Hallo zusammen! Ich habe von meinem Geschäft eine alte Bungard CNC Fräse geschenkt bekommen :) Die Mechanik ist noch tiptop in Ordnung, aber die Steuerung defekt, desshalb konnte ich die auch nach Hause nehmen ;) Da die Steuerung aber noch mit der L297/L298 Methode angesteuert wird, auf der Steuerung zwei programmierte GALs sind und die Software noch unter DOS lief, möchte ich gleich eine neue Steuerung bauen. Es ist eine Frässpindel mit automatischem Werkzeugwechsel per Luftdruck vorhanden. Auf der Spindel stehen folgende Daten: KaVo Elektrotechnisches Werk GmbH D-88299 Leutkirch i.A. Typ: 4054 / Best.-Nr.: 674 3040 / F-Nr.: 621276G max 50'000/min 140W 30V / 3 ~ 833Hz Druck Werkzeugwechsel 5 - 6 bar Made in Germany Ich habe schon einige CNC Steuerungen gefunden, aber fast keine wo man auch die Spindeldrehzahl regeln kann, sondern nur einfach die Spindel ein/ausschalten per Relais. Ausserdem bräuchte ich einen passenden Treiber für die Spindel, aber leider kenne ich mich in diesem Bereich überhaut nicht aus... Ich suche also eine komplette CNC Steuerung, mit CNC Endstufen und Spindelsteuerung. Mit uC und USB Schnittstelle wäre nett, Paralellport sollte aber auch kein Problem sein! Am liebsten einen Bausatz oder irgendwas wo man vorhandene Platinen verwenden kann ,da ich nicht zum ätzen eingerichtet bin. Löten ist allerdings kein problem ;) Hier noch ein paar Bilder der Fräse: https://picasaweb.google.com/109481733352973504062/BungardCNCFrase?authkey=Gv1sRgCP_S0eGq2Yi-UA Freundliche Grüsse aus der Schweiz und vielen Dank für eure Hilfe!! Michi
:
Verschoben durch Admin
Schon mal bei Bungard gefragt, nach Ersatzteilen/Unterlagen? Ich würde da erst mal die Reparatur versuchen. Was geht denn bei der Maschine nicht? Um eine komplett neue Steuerung einzubauen braucht man aber ein bisschen mehr Kenntnisse und Erfahrung als löten zu können. Daher schlage ich mal vor, erst mal mit den Lötkenntnissen einige Lötstellen (vor allem die, wo Steckverbinder angeschlossen sind) nach zu löten. Dann mal die Versorgungsspannungen überprüfen (evtl. mal Elkos vom netzteil wechseln) und dann weiter sehen.
Ja habe bei Bungard nachgefragt. Allerdings sind die Steuerungen sauteuer, und ausserdem läuft die Software unter DOS und das ist ja wirklich nicht mehr sehr Zeitgemäss :p Da ich keinen Rechner mit DOS habe kann ich auch nicht genau testen was nicht geht. Unter http://www.burger-web.com/index.htm.de habe ich eine Steuerung gefunden, welche mir ziemlich gut gefällt. Ich brächte aber noch eine Endstufe für meine Frässpindel...
Hi, Nur mal so als GEdankeneinwurf: Michael Sutter schrieb: > Ich suche also eine komplette CNC Steuerung, mit CNC Endstufen und > Spindelsteuerung. Mit uC und USB Schnittstelle wäre nett, Paralellport > sollte aber auch kein Problem sein! Also solche Steuerungen die das alles können (Spindelsteuerung muss ja nicht nur ein FU für die Drehzahl sein sondern auch noch den Wzw. ansteuern) sind leider sehr speziell und damit sehr sehr SEHR teuer. Wenn du sagst das eine Wiederherstellung des Originalzustandes (rep.) der Steuerung nicht dein oberstes Interesse ist würde ich dennoch darüber nachdenken statt einer kompletten Steuerung als Fertiggerät den Weg gehen die Funktionsgruppen einzeln zu kaufen und dann selbst zu einer Steuerung zu vereinen. Evtl. unter Mitnutzung von bereits jetzt vorhandenen Teilen! Das bietet vor allem auch den vorteil das du jetzt sehr günstig und schnell wieder leben in die für die LP Fertigung wirklich vorzügliche Fräse bringen kannst und bei gestiegenden Ansprüche nur den verbesserungswürdigen Teil neu kaufen musst. Bei einem Komplettgerät musst du jetzt direkt viel Geld auf den Tisch legen und dann bei jedem Upgrade wieder, weshalb man auch nicht zu klein Anfangen sollte. Der Einzelkauf bietet sich damit wirklich an. Also du schaust beispielsweise einmal nach einer Schrittmotorsteuerkarte... Am günstigsten und Universellsten sind einfach die Steuererungen die noch mit Step/Dir (Parallelport!) angesteuert werden. BEi den Intelligenteren Steuerungen ist man schnell an bestimmte SW gebunden oder muss andere Einschränkungen in Kauf nehmen. (So habe ich von meinem AG eine Fräse geschenkt bekommen die dort nie wirklich zufriedenstellend funktioniert hat. HAbe die USB µCKarte herausgeschmissen und durch eine Brigade Optokoppler ersetzt um die mit Parallelport anzusteuern, die Endstufen weiterverwendet. Seitdem läuft die wei eine 1!) Aber es gibt auch schon wirklich gute Intelligente Steuerungen die auch noch bezahlbar sind! Interessant wäre da jetzt zu wissen welche Anforderungen deine Motoren haben. Einfachste 3-4 Kanalsteuerungen (Step/dir) bekommt man aus China ja so ab 50 Euro. Die funktionieren durchaus, allerdings muss man in Kauf nehmen das man noch die eine oder andere Nacharbeit leisten muss. Dazu braucht man noch ein gutes Netzteil falls das vorhandene nicht weiterverwendet werden kann! Dann brauchst du für die Drehzahl der Fräse einen Frequenzumsetzer. Da kommt es dann noch etwas auf deine Anforderunen an. Reicht es dir das du die Drehzahl selbst einstellst und der PC die nur noch die Spindel Ein/Aus schaltet oder möchtest du das der PC selbst die Spindeldrehzahl steuert? (das zweite ist wieder schon eine Preisklasse höher) Bei den FU bin ich leider nicht wirklich im Thema da mein AG nur eine Kress-Spindel für die Fräse hatte. Wie der Werkzeugwechsler angesteuert wird müsste man sehen, im einfachsten Fall ist da nur ein Magnetventil das einen Schaltimpuls bekommt. Dazu ein selbstgefertigtes "BreakOutBoard" das die Galvanische Trennung vom PC und die Verteilung der Signale von den Endschaltern und zu den Funktionsbaugruppen übernimmt. Das ganze in ein schönes Gehäuse (das vorhandene?) eingebaut und freuen! Allerdings würde ich doch als oberste Priorität die Instandsetzugn der Ursteuerung ansterben. Du schreibst das diese wie L298/297 angesteuert wird. Damit meinst du doch vermutlich die "Step/Dir" ansteuerung die direkt vom Parallelport kommt. Das ist auch heute noch einfach das universellste und kein KO Kriterium. (Leider muss man aber auch sagen das PCs mit ParPort Onboard eine echte Seltenheit werden und neue Boards nur noch so wenige PCI Steckplätze haben das eine Einsteckkarte auch nicht immer in Frage kommt) Falls der Fehler in einer einzelnen Funktionsgruppe liegt würde ich nur diese Funktionsgruppe selbst herausschmeissen und durch ein neuteil ersetzen. Also wenn beispielsweise der Stepperantrieb einen (für dich) unauffindbaren Fehler nur die Schrittmotorsteuerung lahmlegen und durch eine neue Karte ersetzt. Falls der Fehler wo anders liegt (Netzsteil, FU, usw...) sinngemäß mit dieser Stufe wie oben verfahren und den Rest weiterverwenden... Gruß Carsten
Hi, Michael Sutter schrieb: > Allerdings sind die Steuerungen sauteuer, und ausserdem läuft die > Software unter DOS und das ist ja wirklich nicht mehr sehr Zeitgemäss :p > > Da ich keinen Rechner mit DOS habe kann ich auch nicht genau testen was > nicht geht. Wie oben im anderen Beitrag schon geschrieben: Was meinst du genau mit "Ansteuerung wie L297/298" ? Wie von mir vermutet die Ansteuerung mit den Signalen "Step & Dir", also pro Achse eine Leitung mit den Schrittsignalen und eine Leitung für die Bewegungsrichtung? Wenn ja, dann kannst du mit JEDER Software die Steuerungen am Parallelport unterstützt arbeiten! Also beispielsweise MACH3 oder wie von mir verwendet das freie LINUXCNC (EMC2). Also würde sowohl einem Test wie auch einem Weiterbetrieb mit moderner Software NICHTS im Wege stehen. Gruß Carsten
Ich würde auf jeden Fall die Reparatur vorziehen. Die Kenntnisse hierfür benötigst Du auf jeden Fall, auch wenn Du im Moment einen "Neubau" ins Auge gefasst hast.
Hmm ich dachte vorallem an einen kompletten Neubau, da mit der L298/L297 Ansteuerung ja nur Halbschritt Ansteuerung möglich ist, und man bei heutigen Steuerungen praktisch immer mit 1/8 Schritt arbeitet. Ich habe gelesen, dass die Schrittmotoren dadurch auch viel ruhiger laufen... Für den Werkzeugwechsel ist einfach ein Magnetventil vorhanden. In der Spindel herrscht dann ich weiss nicht genau entweder ein unter- oder überdruck und das Werkzeug hält in der Spindel, bis das Ventil wieder öffnet/ schliesst. Leider wird die Steuerung per RS232 angeschlossen. Was ja eine Serielle Schnittstelle ist. Auf der Eingangsplatine hat es dann einen programmierten GAL, welcher die Signale weiterverarbeitet. Was der macht weiss wohl leider nur der Programmierer :p Ach ja noch zu den Schrittmotoren, es sind Unipolare mit 2A pro Phase. Eine Drehzahlsteuerung per PC wäre schon vorteilhaft. Gruss Michi
:
Bearbeitet durch User
Hallo Michi,
> Hmm ich dachte vorallem an einen kompletten Neubau
Bitte nicht das Frickeln anfangen! Löse das Problem, indem Du Geld
darauf wirfst. Spar Dir zur Not ein paar EUR über ein paar Monate. Du
hast eine prima Fräse, bitte mach keine Käsefräse daraus, es sei denn,
Dir geht es primär ums Frickeln.
Wobei fraglich ist, ob man damit überhaupt vernünftig fräsen kann, vor allem andere Materialien, als Leiterplattenmaterial. CNC mit Zahnriemen haben da ihre Grenzen. Michael Sutter schrieb: > Eine Drehzahlsteuerung per PC wäre schon vorteilhaft. Das muss ja auch erst mal die Software anbieten, wenn man die nicht selber schreiben kann/will. Michael Sutter schrieb: > Leider wird die Steuerung per RS232 angeschlossen. Was ja eine Serielle > Schnittstelle ist. Auf der Eingangsplatine hat es dann einen > programmierten GAL, welcher die Signale weiterverarbeitet. Was der macht > weiss wohl leider nur der Programmierer :p Serielle Signale werden gewöhnlich von einem Uart-Baustein verarbeitet. Ein GAL kann entweder als Dekoder zum ansprechen von div. Chips dienen oder als Dongle um die Signale zu ver-/entschlüsseln, um die Wirtschafts- interessen des Herstellers zu schützen. Da wird man vermutlich ohnehin nicht drum rum kommen einen alten PC aufzutreiben der noch eine serielle Com-Schnittstelle hat.
Die Elektronik sieht doch sehr "reparabel" aus. Nur das GAL, das EPROM bzw. Flash bzw. CPU sollten wie rohe Eier behandelt werden (wegen der Firmware). Ein einigermaße nerfahrener Elektroniker hat das Ding in 1-2 Tagen wieder am laufen (je nachdem ob Ersatzteile vorhanden sind oder man tricksen muß).
Also wie schon weiter oben erwähnt, habe ich auf dieser Seite hier eine passende Hardware gefunden. Auch die Steuerungssoftware sieht sehr gut aus. Man kann sogar automatische Werkzeugwechsel machen, und die Spindeldrehzahl per PWM oder analog von 0-10V steuern, je nach Bedarf... --> http://www.burger-web.com/index.htm.de Alles was ich nun eigentlich noch bräuchte wäre Steuerung für meine Spindel, mit der man die Drehzahl regeln kann. In dem Gebiet kenne ich mich leider garnicht aus, aber es ist ein gewöhnlicher BLDC ( 3 Phasen Asynchronmotor) was ich weiss, nachdem ich den Hersteller um ein Datenblatt angefragt habe ;) Ich habe mich vielleicht nicht ganz richtig ausgedrückt, bzw. das ganze etwas doof geschrieben im ersten Thread. Eigentlich wäre diese Hard und Softwarelösung genau so was was ich suche und ich brauche einfach noch eine Schaltung um die Spindeldrehzahl mit PWM oder analog von 0-10V zu steuern. Was meint ihr denn zu dieser Hardware? Platinen bekommt man für ca. 80 Euro plus Bauteile. Aber dann hätte ich was vernünftiges für einen wie mir scheint sehr guten Preis... Gruss Michi
Michael Sutter schrieb: > Hmm ich dachte vorallem an einen kompletten Neubau, da mit der L298/L297 > Ansteuerung ja nur Halbschritt Ansteuerung möglich ist, und man bei > heutigen Steuerungen praktisch immer mit 1/8 Schritt arbeitet. > Ich habe gelesen, dass die Schrittmotoren dadurch auch viel ruhiger > laufen... Viele heutige Steuerungen KÖNNEN mit 1/8 Schritt (und feiner) laufen, aber es ist längst nicht so das es auch wirklich überwiegend auch der der tatsächliche Betriebsfall ist. Die größere Laufruhe ist richtig, allerdings geht das wohl meist mit einem Kraftverlust einher. > Leider wird die Steuerung per RS232 angeschlossen. Was ja eine Serielle > Schnittstelle ist. Auf der Eingangsplatine hat es dann einen > programmierten GAL, welcher die Signale weiterverarbeitet. RS232 Schnittstelle klingt schon einmal anders als Methode wie L297/298 Ansteuerung... Vielleicht solltest du mal genau erklären was du damit meinst. (Oder sind vielleicht sogar tatsächlich diese Bausteine verbaut) Wenn es aber nur darum geht das irgendwo im Gerät die Seriellen Datentelegramme in Step&Dir Signale umgewandelt werden die dann auf die Endstufen gehen, dann sagt das noch nichts über die mögliche Schrittweite aus. Der "step" Impuls bedeutet ja erst einmal "ein-kleinstmöglicher-schritt" Ob dies nun ein Vollschritt, 1/8 Schritt oder gar 1/256859 Schritt ist liegt einzig an der angesteuerten Treiberstufe! Realist schrieb: > Serielle Signale werden gewöhnlich von einem Uart-Baustein verarbeitet. > Ein GAL kann entweder als Dekoder zum ansprechen von div. Chips dienen > oder als Dongle um die Signale zu ver-/entschlüsseln, um die > Wirtschafts interessen des Herstellers zu schützen. Möglich, je nach größe des GALs könnte diese aber auch selbst teil der UART Schaltung sein... Realist schrieb: > Da wird man vermutlich ohnehin nicht drum rum kommen einen alten PC > aufzutreiben der noch eine serielle Com-Schnittstelle hat. Uwe schrieb: > Die Elektronik sieht doch sehr "reparabel" aus. > Nur das GAL, das EPROM bzw. Flash bzw. CPU sollten wie rohe Eier > behandelt werden (wegen der Firmware). Naja - ICh würde eher versuchen zu ermitteln wie die Schrittmotorsteuerung tatsächlich angesprochen werden und dann die vorhandene "Intelligenz" durch etwas eigenes Ersetzen. Im Einfachsten Fall durch Optokoppler und ggf. Bustreiber um einen PC mit Paralleler Schnittstelle anzubinden. Damit geht dann so gut wie jede moderne Software so lange der PC einen Parallelport hat! (Onboard oder als PCI einsteckkarte) Gruß Carsten P.S.: Grundsätzlich würde ich aber auch eine Reparatur an erster Stelle setzen. Es spricht ja nichts dagegen das man nach dem die Fräse dann läuft immer noch weiter aufrüstet. Aber besser erst mal für wenige Euros wieder vernüftig Leben in die Bude bringen und dann ganz gelassen in Ruhe für wirklich gute Komponennten sparen oder mit der gewissheit der Rückfallebene selbst am Bau versuchen, als irgendwas übers Knie zu brechen damit die Fräse nicht Monatelang unbenutzbar da steht und einem das unter den Fingern kribbelt. Falls Komplettreparatur nicht möglich dann zumindest die weitgehende Nutzung der bestehenden Komponennten.
> aber es ist ein gewöhnlicher BLDC > ( 3 Phasen Asynchronmotor) ein BLDC ist aber ein Synchronmotor. Ein Synchronmotor braucht eine aktive Drehzahlregelung, ein Asynchronmotor macht das von alleine (kann aber zusätzlich gesteuert werden). Selbermachen : http://www.mikrocontroller.net/articles/Brushless-Controller_f%FCr_Modellbaumotoren Kaufen: http://www.mocontronic.de/de/katalog/motorsteuerungen/TMCM-171 414€ oder Frickeln und versuchen nen Modelbau BLDC-Regler so hinzubasteln das er die Spannung aushält.
Michael Sutter schrieb: > Was meint ihr denn zu dieser Hardware? > Platinen bekommt man für ca. 80 Euro plus Bauteile. Aber dann hätte ich > was vernünftiges für einen wie mir scheint sehr guten Preis... Welche Hardware meinst du? Auf der Seite ist verschiedenes angegeben. Für 80Euro plus Bauteile finde ich da nichts, einmal mit 70 Euro udn einmal für 90Euro scheinbar mit Bauteilen. Diese KArten sind aber nur die Controllerkarten! Dazu musst du noch die Endstufen aufbauen. Die Karte ist nur ein Bruchteil der Miete und dazu noch quasi rein Optional... Mit einer solchen Kontrollerkarte kann man über USB dann dasselbe machen wie über Parallelport plus Optokoppler (Wobei man die OK nicht zwingend braucht, aber es reduziert die Gefahr von Schäden am PC bei elektrischen Fehlern) Es spricht nichts dagegen so eine Controllerkarte zu verwenden um die digitale Logik deiner bestehenden Steuerung zu ersetzen. Besonders wenn bereits die vorhandenen Module mit Step/Dir funktionieren. ABER Zuerst musst du den rest der Schaltung am Laufen haben. Also ich würde trotzdem zuerst mal versuchen das ganze an einem Parallelport am laufen zu haben. Die dafür notwendige Schaltung kannst du problemlos auf Lochraster aufbauen, materialwert 5 Euro. Und wenn das läuft kannst du diese kleine Lochrasterplatine durch die verlinkte Steuerung ersetzen... Michael Sutter schrieb: > Eigentlich wäre diese Hard und Softwarelösung genau so was was ich suche > und ich brauche einfach noch eine Schaltung um die Spindeldrehzahl mit > PWM oder analog von 0-10V zu steuern. Einen solchen Frequenzumsetzer zu bauen ist nicht ganz so trivial, besonders bei den Daten solcher Spindeln. Und wie geschrieben hast du vermutlich ja sogar schon so etwas in deiner Steuerung drin. Falls nicht genau in dieser Einheit ein schwerer Fehler vorliegt müsstest du dir nur noch gedanken machen wie du das PWM Signal vom PC in die Stellgröße (0-10V -oder was auch immer Bungard als Stellgröße verwendet) umwandelst. Gruß Carsten
Angehängte Dateien:
-

IO_Karte.jpg
270 KB -

Schema_Endstufen.jpg
270 KB -

Schema_Spindel.jpg
470 KB -

Schema_Steuerung.jpg
450 KB

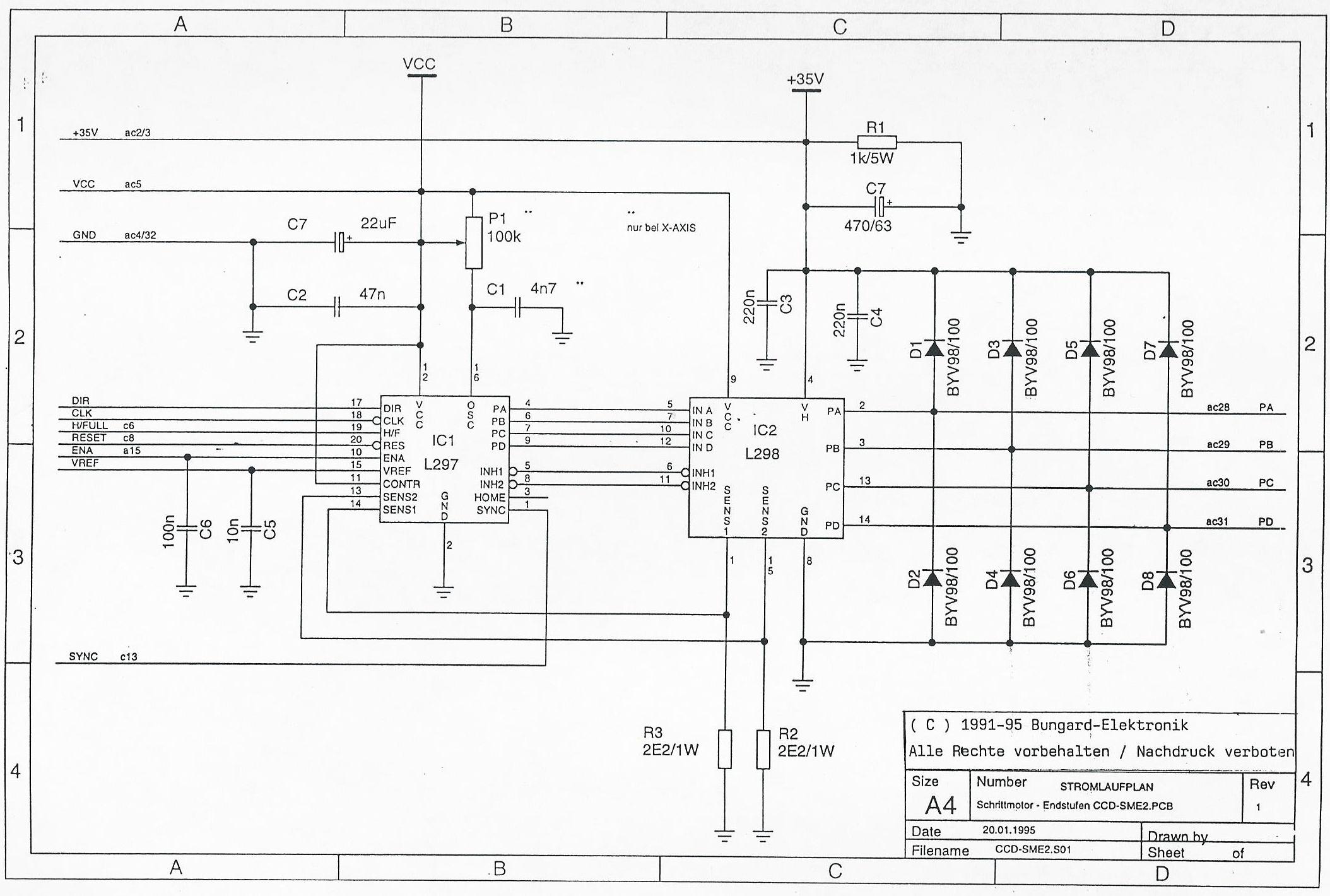

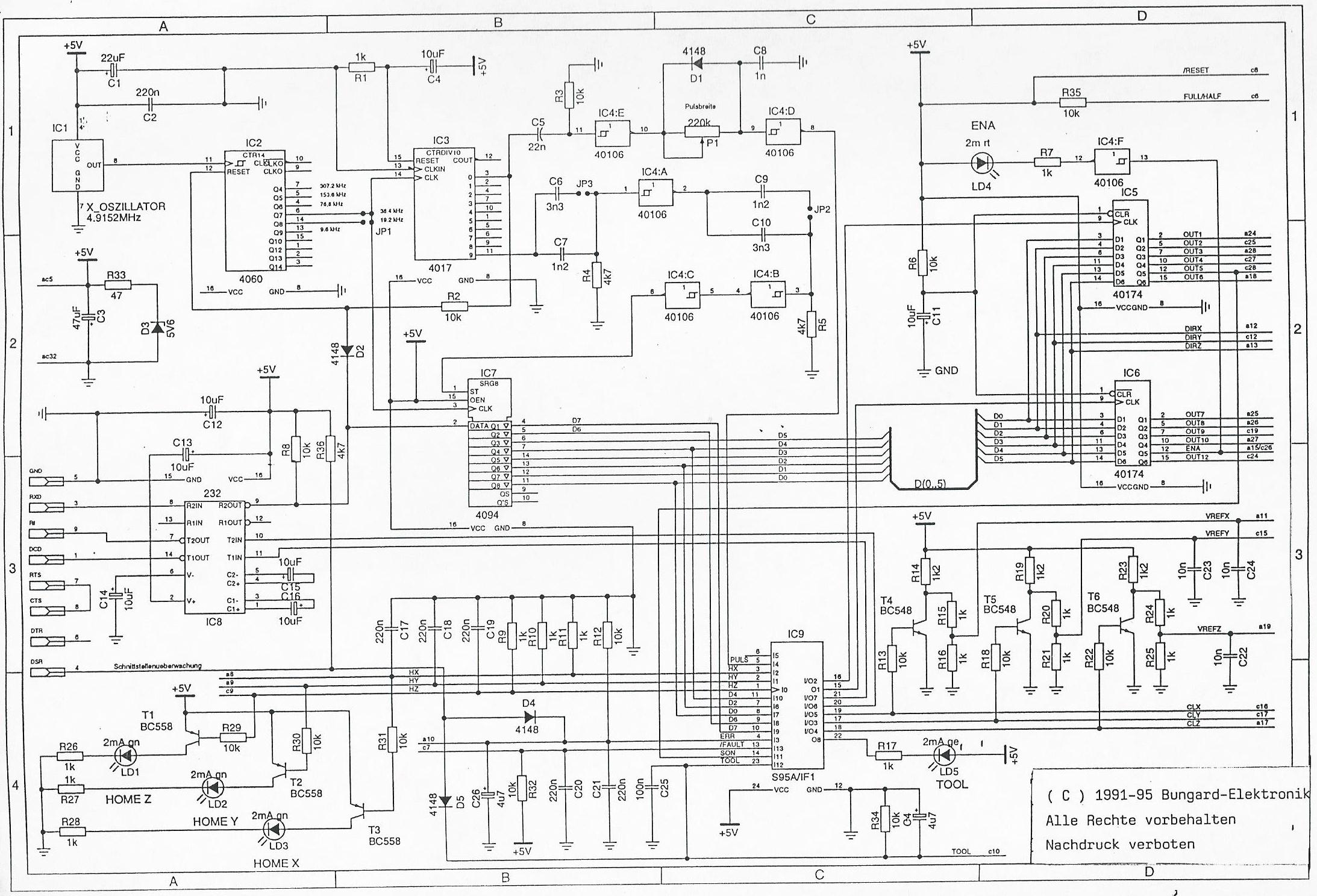
Hmm also dann sollte ich mir das mit der Reparatur doch nochmals genauer ansehen... Ich habe zum Glück einen Ordner mit den Schemas der Steuerung zur Fräse dazubekommen. Ich werde jetzt einfach mal die 3 wichtigsten Schemas hier anhängen (auf den restlichen sind noch Verbindungen mit der Maschine und der Bohrbruchsensor). Wie gesagt, was der GAL genau mit den Daten die per RS232 kommen macht, ist wahrscheinlich fast unmöglich herauszufinden. Und in der Spindelsteuerung ist ebenfalls nochmals ein GAL drinnen. Die Steuerung ist folgendermassen aufgebaut: PC - (RS232) -> Hautpkarte -> 3x Endstufen (L298/297) für X,Y,Z -> Spindelsteuerung Gruss Michi
Hi, also ich habe in die Schaltpläne mal hereingeklickt... Meine Empfehlung ist: Den mit "Schema_Steuerung" bezeichneten Teil (Hauptkarte) zu entfernen und durch etwas eigenes Ersetzen. Das kann (und sollte) zum anfang einfach eine Brigade Optokoppler +Bustreiber sein, später könnte man dann auch die von dir weiter oben verlinkte Steuerung dafür nehmen wenn man will... Aber erst einmal so loslegen. Dann als ersten Schritt prüfen ob das Netzteil alle Spannungen liefert. FAlls sich da schon der Fehler findet um so besser, da sollte dann das kleinste Problem sein. Wenn alle Spannungen da sind kann man die einzelnen Schrittmotorkarten ja problemlos testen: Auf Vref muss du ca. 1,5V geben (Laut Schaltplan steuerung 1,56V...) für den Test auch weniger. Nur mehr sollte es nicht sein, sonst könntest du die Motoren überlasten. (Falls von Interesse: Die Erzeugung der Referenzspannung ist auf dem Schaltplan der Steuerung unten Links zu sehen, Die Widerstände R13 bis R25 und die Transistoren T4 bis T6. Jeweils dreimal dieselbe Schaltung, pro Achse einmal. Dort wird mit dem Spannungsteiler die zulässige Maximalleistung für den Motor eingestellt, mit den Transistoren wird bei einem HI auf den Signalen Cx, Cz, Cy, die Referenzspannung deutlich auf nahe Null herabgesenkt so das der Motor praktisch keine Leistung mehr hat. Dies ist vermutlich für den Fehlerfall (endschalter) vorgesehen. Später könntest du eine ähnliche Schaltung ja nachbauen) Auf ENA und RESET gibst du +5V, auf Half/Full ist für den Test egal ob Hi oder Lo, und DIR legst du für den Anfang auch auf Hi oder Lo, das sollte aber umschaltbar sein. Bestriesbspannung und die 35V sollten vom Netzteil kommen... Liegen diese Spannungen an kannst du mittels Taster o.ä. kurze 5V Impulse auf die CLK/STEP Leitung legen. Für jeden Impuls muss der Motor einen Schritt machen. ISt das erfolgreich schaltest du den Pegel an DIR um, dann muss der Motor in die andere Richtuing laufen. Das dann für alle drei Karten und du weisst diese sind in Ordnung. Zur Spindelsteuerung schreibe ich sofort noch etwas... Gruß Carsten
Zur Spindelsteuerung: Falls die Spindelsteuerung noch funktioniert müsste man die auch Problemlos weiterverwenden können. Die bekommt als generelle Steuersignale einmal das STOP signal welches wohl die Spindel anhält wenn nicht benötigt und das Errorsignal welches im Fehlerfall wohl ebenfalls die Funktion der Spindel anhält. Als Ausgangssignal gibt die selber auch ein Fehlersignal /Fault aus, das wohl LO wird wenn in der Schaltung selber etwas schief läuft bzw. die Überstromschutzschaltung anschlägt. Neben diesen Drei Steuersignalen sind dann scheinbar nur noch die Stellsignale für die Drehzahl vorhanden die wohl Parallel eingestellt wird. Das GAL verknüpft diese ganzen Signale und gibt dann das Drehzahlsignal über den ULN2803 auf einen sehr hochohmigen R2R DA Wandler der daraus eine Analogspannung macht. Diese Analogspannung geht auf den CD4046 bei dem es sich um einen PLL Baustein mit integrierten VCO handelt. Da allerdings der PLL Teil nicht beschaltet ist wird nur der VCO verwendet. Dieser erzeugt eine Frequenz die von der erzeugten Analogspannung abhägt, je höher die Spannung um so höher die Ausgangsfrequenz. Das Ausgangssignal dient dann als Clk für einen Flipflopbaustein mit dem dann die 6 Stellsignale für Endstufe bestehen aus drei Halbbrücken (je Spule 1) erzeugt werden. Dabei ist es so das durch die Beschaltung des FlipFlopbausteins feste Bitfolge immer wieder abgefahren wird, nur die Geschwindigkeit der Zustandswechsel variiert mit Clockfrequenz. Da -wenn ich das gerade richtig im Kopf habe- die meisten CNC Programme heute die Stellgröße für die Spindeldrehzahl in PWM ausgeben ist die Parallele Adressierung im ersten Moment scheinbar ein Problem. Aber es wäre möglich den internen DA Wandler stillzulegen und stattdessen über einen Tiefpassfilter +OP in Verstärkerschaltung selber eine passende Analogspannugn auf den CD4046 zu geben. Aber dies würde ich nur dann -wirklich nur dann- machen wenn tatsächlich der GAL defekt sein sollt. In JEDEM anderen Fall würde ich die Spindelsteuerung einfach reparieren (MitSchaltplan bei diesem Aufbau überhaupt kein Problem) und im Originalzustand erhalten. Falls du dich ein wenige mit µC auskennst ist es nur ein NAchmittag Arbeit eine µC Schaltung aufzubauen die das PWM signal auswertet -entweder nach Filterung über AD Wandler, oder direkt durch Auswertung des Tastgrades- und daraus das Parallele Stellsignal macht. Falls du über eine USB Steuerung arbeitest kann -je nach Software- natürlich auch der Zwischenschritt PWM und Auswertung entfallen und du sendest den einzustellenden Wert direkt an den µC- Von der Hardware und Firmwareseite einfach, die Frage ist nur wie sieht es bei der PC software aus... Soweit fürs erste mal als Anregung und Hilfe für die Fehlersuche (grobe Funktionsbeschreibung). Gruß Carsten
Vielen Dank für deine Ausführliche Antwort Carsten!! Ich werde morgen mal die Schrittmotorkarten testen. Können da die Schrittmotoren ev. kaputt gehen, falls die Endstufen defekt sind, oder kann ich das bedenkenlos testen? Zur Frässpindel, ich werde mir deine Beschreibung morgen mal Anhand des Schemas anschauen, und schauen ob ich die Schaltung verstehe ;) Carsten Sch. schrieb: > Falls du über eine USB Steuerung arbeitest kann -je nach Software- > natürlich auch der Zwischenschritt PWM und Auswertung entfallen und du > sendest den einzustellenden Wert direkt an den µC- Von der Hardware und > Firmwareseite einfach, die Frage ist nur wie sieht es bei der PC > software aus... Wie meinst du das genau mit der Software? Meinst du hier die Software, welche ursprünglich die Fräse steuerte (die läuft unter DOS), oder eine Software welche man nacher verwenden könnte? Gruss und Danke!! Michi
Ah und noch zum Thema Parallelport. Ich habe in meine Hobbyraum noch einen alten PC stehen mit Parallelport. Den könnte ich locker als Fräsen-PC verwenden ohne andere Sachen darauf machen zu müssen ;) Carsten Sch. schrieb: > Interessant wäre da jetzt zu wissen welche Anforderungen deine Motoren > haben. Einfachste 3-4 Kanalsteuerungen (Step/dir) bekommt man aus China > ja so ab 50 Euro. Die funktionieren durchaus, allerdings muss man in > Kauf nehmen das man noch die eine oder andere Nacharbeit leisten muss. > Dazu braucht man noch ein gutes Netzteil falls das vorhandene nicht > weiterverwendet werden kann! Ich habe mir vor einiger Zeit mal so eine 3 Achs CNC Ansteuerungsplatine auf ebay gekauft. Habe die aber nicht mit der MAch3 Software welche dabei war zum laufen bekommen. Allerdings lag das an den falschen Einstellungen (die Pins vom Parallelport waren in Mach3 nicht richtig zugeordnet). Auf jeden Fall hat sich danach der Schrittmotor bewegt, als ich ein par Zeilen G Code ausgeführt habe. Die China Steuerung habe ich aber nur so zum ausprobieren, bastelen mal aus neugierde bestellt, da ich im Vorfeld schon auf einigen Seiten gelesen habe dass diese Dinger nur bedingt funktionieren. Es ist aber im Moment dass schleuste, die bestehende Steuerung probieren zu reparieren. Wie ich aus euchen Antworten entnehmen kann ;) Gruss Michi
Die Drehzahlsteuerung von Frässpindeln ist bei WinPCNC und Mach3 doch schon lange gang und gäbe. Man benötigt halt eine Interface-Karte, die aus dem von der Software ausgegebenen PWM-Signal ein Analogsignal mit 0-10V oder 0-5V macht. In der Regel verstärkt so ein Interface auch noch die Takt-Richtungssignale, so dass man die Optokoppler-Eingänge beliebiger Schrittmotorendstufen damit treiben kann. Sowas bekommst du bei mir fertig für 55 EUR brutto, und zwar incl. der Signalaufbereitung für 4 Schrittmotorachsen, Endschaltereingänge und zusätzlichen Relais [1]. Mit freundlichen Grüßen Thorsten Ostermann [1] http://www.mechapro.de/shop/Sonstige-Schaltungen/Schrittmotor-Interface-II::171.html
Michael Sutter schrieb: > Wie gesagt, was der GAL genau mit den Daten die per RS232 kommen macht, > ist wahrscheinlich fast unmöglich herauszufinden. Ist so nicht nachvollziehbar. Der 20V8 ist anscheinend für die Spindeldrehzahlsteuerung zuständig. > Und in der Spindelsteuerung ist ebenfalls nochmals ein GAL drinnen. Meinst du den S95A/IF1 (IC9)? Leider hat googlen mit dieser Bezeichnung nichts gebracht, aber ich vermute, dass es sich dabei um eine Art Uart handelt. Könnte ein PAL-Baustein sein. Also das gleiche Firmwareproblem, nur etwas anders gelöst. Wenn das Teil defekt ist, sehe ich schwarz. Praktisch könnte man mit einem Zähler und einer Reihe LEDs (mit Vorwiderständen) sich die Wahrheitstabelle mal durchspielen lassen. Gegen Auslesen werden die Chips wohl gesperrt sein. Bezgl. der PC-Software schon mal die Downloads von der Bungard-Webseite probiert?
Realist schrieb: > Bezgl. der PC-Software schon mal die Downloads von der Bungard-Webseite > probiert? Das ist ein guter Tipp! Habe die Software ausprobiert, ich weis allerdings nicht ob diese Software die Steuerung gleich ansteuert wie die alte Software unter DOS. Die RS232 Kabelverbindung würde jedenfalls passen. Ich habe die Steuerung ausprobiert, aber leider erkennt sie die Frässteuerung nicht. (Meldung-> keine Fräse vorhanden) Carsten Sch. schrieb: > Auf ENA und RESET gibst du +5V, auf Half/Full ist für den Test egal ob > Hi oder Lo, und DIR legst du für den Anfang auch auf Hi oder Lo, das > sollte aber umschaltbar sein. > Bestriesbspannung und die 35V sollten vom Netzteil kommen... Ich habe ausserdem die Schrittmotorkarten getestet. Bei zwei verschiedenen Achsen hat es allerdings die Sicherung im 35V Kreis herausgehauen, als ich Enable mit 5V verbunden habe. Ich habe extra alle anderen Karten entfernt und nur die zu testende Karte an die Spannungsversorgung der Steuerung angeschlossen! Ziemlich komisch... Weil ich mir dachte dass das doch nicht sein kann, habe ich die Schaltung mal auf einem Steckbrett aufgebaut,mein Labornetzteil als Spannungsversorgung genommen (30V / 2A) und einen Funktionsgenerator um das Taktsignal zu erzeugen. Bei der Z Achse hat sich dann der Schrittmotor auch tatsächlich bewegt :) Es sind zwar nur etwa 200mA geflossen... Allerdings machten die X und Y Achse keinen Wank. Kann es sein dass hier irgendwo noch eine Strombegrenzung drinnen ist, und dass die Schrittmotoren mehr Strom benötigen um sich zu bewegen (wäre verständlich, da sie ja auch den ganzen Tisch hin und her schieben müssen -> mehr Gewicht)? Oder kann es sein dass die Schrittmotoren kaputt sind?? Kann man einen Schrittmotor überhaut tot kriegen? Gruss Michi
> Oder kann es sein dass die Schrittmotoren kaputt sind??
Kannst ja mal gucken was der Schrittmotor so an Widerständen zeigt.
Also die Beiden Phasen dann die Phase zueinander und jeder Anschluß zu
Motorgehäuse.Wenn das geklärt ist kann man im Betrieb gucken was an den
Schrittmotoranschlüssen passiert (mit Oszi).
Es ist sicher einfach da einen ersatz Schrittmotor zu bekommen.
Habe die Phasen ausgemessen. Sie haben alle ca. 1.7 Ohm das sollte also gut sein, und die Schrittmotoren noch funktionieren. Ich habe auch den Fehler entdeckt. Ich habe einen Fehler bei der Anschlussbelegung der Kabel gemacht. Die Mechanik funktioniert also einwandfrei, alle 3 Achsen bewegen sich in beide Richtungen ;) Allerdings habe ich jetzt zum testen meine Schaltung auf dem Steckbrett genommen. Was mit den Endstufenkarten der Steuerung los ist, weis ich noch nicht so recht :S Gruss Michi
:
Bearbeitet durch User
Michael Sutter schrieb: > Ich habe die Steuerung ausprobiert, aber leider erkennt sie die > Frässteuerung nicht. (Meldung-> keine Fräse vorhanden) Dann würde ich mal den Support von Bungard befragen. Du bist legaler Besitzer der Maschine und darfst auch Fragen stellen. Michael Sutter schrieb: > Ziemlich komisch... Gar nicht so komisch, wenn du Karten, die untereinander zusammen arbeiten sollen, dann mit offenen Eingängen laufen lässt. Das geht manchmal schief wenn der Hersteller keine Gegenmaßnahmen eingebaut hat. Alle Eingänge (vor allem bei CMOS) müssen einen definierten Pegel haben bzw. müssen beschaltet sein. Ich bin nicht sicher, aber die L2...Bausteine müssen glaube ich dynamisch gepulst werden. Wenn die Endstufe statisch durchsteuert wird, wäre es durchaus möglich, das die ruck-zuck durchbrennt. Wenn eine Sicherung flitzt, kann auch ein Kurzschluss die Ursache sein. Die Dioden in der Endstufe (ohne angeschlossenen Motor) würde ich mal durch messen. Um in so einem Baugruppenträger messen zu können, sollte man eine Adapterkarte benutzen, damit man da besser ran kommt, schon um keine undefinierten Zustände in der Schaltung zu haben.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.