Hallo zusammen, ich habe in letzter Zeit vermehrt Probleme mit Tombstoning bei folgenden Rahmenbedingungen: - 4 layer board, VCC und GND plane als Innenlagen, Oberfläche ist ENIG - Padgeometrie aus den Eagle-Standard-Libs - der Effekt tritt nur bei SMD 0402-Kondensatoren auf - Aufbringen von Lötpaste (Edsyn CR 44, verbleit) mittels Edelstahlschablone - Vorheizen mittels preheater auf ca. 180° - Löten mit Heissluft, ca. 60 Sekunden - die betroffenen Teile richten sich meistens (aber nicht immer) in Richtung der nächsten angeschlossen GND- oder VCC-Plane aus - unterschiedliche preheatzeiten/temperaturen haben keinen erkennbaren Einfluss, jedoch habe ich erst 5 boards mit 0402 verarbeitet Hat jemand eine Idee/Tips, wie ich dieses Problem in den Griff bekommen kann? Die Reperatur der 2-8 aufgestellten Teile dauert fast so lange wie der komplette Rest, und macht bei 0402 mal gar keinen Spass...
Danke für den Hinweis, aber nein, Thermals sind vorhanden. Pics von aufgestellten Bauteilen habe ich nicht, da schon alles gefixed; das Layout kann ich erst später reinstellen wenn ich wieder am Arbeitsplatz bin.
Angehängte Dateien:
-

1303972790276.png
550 KB -

1303972800070.png
570 KB -

top.png
48 KB
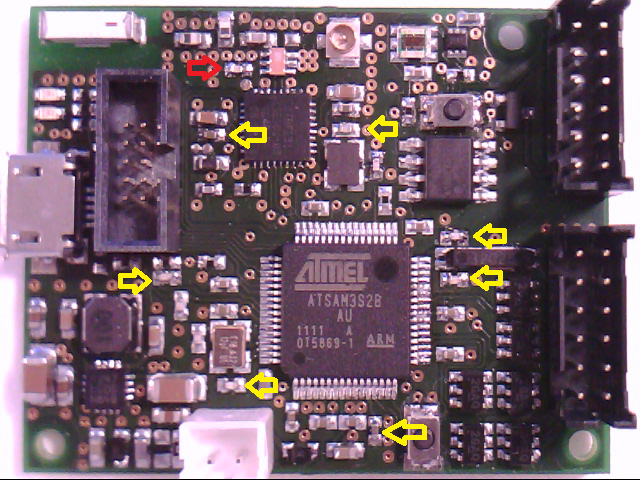
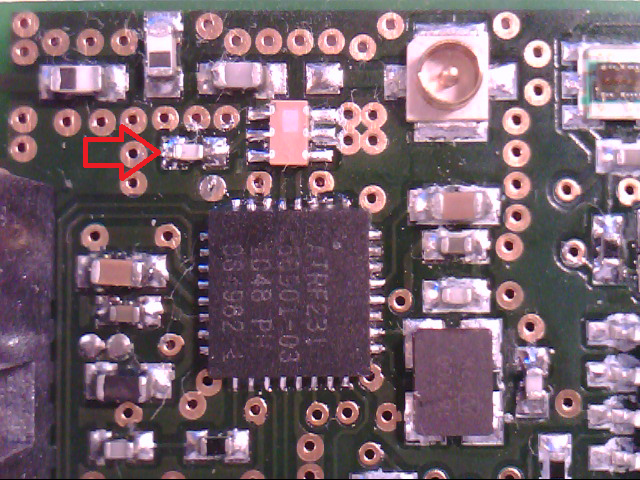
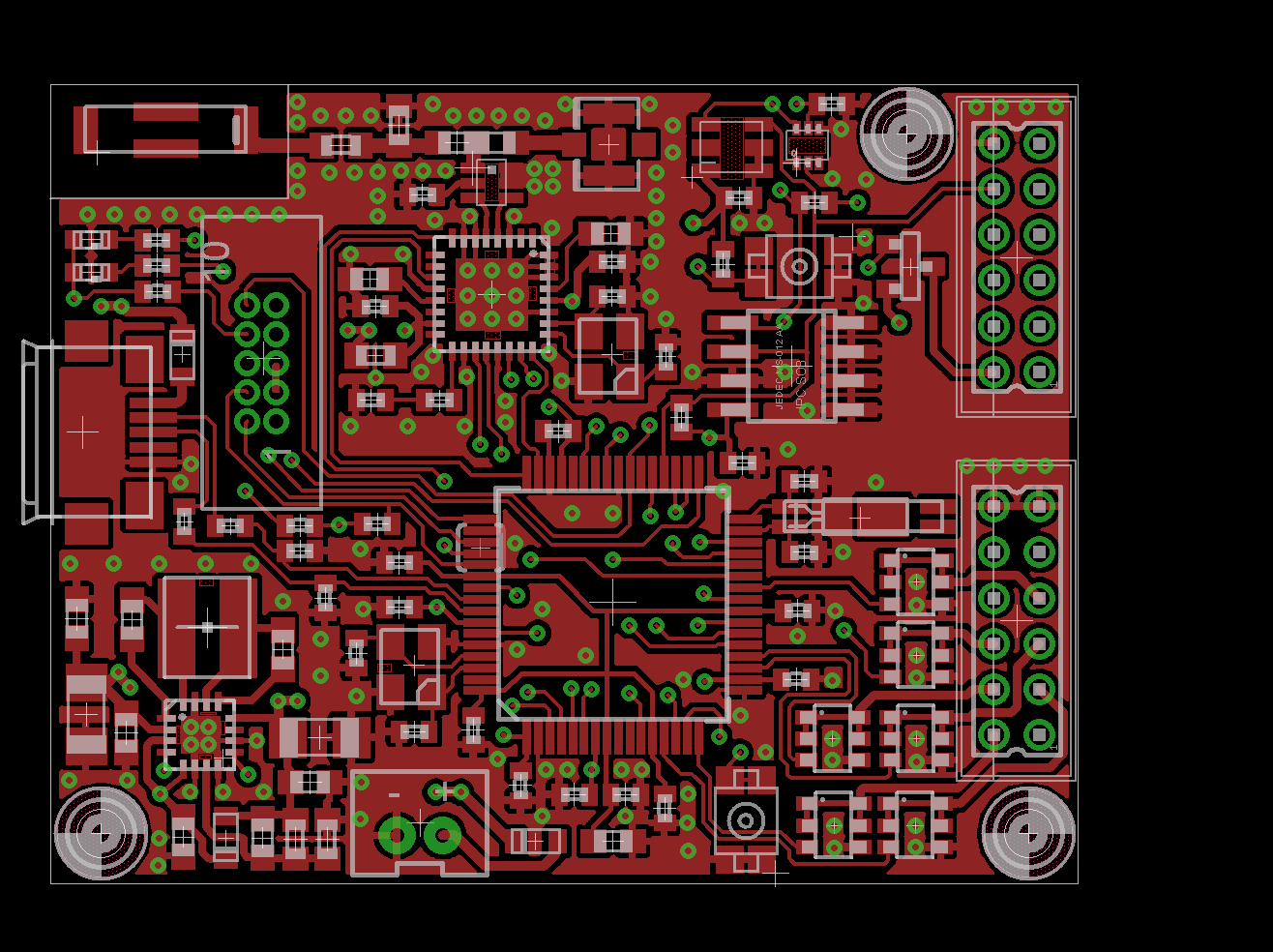
Anbei wie versprochen die Bilder. Mit rot markiert ist der Kondensator, der immer tombstoned (ist das ein Wort?) Mit gelb entsprechen die Teile, die nicht regelmäßig tombstonen. Zusätzlich TOP des Layouts.
Die Pads sind auf jeden Fall riesig für 0402...das sieht ja nicht nur nach 0603, sondern fast schon nach 0805 aus... Es könnte der Grund sein.
die Pads für die Bauteile kommen mir riesig vor... Hast du wirklich eine Reflow Bauform gewählt und nicht eine für Wellenlötung? Für 0402 SMDs verwende ich einen Footprint mit folgenden Maßen: Pad-Länge (in Bauteilrichtung): 0,50 mm Pad-Breite (quer zum Bauteil): 0,60 mm Abstand innen zwischen den Pads: 0,50 mm (von Pad-Mitte zu Pad-Mitte also 1,00 mm Abstand) Grabsteineffekt habe ich so gut wie nie.
Da hatte ich mich auch gewundert, aber wie gesagt, es handelt sich um die Standard-Pads (libs/rcl.lbr) von Eagle. Habe das gerade nochmal verifiziert. Da bekommt man notfalls einen 0603 drauf, 0805 aber sicher nicht. Im nachhinein sicher nicht ideal.
Die Eagle-Pads haben die Abmessungen Pad-Länge (in Bauteilrichtung): 0,75 mm Pad-Breite (quer zum Bauteil): 0,90 mm Abstand innen zwischen den Pads: 0,60 mm (von Pad-Mitte zu Pad-Mitte also 1,30 mm Abstand) Was haben sich die Herren denn bitte dabei gedacht? Naja, selbst Schuld, hätte das vorher überprüfen sollen.
ARMdran schrieb: > Pad-Länge (in Bauteilrichtung): 0,75 mm > Pad-Breite (quer zum Bauteil): 0,90 mm > Abstand innen zwischen den Pads: 0,60 mm > (von Pad-Mitte zu Pad-Mitte also 1,30 mm Abstand) Oh, wow. Die sind wirklich riesig! BTW, da paßt was nicht, der letzte Wert muß 1,35 mm sein, falls der Rest stimmt. Und offensichtlich bist du nicht der erste mit dem Problem: http://electronics.stackexchange.com/questions/99357/0402-land-pattern ich würde tatsächlich drüber nachdenken, da 0603 drauf zu bestücken. Müßte eigentlich funzen, käme wohl mal auf 'nen Versuch drauf an. mein 0603-Footprint ist dem schon recht ähnlich: Pad-Länge (in Bauteilrichtung): 0,60 mm Pad-Breite (quer zum Bauteil): 0,90 mm Abstand innen zwischen den Pads: 0,90 mm (von Pad-Mitte zu Pad-Mitte also 1,50 mm Abstand) Mein 0603 ist also über alles nur 0,15 mm länger als der Eagle 0402 Footprint und hat innen etwas mehr Abstand (0,9 vs. 0,6 mm) Die Pads sind sogar etwas kürzer... (0,6 vs. 0,75 mm) Also ich würde da wirklich mal 'ne Bestückung mit 0603 machen. Kann eigentlich nix schiefgehen. Der Grabsteineffekt ist damit dann recht sicher Geschichte.
Die Pads sind definitiv viel zu groß für 0402. Und vermutlich sind sie auch viel zu dicht beieinander. Ich hatte vor einiger Zeit einmal Grabsteinprobleme mit einer LED in 0603, bei der ich sogar die im Datenblatt angegebene Pad-Geometrie verwendet hatte. In einer späteren Datenblattversion war dann ein um 0,1mm größerer Pad-Abstand angegeben. Nach Änderung des Layouts gab es bei den LEDs nie wieder entsprechende Probleme. Ebenso sollte man auch darauf achten, dass bei solch kleinen Bauteilen wie 0402 die Pads einigermaßen symmetrisch angebunden sind, d.h. mit gleichem Leiterbahnquerschnitt, was auf Deine gefährdeten Bauteile nicht zutrifft.
Das Lot ist auch garnicht richtig aufgeschmolzen! Beim SO8-IC sieht man Lötpastenrückstände
Zudem sehe ich beim HF-Antennenstecker eine offene Stoßstelle! Beim Einstecken solltest Du mindestens die interne ChipAnt trennen
:-) schrieb: > Zudem sehe ich beim HF-Antennenstecker eine offene Stoßstelle! > Beim > Einstecken solltest Du mindestens die interne ChipAnt trennen Das ist doch eine Auswahl zwischen interner oder externer Antenne über den Kondensator vorhanden. Nach der Bestückung hängt die Antennenbuchse also gar nicht dran, sollte also passen ;-)
@ ARMdran (Gast) Ist das Layout für die Keramikantenne so richtig? In dem Datenblatt solcher Antennen sehe ich immer eine Leiterbahn die zur Chip-Antenne führt und eine die an der anderen Seite wieder wegführt, eine gewisse Länge hat und irgendwo auf der Platine endet.
ARMdran schrieb: > - Vorheizen mittels preheater auf ca. 180° > - Löten mit Heissluft, ca. 60 Sekunden Tombstoning - siehe Wikipedia, da sind die Mechanismen schön beschrieben. Bei der vorhandenen Leiterplatte würde ich länger höher vorheizen und die Aufschmelzrampe flacher wählen so dass das Lot gleichmäßger aufschmilzt. Vielleicht ist auch die Lotmenge das Problem, vielleicht mit der Stecildicke arbeiten oder den Pastenöffnungen. rgds
:-) schrieb: > Das Lot ist auch garnicht richtig aufgeschmolzen! Beim SO8-IC sieht man > Lötpastenrückstände Das sieht auf dem Foto danach aus, ist jedoch nicht der Fall. Dieser weisse Belag entstand nach dem Waschen, die Lötstellen waren glänzend und komplett aufgeschmolzen nach dem Löten. Keine Ahnung woher das kommt, hatte ich bisher auch noch nicht. Mike J. schrieb: > @ ARMdran (Gast) > Ist das Layout für die Keramikantenne so richtig? > > In dem Datenblatt solcher Antennen sehe ich immer eine Leiterbahn die > zur Chip-Antenne führt und eine die an der anderen Seite wieder > wegführt, eine gewisse Länge hat und irgendwo auf der Platine endet. Die Beschaltung der Chipantenne ist gemäß Datenblatt. Dass nach der Antenne eine Leiterbahn weiterführt habe ich ehrlich gesagt noch nie gesehen. 6A66 schrieb: > ARMdran schrieb: >> - Vorheizen mittels preheater auf ca. 180° >> - Löten mit Heissluft, ca. 60 Sekunden > > Bei der vorhandenen Leiterplatte würde ich länger höher vorheizen und > die Aufschmelzrampe flacher wählen so dass das Lot gleichmäßger > aufschmilzt. Vielleicht ist auch die Lotmenge das Problem, vielleicht > mit der Stecildicke arbeiten oder den Pastenöffnungen. > > rgds Vielen Dank für den Tip, das werde ich nächstes mal testen. Andreas Schweigstill schrieb: > > Ebenso sollte man auch darauf achten, dass bei solch kleinen Bauteilen > wie 0402 die Pads einigermaßen symmetrisch angebunden sind, d.h. mit > gleichem Leiterbahnquerschnitt, was auf Deine gefährdeten Bauteile nicht > zutrifft. Das ist richtig, das trifft bei mir nicht zu. Darauf werde ich das nächste mal achten. thosch schrieb: > > ich würde tatsächlich drüber nachdenken, da 0603 drauf zu bestücken. > Müßte eigentlich funzen, käme wohl mal auf 'nen Versuch drauf an. > Das ist nur ein Bastelprojekt, da ist das zum Glück nicht so schlimm, aber halt nervig. Und die Falls ich das Board nochmal ändere werde ich die korrekte Padgeometrie verwenden. Trotzdem kann ich irgendwie nicht nachvollziehen, dass in der Eagle-Lib, die seit Jahren in dieser Form Teil von Eagle ist, solch unsinnige Pads verwendet werden....
ARMdran schrieb: > Trotzdem kann ich irgendwie nicht nachvollziehen, dass in der Eagle-Lib, > die seit Jahren in dieser Form Teil von Eagle ist, solch unsinnige Pads > verwendet werden.... Für Handbestückung und Wellenlöten tun dies doch... Leute, die EAGLE ernsthaft für maschinelle Bestückung im kommerziellen Umfeld benutzen, haben schon längst ihre eigenen Bibliotheken für sämtliche Bauteile. Von daher wundert mich das eher nicht.
@ Simon K. (simon) Benutzerseite >Für Handbestückung und Wellenlöten tun dies doch... Jo. >Leute, die EAGLE ernsthaft für maschinelle Bestückung im kommerziellen >Umfeld benutzen, haben schon längst ihre eigenen Bibliotheken für >sämtliche Bauteile. Was aber auch reichlich schwachsinnig ist. Denn anstatt dass ein paar wenige Leute EINMAL die Bibliotheken in Ordung bringen sitzen dann tausende Leute und machen das alles nochmal.
Ich empfehle hierzu mal den Artikel aus der Elektronikpraxis: http://www.elektronikpraxis.vogel.de/leiterplatten/articles/317961/index2.html Darüberhinaus besteht die Möglichkeit der Modifikation der Pastenmaske http://www.fed.de/downloads/Vortrag-Schablonentechnologie_CK_001.pdf (Seite 18) Dies wird von den Schablonenherstellern auf Wunsch auch nachträglich (aus den Rohdaten) durchgeführt.
Falk Brunner schrieb: >> Leute, die EAGLE ernsthaft für maschinelle Bestückung im kommerziellen >> Umfeld benutzen, haben schon längst ihre eigenen Bibliotheken für >> sämtliche Bauteile. > Was aber auch reichlich schwachsinnig ist. Nicht unbedingt. Ich frage bei kritischen Layouts und neuen Bauteilen/Baugrößen vor dem Herstellen der Prototypen meinen Fertiger, wie er mit den Pads und dem Layout allgemein zurechtkommt. Dann nach der Nullserie nochmal. Und erst dann wird die Serie angestoßen. Denn jede Fertigung unterscheidet sich, es gibt verschiedene Bestückungsautomaten mit unterschiedlichen Rahmenbedingungen, das Löten in der Dampfphase läuft anders als im Ofen. Ausserdem traue auch ich keinem mitgelieferten Makro oder einem aus dem Netz. Ich habe schon zuviel unangenehme Sachen dabei erlebt... Netzwerker schrieb: > Darüberhinaus besteht die Möglichkeit der Modifikation der Pastenmaske Genau das meine ich mit "an den Fertigungsprozess anpassen". Nur muss so ein manueller Eingriff unbedingt genau dokumentiert sein. Denn sonst wird der Fertigerwechsel spannender, als er sein müsste...
:
Bearbeitet durch Moderator
Falk Brunner schrieb: >>Leute, die EAGLE ernsthaft für maschinelle Bestückung im kommerziellen >>Umfeld benutzen, haben schon längst ihre eigenen Bibliotheken für >>sämtliche Bauteile. > > Was aber auch reichlich schwachsinnig ist. Denn anstatt dass ein paar > wenige Leute EINMAL die Bibliotheken in Ordung bringen sitzen dann > tausende Leute und machen das alles nochmal. Das ist einerseits natürlich völlig richtig. Andererseits kann man bei solchen Fehlern wie hier dann aber keinen Schuldigen ausmachen, im Gegensatz zu wenn man die Bibliothek selbst erstellt hat ;-)
:
Bearbeitet durch User
Ncoh kurz, wieso der rote Kondensator immer steht nach dem löten: Das linke Pad ist wahrscheinlich an eine GND-Fläche angeschlossen, man sieht auch die Padverbindungen an allen Seiten an die Kupferfläche, und die andere Seite rechts ist nut an eine Kupferbahn angeschlossen. Sowas hat mir auch mein Bestücker erzählt, dass das immer wieder zu Problemen führt, wenn sich die Hitze links und rechts nicht gleichzeitig entwickelt und genau das ist bei dir dort der Fall.
Lothar Miller schrieb: > Falk Brunner schrieb: >>> Leute, die EAGLE ernsthaft für maschinelle Bestückung im kommerziellen >>> Umfeld benutzen, haben schon längst ihre eigenen Bibliotheken für >>> sämtliche Bauteile. >> Was aber auch reichlich schwachsinnig ist. > Nicht unbedingt. Ich frage bei kritischen Layouts und neuen > Bauteilen/Baugrößen vor dem Herstellen der Prototypen meinen Fertiger, > wie er mit den Pads und dem Layout allgemein zurechtkommt. Dann nach der > Nullserie nochmal. Und erst dann wird die Serie angestoßen. Denn jede > Fertigung unterscheidet sich, es gibt verschiedene Bestückungsautomaten > mit unterschiedlichen Rahmenbedingungen, das Löten in der Dampfphase > läuft anders als im Ofen. > > Ausserdem traue auch ich keinem mitgelieferten Makro oder einem aus dem > Netz. Ich habe schon zuviel unangenehme Sachen dabei erlebt... > Wenn ich wirklich mal etwas fertigen lassen würde, würde ich soviel wie möglich dem Fertiger überlassen, denn nur er kennt seine Prozesse wirklich gut. Trotzdem ist auch für Bastelprojekte wie meins die bei Eagle mitgelieferte lib für 0402 nicht sinnvoll einsetzbar; Wellenlöten ist im Hobbybereich keine Option und für Heissluft funktionieren die Pads offensichtlich nicht gut. Normalerweise überprüfe ich die verwendeteten Teile, aber ausgerechnet bei den "trivialen" footprints für 0603 und 0402 hatte ich mir das gespart... Naja, lesson learned.
stefan schmitt schrieb: > Sowas hat mir auch mein Bestücker erzählt, dass das immer wieder zu > Problemen führt, wenn sich die Hitze links und rechts nicht gleichzeitig > entwickelt und genau das ist bei dir dort der Fall. Das ist KEIN generelles Problem sondern eine Sache wie man den Lötprozess im Griff hat. Wir haben auf unseren Leiterplatten grundsätzlich keine Thermals, alles massiv angeschlossen. In einem guten Prozess "entwickelt" "man" die Hitze nicht links oder rechts sondern der Ofen heizt die Leiterplatte vor. wenn's zu schnell geht (Transportgeschwindigkeit, Vorheiztemperatur, ....) dann entstehen durch die großen Masseflächen entsprechende Unterschiede und dann kommt es zu den erwähnten Problemen. rgds
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.