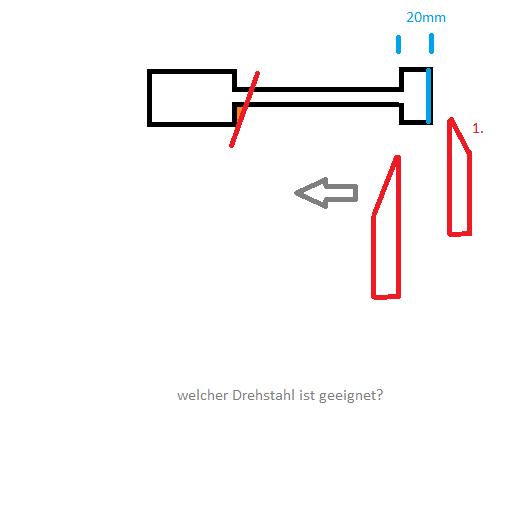
Hallo zusammen. Da ich mich derzeit langsam ins Drehen einarbeite, bin ich heute auf folgendes Problem gestoßen, was ich mit meinem jetzigen Wissen nicht lösen kann: Ich bearbeite ein 20mm dickes Messingrundmaterial. Zunächst säge ich mir ein Stück mit der Metallsäge ab, dann spanne ich es ins Futter der Drehbank und drehe die gesägte Fläche mit einem nach links gerichteten Drehmeißel gerade. (blaue Markierung in Skizze). Sobald die Fläche nun plangedreht ist und ich mit dem Drehmeißel direkt am Werkstück bin, fahre ich mithilfe der Skala an der Drehspindel 20 Umdrehungen weiter, um dort mit dem gleichen Meißel von 1) eine kleine Rille einzufräsen. Nun wechsle ich den Drehstahl auf einen rechtsgerichteten (siehe Skizze). 1. Frage: Wie erwische ich nun genau die Stelle, die 20mm von der plangedrehten Fläche entfernt ist/also quasi die Rille? Welcher Drehstahl ist nun geeignet, den Durchmesser des Messings auf ein paar Millimeter zu reduzieren? Wie nennt man so einen? Bin ich nämlich mit dem Drehstahl am Ende angelangt, habe ich das Problem, dass der Drehstahl keine 90° an der Stelle des Durchmesserwechsels ins Material dreht. (siehe rote Markierung links). Gehe ich überhaupt richtig vor? Wieviel darf ich pro Abtrag überhaupt vom Material anehmen? Vielen Dank und Gruß!
Angehängte Dateien:
-

drehen.png
2,7 KB
Jk schrieb: > 1. Frage: Wie erwische ich nun genau die Stelle, die 20mm von der > plangedrehten Fläche entfernt ist/also quasi die Rille? Je nachdem wie genau es sein soll... Per augenmaß kommt man scho ziemlich genau hin. Oder in kleinen Schritten und immer nachmessen. Ein zehntel sollten damit machbar sein. > Welcher Drehstahl ist nun geeignet, den Durchmesser des Messings auf ein > paar Millimeter zu reduzieren? Wie nennt man so einen? Ein gut geschliffener HSS Meißel sollte funktionieren. Nicht zuviel auf einmal abnehmen. > Bin ich nämlich mit dem Drehstahl am Ende angelangt, habe ich das > Problem, dass der Drehstahl keine 90° an der Stelle des > Durchmesserwechsels ins Material dreht. (siehe rote Markierung links). mit einem linken Meißel machen. > Gehe ich überhaupt richtig vor? > Wieviel darf ich pro Abtrag überhaupt vom Material anehmen? probier es mal mit einem halben mm bis einem mm.
Danke erstmal für die schnelle Antwort! :)
>Ein gut geschliffener HSS Meißel sollte funktionieren
Ja ich habe einige Meißel, aber ich weiß nicht wie die alle heißen und
wofür man die meisten verwendet. Könntest du mir ein Beispiel geben?
Jk schrieb: >>Ein gut geschliffener HSS Meißel sollte funktionieren > Ja ich habe einige Meißel, aber ich weiß nicht wie die alle heißen und > wofür man die meisten verwendet. Könntest du mir ein Beispiel geben? Ich kann dir das aus dem Stand leider nicht so gut erklären. Ein Teil sind warhscheinlich Formmeißel, ein Teil Ab oder Einstechmeißel. Generell kommt es bei den normalen Drehmeißeln aber auf das Material an, also auf das Spanverhalten das Grundmaterials. Die Links könnten dir helfen: http://www.zellix.de/unischleif1.htm Ich habe die Bücher "Drehen für Modellbauer" 1 und 2, die haben noch einigen Inhalt über das richtige Meißel Schleifen.
Im Prinzip drehst du eine Nut, auch wenn sie sehr breit und dafür wenig tief ist. Man nennt das Stechdrehen. Das macht man mit Nutenwerkzeugen, die links und rechts die passende Aussenform haben. Sie ähnels Abstechdrehstählen. http://rexim.de/produkte/stechen-und-drehen/abstech-und-nutendrehwerkzeuge/ Da man als Bastler aber so etwas nicht hat, muss man sich eben mit dem vorhandenen Werkzeug behelfen, zumindest wenn man nur ein mal so was drehen will. http://joomla.eduhi.at/bs1wels/images/pdf/drehen.pdf Also mittendrin den Drehstahl wechseln. Das gibt einen sichtbaren Übergang, aber du kannst ja üben, ihn möglichst klein zu bekommen. Zur Spandicke http://rzwwwneu.fh-wuerzburg.de/fh/fb/kun/intern-neu/stuff/umbruch/teil_01_grundlagen.pdf aber für Hobbyisten sind nicht die "möglichst schnell, wir haben auch viel Kraft" Vorgaben der Industrie passend. Der Span sollte (bei Messing mit der passenden Drehstahl) nicht unter 0.2mm dick sein, aber darf auch nicht zu hohen Querschnitt haben sonst schafft deine Drehe die Kraft nicht. So 0.25mm x 2mm kann man Hobbyistenfräsen wohl zumuten, darüber sollte man in Stufen hineinfahren.
Tja, mit einer präzisen Drehbank ist das normal kein Problem. Du muß das halt auf zweimal machen. Wennst nur einen linken Seitenstahl hast ,dann drehe die hinter Seite nach Wunsch.Vorne kannst das mit Gefühl mit einem Abstechstahl versuchen. Aber grob vorstechen vorne würde ich schon solange das Material noch voll ist weil es dann weniger schwingt und eine schönere Fläche gibt. Langsam kurbeln und wenig wegnehmen ist angesagt.Falls du zufällig noch einen rechten Seitenstahl hast dann wäre das pefekt...,-)
@Jk Hast du auf deiner Drehe einen Multifix? Wenn nicht, würde ich mir die Anschaffung ernsthaft überlegen. Man kann einen einfachen Drehling, auf 60° spitz angeschliffen, dann in div. Winkeln spannen und dann die meisten Konturen die man benötigt, drehen. Wenn du so einen dünnen Hals drehen willst, wird es als Anfänger nicht so einfach werden, denn wenn der Rohling immer dünner wird bei zunehmendem Durchmesser, kann bei zunehmender Ausdünnung irgendwann am Ende (d. Stirnfläche) nicht mehr gespant werden, weil das Material wegen des Hebels sich dann verformt und letztendlich abbricht. Man muss sich also Gedanken machen wie die Kräfte wirken und wie man da am besten vorgeht. Eine mitlaufende Spitze die in den Reitstock passt, wirst du wohl haben? Gesetz diesen Fall, bohrt man mit einem Zentrierbohrer eine Zentrierbohrung in die dem Drehfutter abgewandte Stirn des Rohlings und plant dabei gleich ein, das Übermaß des Rohlings wegen dieser Bohrung, später soweit wieder plan zu drehen, bis die Bohrung dabei verschwindet. Dem Rohling zwischen Drehfutter und Spitze gespannt kann man dann besser zu Leibe rücken, ohne das er bei der weiteren Bearbeitung abbricht. Die Zustellung sollte dabei gefühlvoll gewählt werden. Man muss sich nur Gedanken machen wie man dann das Werkstück zum Plandrehen spannt, entweder am dicken Teil, wobei dann jede Spanntoleranz dazu führt, dass die Planfläche zum Schaft einen undefinierten Winkelfehler bekommt. Kann man dagegen den dünnen Schaft spannen(ein etwas nachvollziehbare Skizze vom angestrebten endgültigen Werkstück wäre hier hilfreicher), könnte man einen Winkelfehler zur Planfläche größtenteils vermeiden. Bezl. der Drehgeschwindigkeiten ist man ja an die Geschwindigkeiten des Drehbankgetriebes(sofern vorhanden) gebunden. Abhängig von einer geeigneten Schneidgeometrie des Drehmeißels wählt man die Geschwindigkeit so, dass der Schnitt einerseits gleichmäßig und glatt wird. Dabei kann sich das Werkstück und der Meißel bei ungünstigen Bedingungen stark erwärmen, sollte aber nicht anfangen blau zu werden oder zu glühen beginnen. Ganz schlecht für den gehärteten Stahl. Entweder wählt man dann ein niedrige Geschwindigkeit oder stellt beim drehen weniger zu, also dünneren Span. Mit niedrigen Geschwindigkeiten und hohem Vorschub(Zustellung) kann man schruppen, also ordentlich Material abtragen und mit hohen Geschwindigkeiten und geringen Vorschub kann man schlichten und glatte Flächen erzeugen. Statt eine Spitze zu benutzen könnte man eine Lünette benutzen, sofern die bei der Maschine dabei ist, aber das ist etwas komplizierter und sollte man zu Anfang erst mal lassen. Im Endeffekt muss man eben üben, üben, üben und aus Fehlern lernen. Irrtum vorbehalten.
Angehängte Dateien:
-

stech.png
475 Bytes -

abstechen.png
1,6 KB
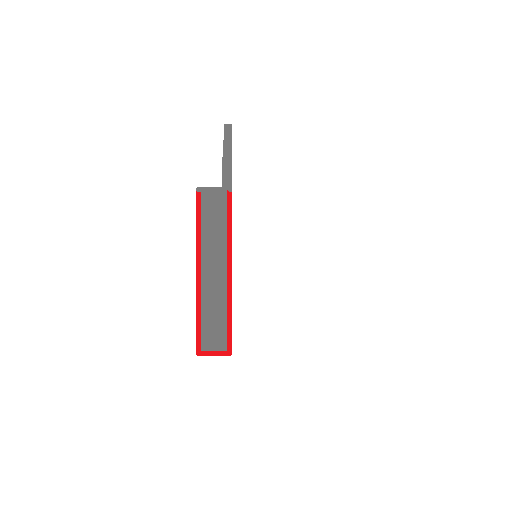
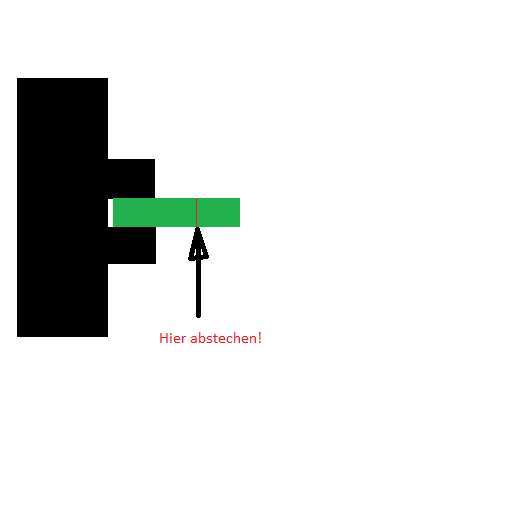
Hallo zusammen! Erstmal wirklich vielen Dank für euere Hilfe. Ihr seid spitze! Ich habe es nun mit einem solchen Meißel gemacht, das hat prima geklappt (siehe "stech.png"). Das ist ein Stechmeißel, oder? Somit sind schöne 90°-Abstufungen entstanden, da der Meißel selbst ebenso 90° abgestuft ist. Meine Drehbank ist übrigens eine Proxxon SD 200. Die sollte anfang der 90er gebaut worden sein. Nun hätte ich noch eine Frage. Ich habe wie bereits beschrieben derzeit ein Vollmaterial (Messing) mit einem Durchmesser von 30mm zum Testen. Gibt es einen Stechmeißel, der derart "lang" ist, damit ich ohne zu Sägen ein Stück von dem Rundmaterial abstechen kann? Der von mir skizzierte Meißel hat nur eine Meißellänge von etwa 1 cm. Somit fehlt noch etwa 0,5 cm, um das Rundmaterial komplett abstechen zu können. Könnt ihr mir helfen, welchen Meißel ich dafür brauche? (siehe Skizze "abstechen.png") Noch eine Frage: Es soll in die Mitte des 30mm starken Rundmaterials ein Loch von 12mm eingebohrt werden. Wie ich gehe ich da am besten vor? Ich habe diese kleinen Vorbohrer. Diese würde ich zunächst verwenden, damit der eigentliche Bohrer dann schön packt. Aber: Mit welchem Bohrer kann ich eine saubere Bohrung erzielen? Außerdem fasst mein Futter keine 12mm (Spiralbohrer). Danke euch! :-)
Jk schrieb: > Ich habe wie bereits beschrieben derzeit ein Vollmaterial (Messing) mit > einem Durchmesser von 30mm zum Testen. > Gibt es einen Stechmeißel, der derart "lang" ist, damit ich ohne zu > Sägen ein Stück von dem Rundmaterial abstechen kann? Aber klar - so wird das in der Massenfertigung oft gemacht: Automatisch spannendes Futter und Rundmaterial, dass von hinten immer weiter durchgeschoben wird. Dann wird der "rausschauende Teil bearbeitet und zum Schluß abgestochen. Der Begriff, den Du suchst, ist ein "Abstechmeissel" So etwas hier könnte für 15mm (halber Durchmesser reicht ja) ausreichen - wenn nicht, musst Du den an den entsprechenden Stellen dünner schleifen: http://www.rc-machines.com/media/images/org/Bild%203382_76583.jpg > Der von mir skizzierte Meißel hat nur eine Meißellänge von etwa 1 cm. > Somit fehlt noch etwa 0,5 cm, um das Rundmaterial komplett abstechen zu > können. Richtig. Es gibt auch passende Schnellspannhalter für sehr dünne Abstechmeissel mit Wechselplatten: je dünner, desto weniger Material geht verloren. Einfach mal Tante Google mit Abstechmeissel füttern und die Bilder ansehen - es gibt Dutzende von Lösungen. > Noch eine Frage: > Es soll in die Mitte des 30mm starken Rundmaterials ein Loch von 12mm > eingebohrt werden. > Wie ich gehe ich da am besten vor? Ich habe diese kleinen Vorbohrer. > Diese würde ich zunächst verwenden, damit der eigentliche Bohrer dann > schön packt. Genau. Mit dem Zentrierbohrer (ich denke, das ist was Du meinst) bringst Du eine Zentrierung an. Dabei muss der nicht einmal genau fluchten: es entsteht auf jeden Fall ein zentrischer Innenkegel, der dann den eigentlichen Bohrer führt. Wenn Du keine 12mm-Bohrer spannen kannst: wofür hast Du eine Drehbank? ;-) Wenn Du keinen Adapter hast: den 12mm-Bohrer verkehrt herum ins Bohrfutter einspannen und den Bohrerschaft soweit abdrehen, dass er eingespannt werden kann. Aber: das dürfte HSS sein - also einen entsprechenden scharfen HM-Meissel nehmen. Ich hoffe, Deine Drehbank verträgt das - meine tuts ;-) > Aber: Mit welchem Bohrer kann ich eine saubere Bohrung > erzielen? > Außerdem fasst mein Futter keine 12mm (Spiralbohrer). Ich würde mit einem kleinen Bohrer (4-5mm) vorbohren, und dann den 12er hinterherschicken. Wenn Du es ganz sauber haben willst, kannst Du auch mit einer Bohrstange/Innendrehmeissel arbeiten: also dann auf bspw. 11,5mm aufbohren und den Rest mit dem Meissel sauber wegnehmen. Oder Du ahlst den Rest aus .... oder, oder - es gibt 1000 Möglichkeiten :-) Viel Spaß :-)
:
Bearbeitet durch Moderator
Chris, vielen Dank für deine umfangreiche Antwort! :) Es ist mir ja peinlich, solch dämliche Fragen zu stellen. Aber zwischen Informatik (da wo ich herkomme) und Mechanik gibt es eben doch diverse Unterschiede grins Ich werde dann entsprechend deiner Tipps nach dem jeweiligen Material suchen und schauen, ob ich das alles so hinbekomme. Morgen werde ich dann nochmal ein paar Versuche starten, denn üben kann nicht schaden, zumal ich heute das erste Mal gedreht habe. Grüße
Jk schrieb: > Chris, vielen Dank für deine umfangreiche Antwort! :) > > Es ist mir ja peinlich, solch dämliche Fragen zu stellen. Aber zwischen > Informatik (da wo ich herkomme) und Mechanik gibt es eben doch diverse > Unterschiede *grins* > > Ich werde dann entsprechend deiner Tipps nach dem jeweiligen Material > suchen und schauen, ob ich das alles so hinbekomme. > > Morgen werde ich dann nochmal ein paar Versuche starten, denn üben kann > nicht schaden, zumal ich heute das erste Mal gedreht habe. > > > > Grüße Der Metallbauer: Wenn du einmal begriffen hast, wo du die Schneiden, Freiwinkel usw. brauchst, nimmst du dir einen alten Drehmeißel und gehst zu Schleifbock. In wenigen Sekunden schleifst du dir den passenden Meißel. Wenn der nicht richtig funktioniert, hast du nicht richtig geschliffen. Das erspart jede Menge Spezialwerkzeug und hilft auch bei exotischen Aufgaben. Grüße Bernd
Jk schrieb: > Gibt es einen Stechmeißel, der derart "lang" ist, damit ich ohne zu > Sägen ein Stück von dem Rundmaterial abstechen kann? Es gibt Stechmeißelhalter mit langen Stechmeißel zum einspannen. http://www.drehen-fraesen-bohren.de/Abstechhalter%20C-Modell.jpg Damit kann man auch tiefer stechen, aber aufpassen, denn bei großen Rohling-Durchmesser ist auch die wegen des größeren Umfangs die Schnittgeschwindigkeit größer, wo dann viel Reibungswärme frei gesetzt wird und die empfindlichen Schneideecken leicht überhitzt und beschädigt werden können. Merkt man dann am lauten Schnitt und wenn man nicht höllisch aufpasst kann der Meißel auch ganz plötzlich fressen weil die zum Halter nicht dünner sind, sondern gleich dick. Mit Kühlmittel kann man das u.U. vermeiden, aber die Sauerei will man sich nicht wirklich antun, egal ob wässerig oder Öl(verdampft gern und ist auch nicht schön da im stinkenden Ölnebel zu arbeiten). Zur Mitte hin kann/sollte man dann mit höherer Schnittgeschwindigkeit arbeiten. Manchmal ist es auch vorteilhaft wenn der Stahl 1/10mm unterhalb der Drehachse angesetzt wird und dabei besser schneidet (so meine Erfahrung). Bernd Funk schrieb: > In wenigen Sekunden schleifst du dir den passenden Meißel. Können wir uns als Praxiserfahrene auf MINUTEN einigen? Einfaches Nachschärfen schafft man auch in 10..20..30..Sekunden, aber nicht wenn man auf viele Eigenschaften beim schleifen achten muss, mal ganz abgesehen davon, dass das Werkzeug ´sich dabei erwärmt und zwischendurch öfter mal gekühlt werden muss. Chris D. schrieb: > Jk schrieb: >> Ich habe wie bereits beschrieben derzeit ein Vollmaterial (Messing) mit >> einem Durchmesser von 30mm zum Testen. >> Gibt es einen Stechmeißel, der derart "lang" ist, damit ich ohne zu >> Sägen ein Stück von dem Rundmaterial abstechen kann? > > Aber klar - so wird das in der Massenfertigung oft gemacht: Automatisch > spannendes Futter und Rundmaterial, dass von hinten immer weiter > durchgeschoben wird. Dann wird der "rausschauende Teil bearbeitet und > zum Schluß abgestochen. Nur, das der TO gar keine Langdrehmaschine kennt oder hat, sondern nur so eine Bastelmaschine mit der man wirklich nur einfach Kleinigkeiten schafft. Also sollte die Antworten dem entsprechen was man dem TO vermitteln sollte und auch für ihn Sinn macht. Da bist du mit deiner "Großen" in deiner Halle viel zu verwöhnt. > Der Begriff, den Du suchst, ist ein "Abstechmeissel" > > So etwas hier könnte für 15mm (halber Durchmesser reicht ja) ausreichen > - wenn nicht, musst Du den an den entsprechenden Stellen dünner > schleifen: > > http://www.rc-machines.com/media/images/org/Bild%203382_76583.jpg Hat aber Grenzen. Schau mal oben was ich da verlinkt habe. Das ist ein bisschen besser und flexibler. >> Noch eine Frage: >> Es soll in die Mitte des 30mm starken Rundmaterials ein Loch von 12mm >> eingebohrt werden. >> Wie ich gehe ich da am besten vor? Ich habe diese kleinen Vorbohrer. >> Diese würde ich zunächst verwenden, damit der eigentliche Bohrer dann >> schön packt. > > Genau. Mit dem Zentrierbohrer (ich denke, das ist was Du meinst) bringst > Du eine Zentrierung an. Dabei muss der nicht einmal genau fluchten: es > entsteht auf jeden Fall ein zentrischer Innenkegel, der dann den > eigentlichen Bohrer führt. Da reicht auch schon ein Anbohrer. Ein Zentrierbohrer geht zwar genauso, aber der ist eigentlich für die Nutzung eine Spitze auf dem Reitstock gedacht. Jedes Werkzeug hat eben eine ihm zugedachte Aufgabe für die es konstruiert wurde. Kann natürlich ein Informatiker nicht wissen, aber lernen.;-b Außerdem hat der Zentrierbohrer 60° und ein üblicher Spiralbohrer eine 90°-Spitze, was nicht optimal zusammen passt. Der Anbohrer hat eine 90°-Spitze und ist daher bestens geeignet. > Wenn Du keine 12mm-Bohrer spannen kannst: wofür hast Du eine Drehbank? > ;-) > Wenn Du keinen Adapter hast: den 12mm-Bohrer verkehrt herum ins > Bohrfutter einspannen und den Bohrerschaft soweit abdrehen, dass er > eingespannt werden kann. Aber: das dürfte HSS sein - also einen > entsprechenden scharfen HM-Meissel nehmen. Ich hoffe, Deine Drehbank > verträgt das - meine tuts ;-) Standard-HSS-Spiralbohrer sind nur auf der Länge des Spänekanals gehärtet. Der Schaft ist dagegen ungehärtet und kann auch mit einfachen Drehmeißeln abgedreht werden. Sollte man aber nicht zu heiß abdrehen, sonst kann es passieren das der Schaft plötzlich hart wird (ist mir mal in der Lernphase passiert). Eine saubere Bohrung muss man ahlen. Alles andere ist nur ein Loch in der Mitte. Das ist dann aber schon was für Fortgeschrittene. Ob so eine kleine Drehbank wie die des TO Ahlen überhaupt aufnehmen kann, möchte ich mal bezweifeln. Sollte man vorher abklären.
Jk schrieb: > Chris, vielen Dank für deine umfangreiche Antwort! :) > > Es ist mir ja peinlich, solch dämliche Fragen zu stellen. Aber zwischen > Informatik (da wo ich herkomme) und Mechanik gibt es eben doch diverse > Unterschiede *grins* Hey, willkommen im Club der "mechanisierenden Informatiker" ;-) Dumme Fragen gibt es nicht - das sind nämlich alles nur Fragen, die andere sich nicht zu stellen getrauen. > Ich werde dann entsprechend deiner Tipps nach dem jeweiligen Material > suchen und schauen, ob ich das alles so hinbekomme. > > Morgen werde ich dann nochmal ein paar Versuche starten, denn üben kann > nicht schaden, zumal ich heute das erste Mal gedreht habe. Ich kann das gut nachfühlen. Handwerkliche Tätigkeit ist ein starker Kontrast zum sonstigen Aufgabenspektrum eines Informatikers. Und es tut einfach gut, wenn man abends eben etwas Reales in der Hand hält und nicht nur irgendeine Klasse fehlerfrei läuft. Deswegen bin ich sehr froh, dass sich meine Entwicklungen sowohl aus Sparten der Informatik (und Chemie) als eben auch so archaischen Dingen wie Metallguss (wir benötigen für manche Bauteile spezielle Legierungen) oder eben fräsen, drehen, schweißen zusammensetzen. Da steht dann eben abends etwas auf dem Tisch, das auch einem Laien einen hohen Wert vermittelt, etwas, von dem man sagen kann: das habe ich heute hergestellt. Und natürlich muss man anfangs in der Metallbearbeitung viel lernen und ich lerne immer noch jeden Tag. Wenn man dann noch das Glück hat, einen erfahrenen Feinmechaniker zu kennen, der sich freut, sein Wissen und seine Tricks weitergeben zu können, dann wäre es fast Sünde, dieses wertvolle Wissen nicht wie ein Schwamm aufzusaugen. Jetzt habe ich Dank Logger auch wieder etwas über gehärtete und ungehärtete HSS-Bohrer gelernt. Also: viel Freude beim Drehen - und einfach mal experimentieren! @Logger: Das mit dem Stangenmaterial und der Automatisierung war nur als Beispiel gedacht, weil der OP sich so anhörte, als fände er seine Vorstellung extrem außergewöhnlich. Und Du überschätzt meinen Maschinenpark hier ;-) Ich hab hier auch nur eine kleine Tischdrehbank, vermutlich nicht viel größer als die Proxxon. Aber selbst damit konnte ich bisher alles herstellen, was ich benötigte, selbst V4A lässt sich damit gut drehen :-) Aber ab morgen habe ich dann hoffentlich eine "richtige" Drehbank. Bin schon etwas aufgeregt (Männer eben ;-)
Jk schrieb: > Gibt es einen Stechmeißel, der derart "lang" ist, damit ich ohne zu > Sägen ein Stück von dem Rundmaterial abstechen kann? http://www.ebay.de/itm/Abstechhalter-Abstechstahl-10mm-f-kl-Drehmaschinen-/231125332772 Allerdings nimmt der immer 3mm Materialbreite weg, da ist Sägen besser: Weniger Materialverlust und damit weniger Arbeit. Zumal bei längeren Teilen die Drehbank das Teil so weit weg vom Spannfutter nicht mehr hält, und zwischen den Spitzen kannst du nicht abstechen, und 30mm passen nicht durch dein Drehfutterloch, bleibt nur die Lünette und die ist bei deiner Maschine (falls überhaupt dabei) ohne Rollen. > Mit welchem Bohrer kann ich eine saubere Bohrung erzielen? Möglichst kurzen. Mit Zentrierbohrer ein kurz eingespanntes Stück mittig anbohren ist schon mal gut. Kannst du nicht kurz einspannen (weil das Teil dicker als der Spindelducrhlass ist), ist schon mal schlecht, dann eine Lünette als Hilfestellung. Mit einem Bohrer etwas dicker als der Kern deines nachfolgenden Bohrers weiterbohren ist schlau, so 5mm bei 12mm Spiralbohrer. Dann mit dem dickeren Bohrer. Wenn du nur 10mm spannen kannst, gibt es auch 12,mm Bohrer mit 10mm Schaft. Es kann aber schlauer sein, erst mal nur 10mm zu bohren, und das Loch dann mit einem Innendrehstahl auszubohren. Oder sogar mit einer Reihahle, denn die wird durch den Spindeldurchlass passen.
Jk schrieb: > es ins Futter der Drehbank und drehe die gesägte Fläche mit einem nach > links gerichteten Drehmeißel gerade. (blaue Markierung in Skizze). > Sobald die Fläche nun plangedreht ist und ich mit dem Drehmeißel direkt > am Werkstück bin, fahre ich mithilfe der Skala an der Drehspindel 20 > Umdrehungen weiter, um dort mit dem gleichen Meißel von 1) eine kleine > Rille einzufräsen. > Nun wechsle ich den Drehstahl auf einen rechtsgerichteten (siehe > Skizze). > 1. Frage: Wie erwische ich nun genau die Stelle, die 20mm von der > plangedrehten Fläche entfernt ist/also quasi die Rille? Das ist ganz einfach: du drehst mit dem linken Drehmeissel per Augenmaß die rechte Seite vom Hals bis ca 2mm vor die Rille. Dann drehst du die entstehende Fläche plan, sodass der kopf ca. 1mm dicker ist als geplant. Jetzt merkst du dir die Längsskala (oder hast diese idealer Weise zum Plandrehen genullt). Maschine aus, Kopfdicke ausmessen, differenz zum Soll bilden -->> überdrehen auf Sollmaß. Es kommt natürlich drauf an wie schlank der Hals ist. Auf der Skizze sieht es schon gewagt aus, 8mm durchmesser bei 100mm länge oderso. Da würde ich zunächst einen sehr kurzen Hals drehen... THT, bye uwe
Auf jeden Fall mit Zentrierbohrer anbohren und mit mitlaufender Körnerspitze oder zwischen Spitzen drehen. Die Planfläche zum Schluß andrehen. Dazu das Teil kurz spannen, auf dem 20mm langen Ende. Oder überlegen ob es nicht mehrteilig geht. Man könnte z.B. für den Mittelteil ein passendes Rundmaterial wählen und nur die zwei Teile außen aus dem 20er Rund drehen. Bohrung rein und mit Loctite verkleben. Fertsch.
Angehängte Dateien:
-

zylinder_zylinderkopf.jpg
24 KB -

zylinderkopf.jpg
42 KB


Hallo zusammen. Mensch, ich möchte euch ja nicht zu sehr loben. Aber ich finde es toll, dass man mir hier so hilft. Nun habe ich heute für mein Dampfmaschinen-Projekt folgendes gedreht und gefräst. Das eine ist der Zylinder, den ich zunächst plangedreht, abgestochen und anschließend plangefräst habe. Das zweite Foto zeigt den Zylinderkopf, den ich ebenso gedreht habe! :-) (Ein bisschen stolz bin ich schon...ich weiß schon. Ein Witz für euch!) Grüße
Jk schrieb: > (Ein bisschen stolz bin ich schon...ich weiß schon. Ein Witz für euch!) Nein, kannst mit Recht stolz sein. Jedes neue Teil ist eine Herausforderung, welche man nur mit Fantasie lösen kann. Nicht wie bei Programmierern, wo X+Y+r=C das Ergebnis fest vorgegeben ist. Chris D. schrieb: > Jetzt habe ich Dank Logger auch wieder etwas über gehärtete und > ungehärtete HSS-Bohrer gelernt. Das ist eigentlich das primitivste Grundwissen für jemanden, der es mit Schweiß und langer Lehrzeit gelernt hat. Es freut mich auch, wenn ein Elektroniker so wie du etwas dazulernen will. Chris D. schrieb: > Aber selbst damit konnte ich bisher alles > herstellen, was ich benötigte, selbst V4A lässt sich damit gut drehen > :-) Und warum hast du dir da eine neue angeschafft? Den Experten kann man daran erkennen, das er mit einfachsten Mitteln zum Ziel kommt. Und nicht daran, das er die kompliziertesten Maschinen bedienen kann. Mein Lehrmeister sagte, was machst du, wenn du im "Felde" nur eine Feile und Säge Hast. > herstellen, was ich benötigte, selbst V4A lässt sich damit gut drehen V2A--->Silberstahl ist kein Themaa, das geht.
Michael_ schrieb: > V2A--->Silberstahl ist kein Themaa, das geht. Hallo, Ich hoffe, dass du hiermit nicht sagen willst, dass V2A das selbe wie Silberstahl sei! Denn V2A ist 1.4301 und Silberstahl 1.2210. die beiden haben recht wenig miteinander gemeinsam, außer dass die Basis Eisen ist. Gruß
Michael_ schrieb: > Mein Lehrmeister sagte, was machst du, wenn du im "Felde" nur eine Feile > und Säge Hast. Daher lässt man die Lehrlinge in Metallberufen ja auch ein halbes Jahr, neben anderen metallbearbeiteten Tätigkeiten, den Umgang mit der Feile üben. Michael_ schrieb: > Es freut mich auch, wenn ein > Elektroniker so wie du etwas dazulernen will. Chris D. ist aber kein Elektroniker, sondern Informatiker.
Michael_ schrieb: > Jk schrieb: >> (Ein bisschen stolz bin ich schon...ich weiß schon. Ein Witz für euch!) > > Nein, kannst mit Recht stolz sein. Jedes neue Teil ist eine > Herausforderung, welche man nur mit Fantasie lösen kann. > Nicht wie bei Programmierern, wo X+Y+r=C das Ergebnis fest vorgegeben > ist. Naja, Fantasie ist immer gefragt, wenn man kreativ tätig ist. Das ist bei einer Implementierung nicht anders als beim Herstellen eines mechanischen Teils. > Chris D. schrieb: >> Jetzt habe ich Dank Logger auch wieder etwas über gehärtete und >> ungehärtete HSS-Bohrer gelernt. > > Das ist eigentlich das primitivste Grundwissen für jemanden, der es mit > Schweiß und langer Lehrzeit gelernt hat. Es freut mich auch, wenn ein > Elektroniker so wie du etwas dazulernen will. Ich befinde mich immer noch in der Lehrzeit ohne festen Lehrplan :-) > Chris D. schrieb: >> Aber selbst damit konnte ich bisher alles >> herstellen, was ich benötigte, selbst V4A lässt sich damit gut drehen >> :-) > > Und warum hast du dir da eine neue angeschafft? Weil ich eine Drehbank haben möchte, mit der ich vernünftig arbeiten kann, ohne irgendwelche Verrenkungen zu machen. Und eine richtige Drehbank aus Guss ist eben doch noch etwas anderes als eine Tischdrehbank - mal von Spitzenhöhe und -weite ganz abgesehen. > Den Experten kann man daran erkennen, das er mit einfachsten Mitteln zum > Ziel kommt. Ich bin ja keiner, den Anspruch werde ich auch nie haben. > Und nicht daran, das er die kompliziertesten Maschinen bedienen kann. Manchmal ist ein wenig Komplexität aber von Vorteil. > Mein Lehrmeister sagte, was machst du, wenn du im "Felde" nur eine Feile > und Säge Hast. Dann würde ich ihm heute antworten: ich hole mein Smartphone raus und rufe jemanden an, der die passende Maschine hat und mir das in einem Bruchteil der Zeit erledigt, die ich mit meinen Mitteln benötigen würde. Und in der Zeit verdiene ich mit meinem anderen Geschäft deutlich mehr als derjenige von mir haben möchte. Alte Weisheiten sind gut und schön - aber wenn die Anspruchslosigkeit zum Selbstzweck wird, dann macht man etwas falsch. So, neue Drehmaschine ist jetzt hier vor der Halle und wird gleich mit nem Kumpel zusammen ausgeladen :-) Wenn sie steht, mach ich mal Bilder. Hatte ich ja schon versprochen :-) Logger schrieb: > Michael_ schrieb:> Es freut mich auch, wenn ein Elektroniker so wie du > etwas dazulernen >> will.Chris D. ist aber kein Elektroniker, sondern Informatiker. Sogar studierter ;-) Ist aber nicht wichtig, da ich jetzt eh hauptsächlich fachfremd arbeite :-)
:
Bearbeitet durch Moderator
Chris D. schrieb: > Sogar studierter ;-) > Ist aber nicht wichtig, da ich jetzt eh hauptsächlich fachfremd arbeite > :-) Korrekt wäre "Akademischer Informatiker" aber du kannst dich gern nennen wie du willst, solange es wahr ist. Natürlich ist das wichtig, denn das ist das, was deine Persönlichkeit ausmacht und das ist das wichtigste im Leben. Was man dazu noch kann, ist dann mehr oder weniger Beiwerk was den Ruf ausmacht, wenn auch andere an diesen Fähigkeiten partizipieren dürfen.;-b
Logger schrieb: > Chris D. schrieb: >> Sogar studierter ;-) >> Ist aber nicht wichtig, da ich jetzt eh hauptsächlich fachfremd arbeite >> :-) > > Korrekt wäre "Akademischer Informatiker" Oder hierzulande auch "Diplominformatiker" > Natürlich ist das wichtig, denn das ist das, was deine Persönlichkeit > ausmacht und das ist das wichtigste im Leben. Finde ich nicht. Meine (damalige) Ausbildung hat wenig mit meiner Persönlichkeit zu tun. Es ist einfach ein Nachweis gewisser Fähigkeiten. > Was man dazu noch kann, ist dann mehr oder weniger Beiwerk was den Ruf > ausmacht, wenn auch andere an diesen Fähigkeiten partizipieren > dürfen.;-b Bei mir sorgt das Beiwerk für 100% Umsatz ;-) Aber: mich hat in der ganzen Zeit meiner Selbstständigkeit noch niemand nach meinem Titel gefragt - die Leute wollten immer nur eins: die Lösung ihres Problems. So sollte es ja auch sein :-)
Chris D. schrieb: > So, neue Drehmaschine ist jetzt hier vor der Halle und wird gleich mit > nem Kumpel zusammen ausgeladen :-) Und da hast du noch Zeit hier zu posten? Also, ich würde da erst wieder in drei Tagen ein Lebenszeichen von mir geben. Wohl nur Kiste runter von der Pritsche und erst mal in die Halle bugsiert und fertig? Mögliche Transportschaden bleiben dabei aber erst mal unentdeckt. Hatte ich mal mit ner Bandsäge, aber wurde kulant vom Händler geregelt.
Logger schrieb: > Manchmal ist es auch vorteilhaft wenn der Stahl 1/10mm > unterhalb der Drehachse angesetzt wird und dabei besser schneidet > (so meine Erfahrung). Zum Abstechen würde ich das aber nicht empfehlen. Meine Erfahrung ist da, dass der Meißel (auf den besonders beim Abstechen hohe Kräfte wirken) sich durch das Spiel des Planschlittens auf der Gewindespindel leicht zu tief in das Werkstück eingräbt. Der Planschlitten fährt dann ruckartig Richtung Werkstück, der Meißel verklemmt und das Werkstück ist meistens für die Tonne. Zum Abstechen spanne ich den Meißel deshalb lieber etwas über der Mitte ein. Kommt natürlich auch drauf an, wie leichtgängig der Planschlitten ist. Jk schrieb: > Ein bisschen stolz bin ich schon... Warte erstmal bis die Dampfmaschine läuft, das Erfolgsgefühl ist nochmal größer als das bei einer blinkenden LED ;-) Hier mal meine ersten Versuche mit der Drehmaschine: http://www.youtube.com/watch?v=xDekyMox0Gs http://www.youtube.com/watch?v=S_py1Div_lo Den Dampfkessel empfehle ich nicht unbedingt zur Nachahmung, für eine andere Maschine hab ich mir dann einen Kessel von Wilesco gekauft, da hat man doch ein etwas besseres Gefühl...
Logger schrieb: > Chris D. schrieb: >> So, neue Drehmaschine ist jetzt hier vor der Halle und wird gleich mit >> nem Kumpel zusammen ausgeladen :-) > > Und da hast du noch Zeit hier zu posten? Klar, hab da ja gerade auf meinen Kumpel gewartet :-) > Also, ich würde da erst wieder in drei Tagen ein Lebenszeichen > von mir geben. Wohl nur Kiste runter von der Pritsche und erst > mal in die Halle bugsiert und fertig? Ja, das reichte für heute. > Mögliche Transportschaden > bleiben dabei aber erst mal unentdeckt. Macht nix, ich hab die ja selbst mit nem Sprinter abgeholt ;-) Neu ist die übrigens nur für mich, die Maschine selbst ist wohl älter als ich, eine Boley 5LZ :-)
Noch eine Frage hätte ich: Ich habe ja an meiner Drehbank einen Reitstock. Und im Werkzeugkasten fand ich ein Bohrfutter mit Welle, das so ziemlich genau so aussieht wie dieses hier: http://www.drechselbedarf-schulte.de/img_shop/products/.5/771_2450.jpg Man beachte das Ende dieser Welle. Es ist ein abgeflachtes, recktwinkliges Ende. Leider weiß ich nicht, wie ich dieses Futter im Reitstock fest einspannen kann. Wenn ich es in den Reitstock schiebe, und langsam drehe, merke ich keinerlei Arretierung hinten im Reitstock, sodass sich das Futter fest im Reitstock befindet bzw nicht mehr mitdrehen lässt. Gibt es da irgendeinen Trick, es zu befestigen? So wie es sich anfühlt, hält das garnicht da drin. Ich weiß aber, dass mein Vater damals damit gearbeitet hat. Gruß
Das ist doch ein Morsekegel, der hält durch die Kegelform. Du musst am Reitstock die Kurbel ganz zurück drehen, dann hält der schon.
Ganz zurückgedreht wird der Kegel üblicherweise ausgeworfen. Reitstockspindel ein Stück rausdrehen.
Es muß sehr sauber sein und dann mit Zack rein. Wenn die Flächen noch in Ornung sind, hält das. Niemals drehen! Das flache Vierkant am Ende dient zum zurückschlagen.
Jk schrieb: > Noch eine Frage hätte ich: > > Ich habe ja an meiner Drehbank einen Reitstock. Und im Werkzeugkasten > fand ich ein Bohrfutter mit Welle, das so ziemlich genau so aussieht wie > dieses hier: > http://www.drechselbedarf-schulte.de/img_shop/products/.5/771_2450.jpg Deine "Welle" ist ein sog. "Morsekegel". Das sind Kegel, die aufgrund ihres sehr flachen Winkels selbsthaltend sind, d.h. man steckt diese einfach mit etwas Schwung ind die dafür vorgesehene Aufnahme und das hält dann sicher, ganz ohne verschraubung. Das abgeflachte Ende wird z.B. bei Ständerbohrmaschinen benutzt, um den Morsekegel mit Hilfe eines Austreibers (meist ein kleiner Keil) wieder zu lösen. Dazu hat die Aufnahme einen beidseitigen Schlitz, in den man den Austreiber stecken und dann mit einem leichten Hammerschlag den Morsekegel lösen kann. Einfach mal nach "Austreiber Morsekegel" suchen, dann findest Du Bilder, die das beschreiben. > Man beachte das Ende dieser Welle. Es ist ein abgeflachtes, > recktwinkliges Ende. > > Leider weiß ich nicht, wie ich dieses Futter im Reitstock fest > einspannen kann. > > Wenn ich es in den Reitstock schiebe, und langsam drehe, merke ich > keinerlei Arretierung hinten im Reitstock, sodass sich das Futter fest > im Reitstock befindet bzw nicht mehr mitdrehen lässt. > > Gibt es da irgendeinen Trick, es zu befestigen? Einfach etwas flotter einstecken :-) Gelöst wird der Kegel bei Reitstöcken, die ich kenne, einfach so, dass man den Nagel ganz nach hinten zum Anschlag fährt und dieser dann der Kegel löst. Es gibt übrigens verschiedene Größen an Morsekegeln, die mit MK abgekürzt werden, also "MK 1", "MK 2" ... usw.
Angehängte Dateien:

{kind=link}
{kind=link}
{kind=link}
Ok, das hilft schon mal sehr! Ich werde es daheim probieren. So ist es eben, wenn man niemanden aus dem Bereich kennt, der einem manchmal mit einem Satz manche Sachverhalte erklären könnte. Hier übrigens noch ein kleines Update vom Kolben, den ich gestern gedreht habe! :)
Ein Vorschlag: Du könntest den Kolben auch bauen. Nur den Kolben drehen. Die Pleuelstange einfach aus fertigem Stangenmaterial nehmen. Kurbellager wieder als Einzelteil drehen. Alle Teile mit Gewinden verbinden oder in Bohrung verlöten. So könnte man evtl deutlich filigranere Baugruppen herstellen.
Jk schrieb: > Hier übrigens noch ein kleines Update vom Kolben, den ich gestern > gedreht habe! :) Hübsch. Wenn der Kolben im Zylinder laufen soll, wird der Zylinder gewöhnlich noch gehont. Das ist eine spezielle Schleiftechnik, die man auch auf der Drehbank machen kann. Allerdings hab ich Zweifel ob die Konstruktion für dein Vorhaben überhaupt funktionieren wird. Richtige Kolben haben nämlich auch noch Kolbenringe oder andere Dichtungen. Daher wäre es besser gewesen auch vorher erst mal Rat einzuholen, bevor du evtl. Material vergeudest. Michael_ schrieb: > Das flache Vierkant am Ende dient zum zurückschlagen. Das ist der Austreiberlappen. Chris D. schrieb: > Es gibt übrigens verschiedene Größen an Morsekegeln, die mit MK > abgekürzt werden, also "MK 1", "MK 2" ... usw. Adapter zwischen diesen Größen gibts auch. Hab meine Drehe ja auch schon 30Jahre. Man, wie die Zeit vergeht.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.