Gibt es brauchbare Richtwerte zur Lebensdauer von Fräsen? Ich hätte einen HSS Fräser mit dem ich Alu fräse: Durchmesser: 2mm Drehzahl: 20.000U/min Vorschubgeschwindigkeit: 2000mm/min Eintauchtiefe Auf google konnte ich bei konstantem Betrieb, irgendwas mit ~4 bis 8 Betriebsstunden finden. Ist das tatsächlich so? Sollte ich mit weit weniger oder mit weit mehr rechnen? lg
Ein Vorschub von 2 m/min ist schon recht viel - das gibt schon relativ grobe Späne, und die Fräse braucht recht viel Leistung. Die Frage ist auch ob ein 2 mm Fräser das von den Kräften aushält - da wäre die Lebensdauer dann ggf. im ms Bereich. Nach dem Bauchgefühl sollte man mit deutlich weniger Lebensdauer rechnen. Beim Aluminium gibt es auch sehr große Unterschiede zwischen den Legierungen - solche mit viel Silizium machen die Fräser schnell stumpf. Niedriglegierte Sorten verkleben ggf. und lassen sich kaum fräsen.
Rena schrieb: > Gibt es brauchbare Richtwerte zur Lebensdauer von Fräsen? das ist Abhängig von vielen Faktoren, etwa der Qualität von Fräser und Maschine, den Anforderungen, Betriebsbedingungen und den Anforderungen on die Oberflächengüte. Aluminium ist übrigens nicht gleich Aluminium, es gibt verschiedene Legierungen! Rena schrieb: > Auf google konnte ich bei konstantem Betrieb, irgendwas mit ~4 bis 8 > Betriebsstunden finden. > Ist das tatsächlich so? Sollte ich mit weit weniger oder mit weit mehr > rechnen? das kann stimmen oder auch nicht. Aber versuchs doch mal mit einem VHM-Fräser, der hat eine deutlich höhere Standzeit
Rena schrieb: > Gibt es brauchbare Richtwerte zur Lebensdauer von Fräsen? Im Sinne "universell gültige Werte": Nein. > Auf google konnte ich bei konstantem Betrieb, irgendwas > mit ~4 bis 8 Betriebsstunden finden. Kommt mir ziemlich viel vor. > Ist das tatsächlich so? Sollte ich mit weit weniger oder > mit weit mehr rechnen? Tabellenbücher, Herstellerangabe, Händlerkataloge konsultieren. In meinem Tabellenbuch z.B. stehen empfohlene Schnittwerte für 15min (!), 30min und 60min Standzeit drin. Mit steigender Belastung sinkt die Standzeit weit überproportional. Bedeutet also: Sehr deutlich unter den Maximalwerten bleiben verlängert die Standzeit enorm.
Rena schrieb: > Ich hätte einen HSS Fräser mit dem ich Alu fräse: Das meiste, was du als Halbzeugs irgenwo erwerben kannst, sind Aluminiumlegierungen, die sich kräftig in ihren mechanischen Eigenschaften unterscheiden. Falls du Frontplatten bearbeitest, sind die häufig auch noch eloxiert?
Ich kann Dir es fürs Drehen sagen Ich rechne etwa 15 Minuten / Schneide Kunde von mir 7 Minuten, aber bei dennen ist Bruch sehr teuer
heinz schrieb: > Ich kann Dir es fürs Drehen sagen > Ich rechne etwa 15 Minuten / Schneide Naja, das sind die Schnittwert-Empfehlungen, die sich am industriellen Einsatz orientieren. Nimm als Liebhaber die halben Schnittwerte, und die Werkzeuge halten ewig.
Rena schrieb: > Gibt es brauchbare Richtwerte zur Lebensdauer von Fräsen? Nein. Die Hersteller geben Schnittwerte zu ihren Werkzeugen an. Die beruhen auf verschiedenen Annahmen wie dem Werkzeugpreis, Maschinenkosten, Prozesssicherheiten und und und. Die angegebenen Schnittdaten vom Hersteller sind dann unter den Annahmen die wirtschaftlichste Betriebsart. In der Praxis bleibt nichts anderes als Ausprobieren. Große Punkte sind da bei gewerblichem Einsatz die Kühlung, die Aufspannung vom Werkstück, die Maschinenstabilität, der genaue Werkstoff und und und. Da fängt man normal mit den Herstellerwerten (plus einer Korrektur für Erfahrungen, die man damit hat) an und schaut, wie lange es hält. Allgemein hält das Werkzeug mit niedrigeren Schnittdaten länger, wobei die Schnittdaten auch nicht zu klein sein dürfen, weil dann das Werkzeug auch wieder schneller verschleist. Aus ist die Angabe der Betriebsstunden extrem ungeeigent, weil sie von den Schnittdaten abhängt. Üblich sich Angaben über die Bearbeitungsmenge, also beispielsweise beim Fräser: hält x Meter bei Volleingriff. Zu den Schnittdaten: Die Schnittgeschwindigkeit hat einen eher kleineren Einfluss auf die Lebensdauer, der größere Teil kommt vom Vorschub. Die von dir angegebenen Schnittdaten sind nach meinem Gefühl zu hoch für einen HSS Fräser. Mit HSS Werkzeugen ist 15-30 m/min bei Stahl üblich, bei Alu würde ich nicht über 50 m/min gehen. Die von dir angegebene Schnittgeschwindigkeit entspricht 125 m/min, das ist die Größenordnung von Vollhartmetallwerkzeugen. Der Vorschub entspricht auch eher dem eines VHM Werkzeugs. Bei HSS würde ich eher im Bereich 100-300 mm/min testen. Hängt aber auch stark mit der Steifigkeit der Maschine zusammen. Je geringer die Steifigkeit der Maschine, desto geringer die Schnittwerte wählen. Auf einer Hobbyfräse sind da 30 m/min Schnittgeschwindigkeit und 100 mm/min Vorschub schon eher die obere Grenze. Kommt natürlich noch auf die Alusorte drauf an. Gruß Kai
Possetitjel schrieb: > Nimm als Liebhaber die halben Schnittwerte, und die Werkzeuge > halten ewig. Das hätte ich auch vermutet. wenn man immer gleichmäßig mit konstanter kühlung und geschwindigkeit eine Endlos-S-Bahn fährt, hätt ich mir schon erwartet das so ein Fräser eine halbe Ewigkeit hällt. wenn man alle 15 minuten ein Werkzeug wechselt, würde das für ein iphone gehäuse bedeuten das man nach ~10 Gehäusen stets einen neuen Fräser braucht (für den Fall das es aus einem Block gefräst wird)??
Rena schrieb: > wenn man alle 15 minuten ein Werkzeug wechselt, würde das für > ein iphone gehäuse bedeuten das man nach ~10 Gehäusen stets > einen neuen Fräser braucht (für den Fall das es aus einem > Block gefräst wird)?? Ja und? Du vergisst offenbar, dass nicht nur der Fräser etwas kostet, sondern auch die Maschinenstunde. Solange der Zugewinn durch den vergrößerten Ausstoß den Verlust aufgrund des höheren Verbrauches an Fräsern überwiegt, lohnt es sich, schneller zu arbeiten. Rechenbeispiel (alle Zahlenwerte sind aus der Luft gegriffen): Maschinenstunde kostet 100 Euro, Fräser kostet 25 Euro. Bei 20 Gehäusen je Stunde hält der Fräser genau eine Stunde. Preis je Gehäuse: 6.25 Euro. Jetzt stellen wir doppelt so viele Gehäuse je Stunde her (40), der Fräser hält dadurch (angenommen) nur noch 15 Minuten. Kosten insgesamt: 100 Euro + 4*25Euro = 200 Euro. Preis je Gehäuse: 5.00 Euro! Obwohl die (angenommenen) Kosten aufgrund Fräserverschleiß viel stärker gewachsen sind als die Stückzahl, ist der Stückpreis gesunken. Das ist übrigens ein schönes Beispiel dafür, dass es nicht sinnvoll ist, einfach alles nachzuäffen, "weil die Industrie das so macht". Man sollte möglichst auch verstanden haben, warum die Industrie das so macht. Und es dann ggf. aus gutem Grund anders machen... :)
Wenn man die Maschine weniger quält, d.h weniger Vorschub, dann lebt die Maschine idR länger, was dann die Kosten pro Maschinenstunde wieder senkt.
Rote Tomate schrieb: > Wenn man die Maschine weniger quält, d.h weniger Vorschub, dann > lebt die > Maschine idR länger, was dann die Kosten pro Maschinenstunde wieder > senkt. Quälen geht nur mit gorßen Fräsern. Davon abgesehen: Die Maschinen werden heutzutage häufig geleast und nach Bteriebsstunden abgerechnet. Wie beim Leasingwagen. Da interessiert es keinen, ob das jetzt 50000km Stop-and-go im Stadtverkehr oder 50000km Autobahn mit Tempomat waren. Die Kosten für den Leasingnehmer sind die gleichen.
Bei kleinen Fräsern macht die Mehrbelastung durch den Fräser oft nur einen Bruchteil der Kräfte aus. Die Auptgräfte kommen vo Beschleunigen & Abbremsen. Da ist es kräftemäßig (fast) egal ob nun mit oder ohne Fräser gearbeitet wird. Bearbeitungszentren sind so ausgelegt dass sie 5 bis 10 Jahre halten. Danach werden sie getauscht egal ob sie noch in Ordnung sind oder nicht. Denn die dan verfügbare Generation ist dann schneller und efizienter. Also bringt ein Schonen der Maschine in der Industrie eigentlich nichts.
Rena schrieb: > Gibt es brauchbare Richtwerte zur Lebensdauer von Fräsen? > > Ich hätte einen HSS Fräser mit dem ich Alu fräse: > Durchmesser: 2mm > Drehzahl: 20.000U/min > Vorschubgeschwindigkeit: 2000mm/min > Eintauchtiefe Eintauchtiefe wäre ja mal interessant gewesen. Genauso wie Einzahn, Zweizahn oder Dreizahn. Genauso wie Schlicht- oder Schrupp-Fräser. Aber bei 20000U/min und 2000mm/min in Alu gehe ich von einer Lebensdauer im Bereich von ms aus.
Das mit "ich halbier den Vorschub" ist falsch. Die Hersteller geben
nicht umsonst Schnittwerte vor.
Bei Aluminium führen (je nach Typ) zu kleine Vorschübe zu
Aufbauschneiden.
Bei manchen Edelstählen zB. 1.4571 führt zu kleiner Vorschub zur
Kaltverfestigung.
>Ups ja,
und was für ein Material (Legierung)?
AlMg3 (was genu die einzelbestandteile sind weiss ich nicht - ebay kauf). Lies sich jedenfalls gut(bzw. problemlos) fraesen. Da ich bisher 2 Stück ohne Fräserbruch fräsen konnte und gern noch 100 davon machen würde wäre es interesant zu wissen wieviele fräser ich auf lager bräuchte. So wies sich derzeit anhört bräuchte ich da 20 Stück omg. ^_^ hätt mir eig. erhofft ich komm mit 2 plus 1 reserve aus haha ;-)
(allein die arbeitszeit zum ständigen werkzeug wechseln macht mir da schon etwas bauchweh)
rena schrieb: > (allein die arbeitszeit zum ständigen werkzeug wechseln macht mir da > schon etwas bauchweh) geht eigentlich, besonders dann wenn du nur einen Fräser brauchst. Einfach den Werkzeugwechsler entsprechend beladen. :-) Für den Profi gibts auch die Möglichkeit einen Werkzeugwechsler bei dem man die Beladung bei laufender Maschine tauschen kann (optional: auch automatisiert) zu verwenden. Zusammen mit einem Werkstückhandlingroboter kann die Maschine dann den ganzen Tag laufen ohne dass man sie auch nur einmal berühren muss. Ideal zur ökonomischen Serienfertigung...
Kucks Du hier http://www.toolscout.de/ Display wet / dry value Wet value Speed n [rpm] 71600 Feed rate vf [mm/min] 859 Cutting power Pc [kW] 0.0296 Cycle time th [min] 11.6 Die Werte gelten für einen HHS PM TICN Wenn Du mit der Drehzahl runter gehst, nimm einen unbeschichteten, der ist auch schärfer.
rena schrieb: > AlMg3 (was genu die einzelbestandteile sind weiss ich nicht - ebay > kauf). Lässt sich eigentlich gut fräsen. > Da ich bisher 2 Stück ohne Fräserbruch fräsen konnte und gern noch 100 > davon machen würde wäre es interesant zu wissen wieviele fräser ich auf > lager bräuchte. Kann man nie genug von haben. ;) > So wies sich derzeit anhört bräuchte ich da 20 Stück omg. ^_^ > hätt mir eig. erhofft ich komm mit 2 plus 1 reserve aus haha ;-) Könnte bei HSS hinkommen. Aber Hartmetall-Fräser sind auch nicht mehr sooo teuer. Geh mal auf 10000U/min, 1500mm/min und 1mm Zustelltiefe.
heinz schrieb: > Speed n [rpm] 71600 > Feed rate vf [mm/min] 859 ... schrieb: > Geh mal auf 10000U/min, 1500mm/min und 1mm Zustelltiefe. Da liegt aber im Verhältnis Schnittgeschwindigkeit/Vorschub locker ein Faktor >10 dazwischen. Einer ist hier gewaltig auf dem Holzweg.
Wenn Du dem Link folgst, die oben genannte Legierung, die Schnittwerte,least cost, 100 EUR Maschinensatz wählst, gibt Dir der Herstellen die Werte als EMPFEHLUNG. Das heist aber auch stabil gespannt, Spindellager ok usw.
Angehängte Dateien:
-

picture880.jpg
700 KB -

picture882.jpg
620 KB -

picture881.jpg
690 KB
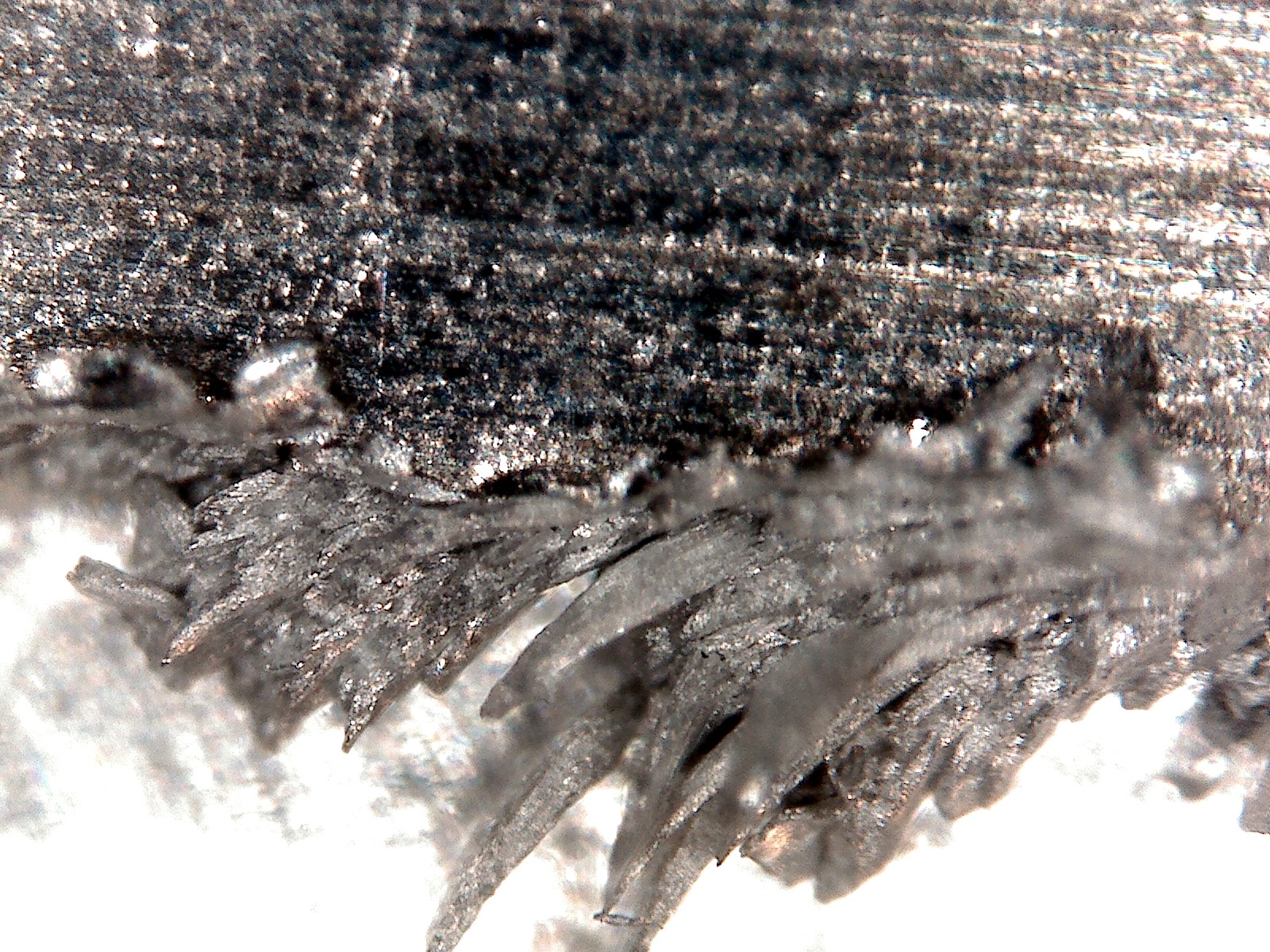
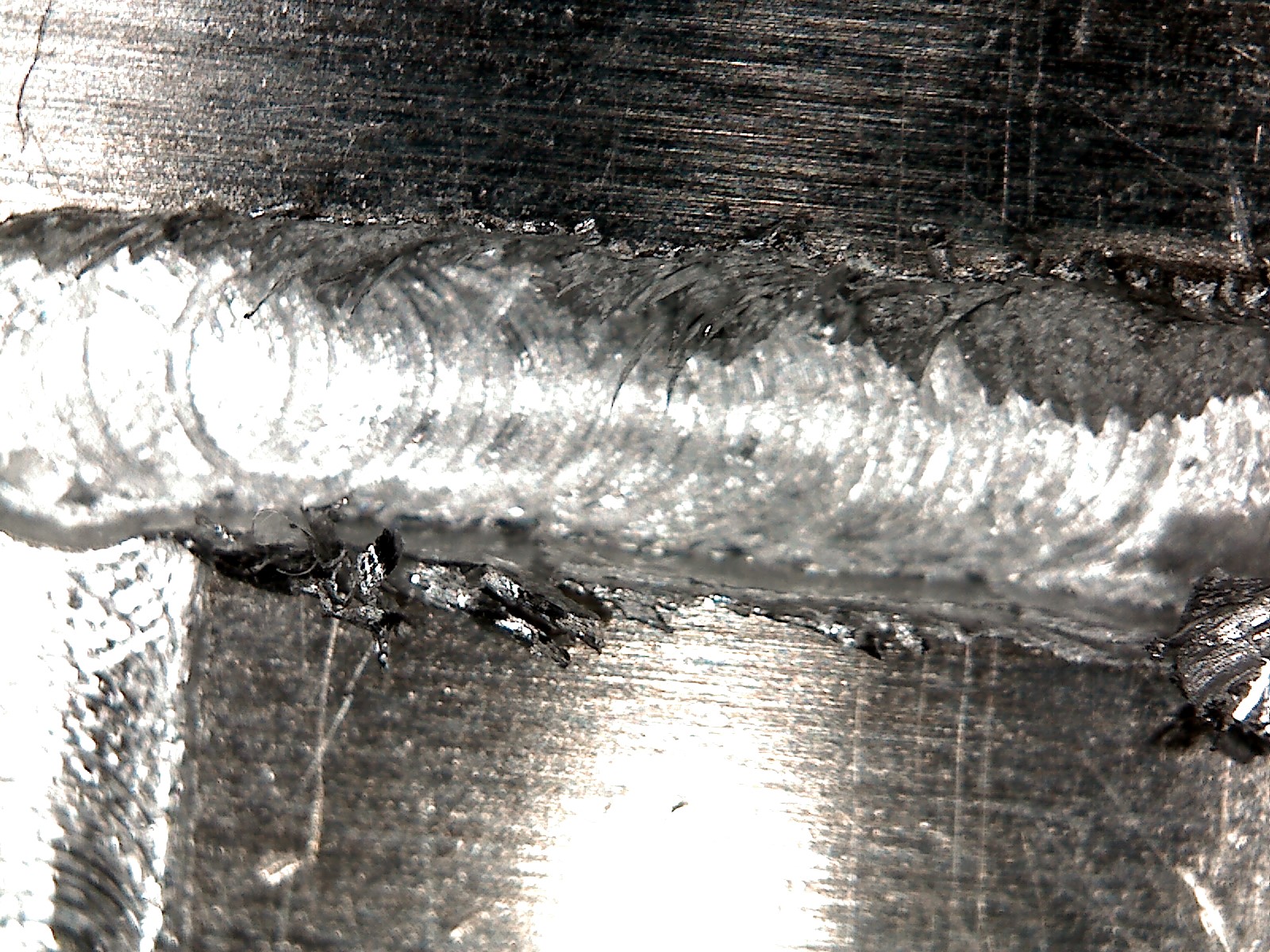
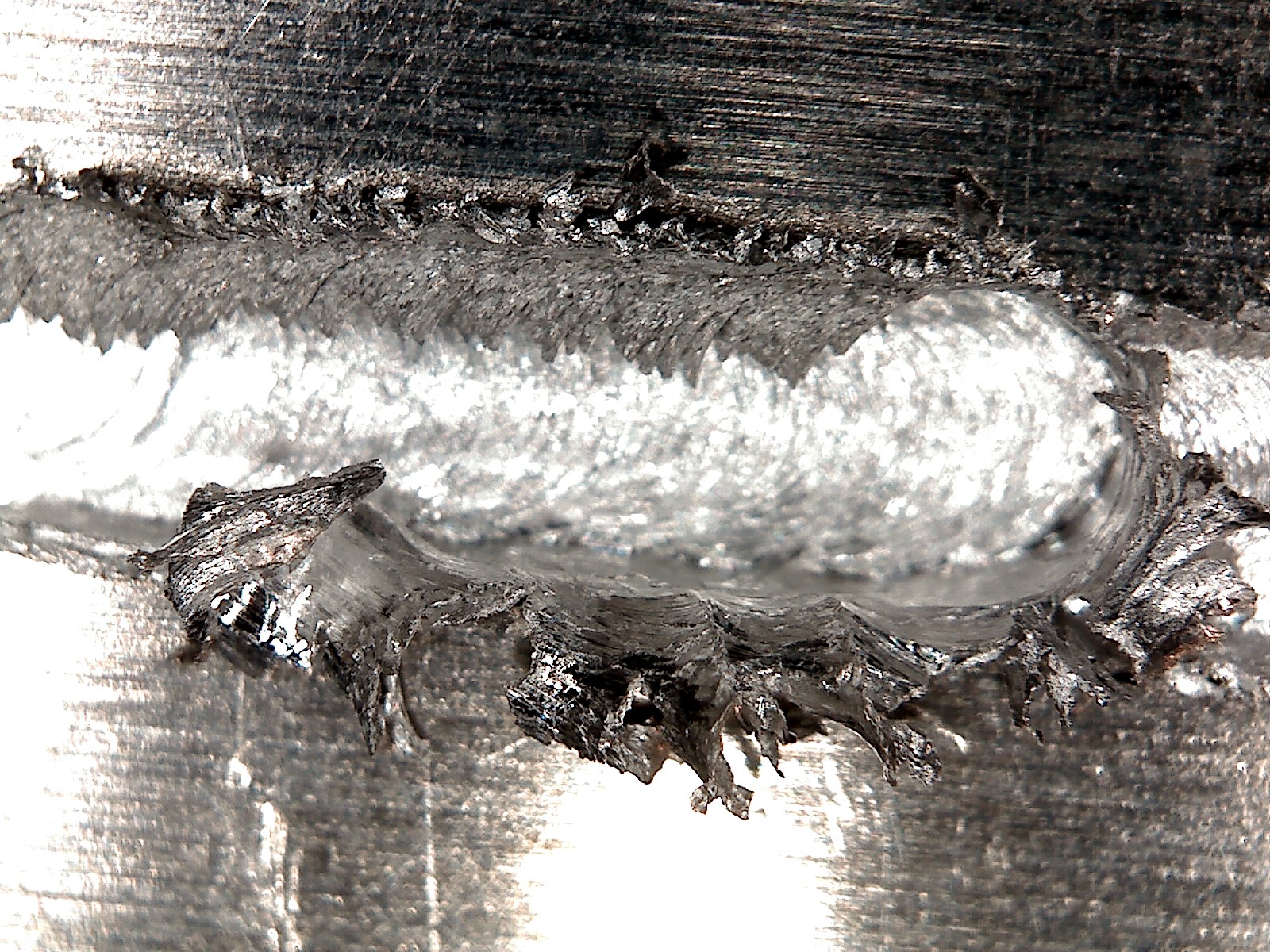
Hab heute 60 cent fräser (4-schneidig, HSS) aus China gekriegt. Wollte mal Alu ausprobieren (auch wenn man 4-schneidige dafür nicht verwenden sollte laut diversen Quellen). Fräser sind abgebrochen und so sehen die letzten milimeter aus - Grafik. Das sieht ziemlich zusammengestaut aus... war ich zu tief oder zu schnell für den 4-schneider? (0.4mm Tief und 500mm/min)
was ist das für eine alu legierung, und bist du sicher das der fräser sich richtig herum gedreht hat. ist nicht blöd gemeint - ich hab so ein materialgeschmiere nur noch nie gesehen.
Sieht aus als ob der Fräser nicht mehr geschnitten sondern nur noch gequetscht hätte. Da ein Vierschneider wesentlich kleinere Spannuten als ein Zweischneider hat, werden sich die Nuten vermutlich zugesetzt haben.
> war ich zu tief oder zu schnell für den 4-schneider?
Was hast du zur Schmierung verwendet? Probier mal Brennspiritus.
Olaf
c.m. schrieb: > was ist das für eine alu legierung, und bist du sicher das der fräser > sich richtig herum gedreht hat. > ist nicht blöd gemeint - ich hab so ein materialgeschmiere nur noch nie > gesehen. AlMg3 ja, richtig rum gedreht :)
Angehängte Dateien:
-

picture878.jpg
580 KB

Dieter Werner schrieb: > erden sich die Nuten vermutlich zugesetzt haben. Jop leider
Sollte das nicht ein 4-schneider sein, und hast du den abgesägt oder warum ist dessen Front so sägerauh ?
MaWin schrieb: > Sollte das nicht ein 4-schneider sein, und hast du den abgesägt oder > warum ist dessen Front so sägerauh ? Beitrag "Re: Lebensdauer Fräser" Die sind abgebrochen. Wer lesen kann ...
heinz schrieb: > Würde ich mal sagen falsches Kühlschmiermittel Vermutlich RL - ruhende Luft ;-) Wenn ich jetzt nur die Fotos gesehen hätte, würde ich auf Reibschweißen tippen ;-) Vierschneider sind immer recht problematisch, eben weil die sich extrem schnell zusetzen, wenn der Vorschub zu gering ist. Wir verwenden die für Alu gar nicht mehr. Zwei- oder Einschneider sind da wirklich besser. Wenn die Dinger dann auch noch Billigteile aus China sind mit (übertrieben) Oberflächen wie Schmirgelpapier, dann sind die Dinger sofort "dicht". Schmierung/Kühlung ist bei Alu ganz wichtig - Spiritus geht sehr gut. Vielleicht zur Standzeit: gute HM-Fräser können mit Minimalmengenschmierung problemlos über Tage in Alu fräsen. Auf der ALUMINIUM 2014 gab es einige Hersteller, die die Teile im Dauerbretrieb laufen ließen. Aber: die genaue Standzeit ist von so vielen Faktoren abhängig - da lassen sich kaum Aussagen zu machen. Nur eines kann man sagen: bei zu viel Vorschub ist die Standzeit Null :-)
Rena schrieb: > Hab heute 60 cent fräser (4-schneidig, HSS) aus China gekriegt. Wer billig kauft, kauft zweimal. Gerade bei Alu kommt es auf möglichst glatte Oberflächen beim Fräser an. Also möglichst sogar poliert. Scharf sollten sie natürlich auch sein. Für eine hohe Standzeit bleibt eigentlich nur Hartmetall-Fräser. Aber auch da gibt es gravierende Unterschiede in der Qualität.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.