die bei der ersten Beschreibung für am Günstigsten gehalten werden. Und nebenbei: "Lasersintern" klingt auch nicht zwangsläufig nach "Kunststoff".
> Und die Anforderung "vorab aus Kunstoff [...]" klingt für mich erstmal > nach einem verborgenen "erstmal möglichst preisgünstiger > Funktionsprototyp" - und das gehört zu den Sachen, die man am besten mit > dem Fertiger klärt - denn oft sind nicht die Sachen am günstigsten, die > bei der ersten Beschreibung für am Günstigsten gehalten werden. na, dann red mal mit deinem Fertiger, ob er dir das 11teilige Brillengestell für unter 120 Euro macht. Ich tue das nicht, ich verlasse mich auf meine Erfahrung... > > Und nebenbei: "Lasersintern" klingt auch nicht zwangsläufig nach > "Kunststoff". Für dich vielleicht nicht. Aber in der absoluten Mehrzahl der Fälle ist Kunststoff gemeint. DMLS Ist verdammt rar. Aber ich gebe zu: das ist so teuer, da würde ich es erst mal mit drehen und fräsen versuchen.
Mist, war offenbar nur 3d-Druck, sofern ich es richtig verstanden habe (PCB Pool). shapeways.com hingegen ruft Preise von nur 5$ auf für ein Bauteil. Kann das sein? Sowohl Ceramic als auch SLS... Oder gar Metall für 30$? Da kann doch etwas nicht ganz stimmen.
Kai Finger schrieb: > Mist, war offenbar nur 3d-Druck, sofern ich es richtig verstanden > habe > (PCB Pool). > > shapeways.com hingegen ruft Preise von nur 5$ auf für ein Bauteil. Kann > das sein? Sowohl Ceramic als auch SLS... > > Oder gar Metall für 30$? > > Da kann doch etwas nicht ganz stimmen. Klar kann das sein. Zumindest SLS ist sehr günstig. Wenn dazu Metalll nimmst... poste mal das Ergebnis.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.