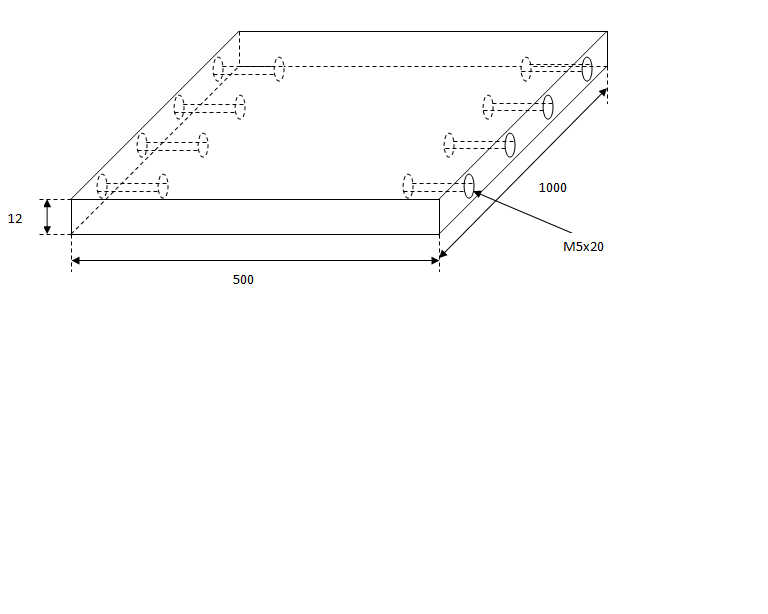
Hallo zusammen. Im Anhang ein Teil, dass ich gerne von einem metallverarbeitenden Betrieb fertigen lassen würde. Gefertigt werden soll das Teil entweder aus 12mm Stahl oder 12mm Alu (noch nicht sicher). Hat irgendwer einen Erfahrungswert wie viel so etwas kosten würde? Habe leider in der Arbeit gerade kein Programm zum Erzeugen einer DXF, sonst hätte ich das Teil schon selbst in einen Onlinekonfigurator geschickt. Freundliche Grüße Stefan
Angehängte Dateien:
-

Skizze.png
6 KB
Das hängt wohl vom Werkstoff, der geforderten Oberflächenqualität, der zulässigen Toleranzen etc. pp. ab. Zumindest den Preis für das reine Stück rechteckiges Material solltest du bei Onlinhändlern erfahren können. Wenn dann nichts gefräst oder geschliffen werden muss sollten die 8 Bohrungen mit Gewinde nicht so teuer sein. Ich frage mich nur wie du eine Platte von einem halben Meter mal einen Meter mal 12mm Stahl mit läppischen 8 5mm Schrauben befestigen willst. Ich hoffe die Schräubchen sollen nicht die Platte halten (und noch zusätzliche Kräfte aufnehmen), sonst macht es schnell mal "pling"
Für eine Preisschätzung fehlen noch ein paar Sachen: - welche Legierung? - Oberfläche (gefräst, unbearbeitet) - Planheit/Genauigkeit, allegmein Toleranzen Alu ist natürlich deutlich teurer als "normaler" Stahl, wiegt aber auch nur ein Drittel - hier eventuell nicht ganz unwichtig ;-) Wenn es nicht supergenau sein muss: wäre es keine Lösung, die Bohrungen und Gewinde selbst anzubringen? Mit einem passenden Aufsatz könntest Du auch sicherstellen, dass die Handbohrmaschine wirklich parallel und senkrecht bohrt. Dann müsstest Du nur die Platte in der gewünschten Legierung/Qualität zuschneiden lassen und da gibt es einige Händler/Betriebe im Netz.
Gerade mal gerechnet. Die Platte wiegt so knapp 50kg, wenn sie aus Stahl sein soll.
Nachtrag: Es gibt für die unterschiedlichen Werkstoffe Gewindelängen zu Durchmesser Verhältnisse, ab denen eine Schraubbefestigung die maximal erzielbere Festigkeit hat. Längere/tiefere Gewinde bringen hier keine zusätzliche Festigkeit mehr. Für Stahl liegt das soweit ich weiss bei ca. 1-1,2 bei Alu bei 2-2,5. Das heisst eine effektive Gewindetiefe von 6-8mm würde bei M5 und Stahl völlig genügen, ausser du musst mit der Schraube etwas "beiziehen" und brauchst deshalb ein tieferes Gewinde / längere Schraube.
Udo Schmitt schrieb: > Für Stahl liegt das soweit ich weiss bei ca. 1-1,2 bei Alu bei 2-2,5. Wo kann man denn sowas nachlesen? Kennt jemand ein Buch über Konstruktion das für Praktiker geschrieben ist, die sich für vernünftige Konstruktion begeistern?
z.B. hier steht sowas drinn... http://www.amazon.de/Normen-Auszug-Technische-Normenb%C3%BCro-Schweizerischer-Maschinen-Industrieller/dp/B00IRN9A9E/ref=sr_1_1?ie=UTF8&qid=1422354616&sr=8-1&keywords=vsm+verein+schweizerischer oder es gibt auchnoch das hier: "Tabellenbuch Metall", vom Europa Verlag
Peter schrieb: > Wo kann man denn sowas nachlesen? Kennt jemand ein Buch über > Konstruktion das für Praktiker geschrieben ist, die sich für vernünftige > Konstruktion begeistern? Das Buch "Roloff/Matek" ist sehr gut, aber dass ist halt kein Buch für den "Praktiker",indem irgendwelche Faustformeln dastehen wenn du das meinst, das Buch ist sehr detailiert und eine komplette Übersicht über guten Maschinenbau.
Peter schrieb: > Wo kann man denn sowas nachlesen? Im "Tabellenbuch Metall" müsste das eigentlich drinstehen. Das dürfte der Klassiker sein: http://www.europa-lehrmittel.de/titel-133-133/tabellenbuch_metall-1863/ Hat sogar einen eigenen Wiki Eintrag: http://de.wikipedia.org/wiki/Tabellenbuch_Metall
Das Teil soll die Grundplatte für eine Eigenbau-CNC-Fräse werden. Deshalb wäre Genauigkeit ziemlich wichtig. Also im 1/10 - 1/100 Bereich. Alu wäre wegen dem Gewicht natürlich besser, jedoch ist dann die Festigkeit auch nicht so hoch. Nehmen wir als Beispiel einfach mal S235JR / St 37 Stahl.
Wenn du eine Platte dieser Grösse eben (innerhalb 1/100) haben willst, wird das nicht ganz günstig... Zudem bringt es dir nichts so eine Platte eben fräsen zu lassen, da das Werkstück selbst keine genügend grosse Steifigkeit aufbringen kann, dass du von der Ebenheit profitieren kannst. Sprich, das Ding wabbelt biegt sich wie butter wenn du es irgendwo mit mehr als 3 Auflagepunkten festschraubst. Kommt dazu wenn du warmgewalztes Material nimmst und das fräsen lässt, wist du eine "Bananenplatte" erhalten, sobald der Mechaniker die Spannpratzen auf dem Maschinentisch löst..
Ok das mit der Ebenheit ist ein Argument. Dann beschränken wir uns bei dieser Genauigkeit erst mal auf die Abmaße und die Lochabstände etc. Evtl. hätte ich unter der Platte noch eine Querverstrebung angebracht..
MB schrieb: > Kommt dazu wenn du warmgewalztes Material nimmst und das fräsen lässt, > wist du eine "Bananenplatte" erhalten, sobald der Mechaniker die > Spannpratzen auf dem Maschinentisch löst.. Desswegen fräst/schleift man das Ganze erst an einer Seite, dann auf der anderen Seite. Dadurch werden die Spannungen im Material frei. Danach spannt man das Teil verzugfrei (durch Unterlegen von Präzisionsblech) und fräst/schleift beide Seiten nochmal. So bearbeiten wir jedenfalls die Platten.
Stefan schrieb: > Das Teil soll die Grundplatte für eine Eigenbau-CNC-Fräse werden. > Deshalb wäre Genauigkeit ziemlich wichtig. Also im 1/10 - 1/100 Bereich. Im Hundertstelbereich? Wirklich? Dann rechne mit einem vierstelligen Betrag. Davon abgesehen wird sich solch dünnes Material auf die Größe sowieso entsprechend verbiegen. Du brauchst auf jeden Fall eine Versteifung - und zwar vor der Endbearbeitung. An Deiner Stelle würde ich die Konstruktion wirklich grundlegend überdenken. Eine andere Möglichkeit wäre, eine halbwegs ebene Platte (Stahl) zu wählen, dort Aluleisten aufzuschrauben und diese dann später mit der Spindel selbst zu planen (besser: plan zu kratzen ;-) Wenn Du die Fräse vorher sauber ausrichtest, hast Du danach eine halbwegs ebene Auflage mit Nuten. Hänt aber von dem ab, was Du mit der Fräse vorhast. > Alu wäre wegen dem Gewicht natürlich besser, jedoch ist dann die > Festigkeit auch nicht so hoch. > > Nehmen wir als Beispiel einfach mal S235JR / St 37 Stahl. Ja, würde ich auch empfehlen.
:
Bearbeitet durch Moderator
Die Konstruktion an sich steht ja noch nicht einmal ansatzweiße. Darum wollte ich mich auch noch nicht an eine Firma wenden, sondern erst mal hier im Forum anfragen wie viel so etwas ungefähr kosten würde.
Grundplatte kann jetzt viel bedeuten...? Aber es gibt in der Konstruktion auch die Alternative einer "Sandwich"-Bauweise dh. optimale Steifigkeit bei reduzierten Kosten und Gewicht. Die Möglichkeit zwischen den Lagen noch leichtere Versteifungen klebemäßig zu plazieren oder gar mit entsprechendem Material auszugießen. Ich kannte mal einen der hat die Säule einer Eigenbaufräse aus dünnem Stahlrohr und innen einige Gewindestangen für die Befestigung in Beton eingegossen. Der war relativ happy über die Festigkeit.
Ja das mit Sandwich-Bauweise und Verguss ist eine gute Idee. Ich wollte nur mal einen Anhaltspunkt der Kosten haben. Und ob es billiger ist die Teile Schneiden und Bohren zu lassen, oder ob CNC-Fräsen günstiger ist. Wenn das ganze zu teuer wird, muss ich über eine Alternativlösung nachdenken.
Meinst du wirklich 1m Länge? Was für eine Monstermaschine willst du da bauen?
herbert schrieb: > Ich kannte mal einen der hat > die Säule einer Eigenbaufräse aus dünnem Stahlrohr und innen einige > Gewindestangen für die Befestigung in Beton eingegossen. Der war relativ > happy über die Festigkeit. Jawohl. Das ist eine übliche Vorgehensweise im Sondermaschinenbau. Wirklich eine feine Sache. Wenn du wirklich eine ebene und steife Platte willst, kann ich dir folgendes Vorgehen empfehlen (wohl sehr teuer): Platte und entsprechende Streben warmgewalzt besorgen. Platte auf einem Schweisstisch festspannen und dann entsprechend Rechteckprofile (Diagonalverippung) aufschweissen (Schweissreihenfolge beachten um Verzug zu minimieren). Anschliessend lässt du das Werkstück spannungsarm glühen. Dann kannst du das Werkstück bearbeiten lassen. Optimalerweise wird dann die Platte zuerst nur mit drei Berührungspunkten auf den Maschinentisch gespannt. Dann überfräsen. Anschliessend Platte umkehren und auf die Ebene Fläche Spannen. Rückseitig die Montageflächen planfräsen. Wenn es noch genauer sein muss, kannst du dann die Platte wieder umkehren und auf die eben plangefrästen Montageflächen spannen und die grosse Fläche Planschleifen lassen. Dann bist du schonmal sehr gut dabei. Wenn du es dann noch genauer willst, kann du anfangen von Hand zu schaben ;)
Preisorientierung für dich: Ich habe mir Mal eine entspreched verripte Platte (S235) der grösse 22cm x 110cm planfräsen lassen. Hat mit ein paar Bohrungen so um die 500 CHF gekostet...
Und wie ist die Oberflächenbeschaffenheit ohne Planfräsen? Fällt das überhaupt so stark ins Gewicht wenn da dann das Werkstück aufgespannt wird? Da gleichen sich doch die Unebenheiten wieder mehr oder weniger aus oder
Stefan schrieb: > Wenn das ganze zu teuer wird, muss ich über eine Alternativlösung > nachdenken. Muss halt bearbeitet werden, auch wenn es nur der Zuschnitt auf dein Mass ist. Ein 12er Blech Baustahl 1000x2000 kostet um 150.- 1.50 - 2 Euro/kg in der Gegend, zeigen die ersten Suchtreffer, nicht weiter ueberprueft.
Aber wenn ich jetzt in einen Baumarkt geht und ein Holzbrett kaufe ist ja der rechtwinklige Zuschnitt meist kostenlos. Ist dass bei metallverarbeitenden Betrieben auch so, wenn man bei ihnen auch das Material bezieht? Dann wären nur die Kosten für die Bohrungen und evtl. Gewinde schneiden (was wahrscheinlich schon teuer genug ist)
Stefan schrieb: > ja der rechtwinklige Zuschnitt Was ist hier rechtwinklig. Die Platte wird entweder mit einer großen Bechschere oder -meiner Meinung nach wahrscheinlicher- mit einem Plasmaschneider zugeschnitten. Da kannst du keine Rechtwinkligkeit auf ein paar Bogenminuten und eine Kante die auf ein paar Hundertstel glatt ist erwarten. Das ist das, was "sägerauh" bei Holz ist. Ich meine jetzt den rechten Winkel zwischen Plattenoberfläche und Schnittfläche. Der rechte Winkel zwischen Höhe und Breite der Platte liegt bei der Genauigkeit der CNC Plasmaschneidmaschine
:
Bearbeitet durch User
Wie willst du das Werkstück spannen? Wenn es nur stabil sein muss kommt eine gebrauchte Anreißplatte billiger und genauer (aber auch deutlich schwerer) als dein Blech. Sonst würde ich mich mal beim Schrotthändler nach einem alten Maschinentisch umsehen.
Hallo, du machst dir einfach keinen Begriff davon, wie weit so eine Platte durchhängt, schon ganz ohne Belastung durch das Werkteil oder die Bearbeitungskräfte. Unsere Messmaschinen hatten Granit von ca 10 cm Stärke, und den konnte man mit der Hand immer noch merklich verbiegen. Stahlkonstruktionen sind da generell ungeignet, weil zu flexibel (was man sonst eher gern hat). Ich habe mal einen Maschinenständer immer noch weiter durch Streben verstärkt, trotzdem schwankte die Bohrmaschine immer noch hin und her. Bis ich die ganze Konstruktion entsorgt habe und die Maschine auf eine LKW-Bremstrommel gestellt, dann war Ruhe. Für einen solchen Zweck sind meiner Erfahrung nach nur die erwähnten Granitplatten (eher Blöcke) geeignet oder Gussteile mit Verstärkungsrippen. Aber die muss man erstmal 2-3 Jahre ruhen lassen, bis man sie präzise bearbeiten kann. So sehen traditionell Werkzeugmaschinen aus. Verbundmaterial, z.B. mit Kohlefaser, geht auch, ist aber eher noch aufwendiger. Auf den mickrigen M5-Schrauben will ich garnicht herumreiten, nur anmerken, dass man kein Gewinde bis zum Boden des Bohrlochs schneiden kann. Angeben solltem man deshalb, wie tief das Gewinde reichen muss, die Lochtiefe richtet sich dann nach den Werkzeugen, die zur Verfügung stehen. Georg
Stefan schrieb: > Im Anhang ein Teil, dass ich gerne von einem > metallverarbeitenden Betrieb fertigen lassen würde. Die Anforderungen sind wie üblich Unsinn. Eine so grosse so ebene Platte nennt man Tuschierplatte http://www.hahn-kolb-shop.com/artikel/35351200.pdf und liegt in der Güte von 1/100mm so bei 1400 EUR. Die ist dann nicht 12mm sondern 12cm dick um ihr Eigengewicht tragen zu können. Bohrungen auf 1/100 genau kann man für Gewinde nicht machen, eher 0.15mm. Genaue Bohrungen heissen Passbohrungen für Passtifte, und selbst die sind auf 1m mit 5/100mm Toleranz. http://www.stolle.net/technik/toleranzgenauigkeit/ Das macht auch nichts, denn Stahl ändert seine Länge bei Temperaturänderungen. Passt der Abstand auf 1/100mm nicht, erwärmt man einfach die Platte um 1 GradC, und man hat schon 1.3/100mm korrigiert. http://www.reiner-tolksdorf.de/script/thermische_laengenausdehnung_berechnen.html Stefan schrieb: > Aber wenn ich jetzt in einen Baumarkt geht und ein Holzbrett kaufe ist > ja der rechtwinklige Zuschnitt meist kostenlos. Ist dass bei > metallverarbeitenden Betrieben auch so, wenn man bei ihnen auch das > Material bezieht? Dann wären nur die Kosten für die Bohrungen und evtl. > Gewinde schneiden (was wahrscheinlich schon teuer genug ist) Du verstehst das Problem nicht. Im Baumarkt hat die Platte 1cm Abweichung. Es hast schon seinen Grund, warum ein Maschinenbett aus Graugss, verrippt, feingeschliffen und geschabt ist, wenn man 1/100mm Genauigkeit haben will. Und warum präzise Geräte nur kleine Produkte bearbeiten können.
Und wie kann es dann sein, dass man eine CNC-Portalfräse (z.B. Isel) mit einer Genauigkeit von +/- 2/100 zu einem Preis von knapp 3000 Euro bekommt, wenn alleine die Platte schon 1400 Euro kostet. Dann nochmal pro Linearführung und Kugelumlaufspindel ca. 300-400 Euro...
Weil die sie schlauer konstruieren als du. Übrigens ist das mit den 2/100 bei denen auch zweifelhaft, siehe Temperaturabhängigkeit.
Stefan schrieb: > eine CNC-Portalfräse (z.B. Isel) Weil das ein reines Bastlergerät ist und für jede industrielle Produktion ungeeignet. Ich habe mir sowas mal beschafft, um Motorsteuerungen zu testen, aber da lief der Motor nicht mal im Leerlauf gleichmässig, weil die Führungen so schief waren, dass sie am einen Ende Spiel hatten und am anderen Ende klemmten und den Motor bremsten. Lag jahrelang im Keller rum und ist vor einiger Zeit beim Sperrmüll gelandet. Georg
Stefan schrieb: > Und wie kann es dann sein, dass man eine CNC-Portalfräse (z.B. Isel) mit > einer Genauigkeit von +/- 2/100 zu einem Preis von knapp 3000 Euro > bekommt, wenn alleine die Platte schon 1400 Euro kostet. Weil sie auch eine Verarbeitungslänge von vielleicht 25cm hat, und nicht von 1m!
Also jetzt mal ganz langsam. Natürlich muss man die Kirche im Dorf lassen und kann einen Eigenbau nicht mit einem kommerziellen Produkt wie die Isel vergleichen. Also werdee ich die Konstruktion sicher nicht so geschickt hinbekommen. Aber 1. von vornherein sagen, dass sie schlauer konstruiert ist als das, was ich mache, ist einfach totaler quatsch, weil nirgends in meinem Post auch nur ansatzweise etwas von meiner Konstruktion ersichtlich ist (die es im übrigen noch gar nicht gibt, weil ich erst beim überschlagen der Kosten bin) 2. ich habe nie etwas von einer Bearbeitungsfläche von 1m gesagt
Stefan schrieb: > 2. ich habe nie etwas von einer Bearbeitungsfläche von 1m gesagt Mal abgesehen davon, dass 1 m keine Fläche ist, was man als Möchtegernmechaniker schon wissen sollte - in deiner Zeichnung steht als Mass 1000, was sollen das sonst sein als 1000 mm? Wenn das schon nicht stimmt, solltest du eine Fertigung unbedingt bleiben lassen, wie soll dir da jemand was passendes liefern können. Ich hätte dir nach dieser Zeichnung eine Platte mit 500 x 1000 mm angefertigt, aber offensichtlich bin ich ja blöd, und deshalb halte ich mich jetzt raus. Georg
Entschuldigung lieber Georg dass ich im Eifer des Gefechts Fläche statt länge geschrieben habt. Natürlich steht im der obigen Zeichnung 1000x500, aber ich habe bereits MINDESTENS 3 mal erwähnt dass eine fertige Konstruktion noch nicht einmal ansatzweise steht, und ich mich hier nur erkundigen wollte, was das beste Bearbeitungsverfahren ist und mit welchen Kosten ich in etwa rechnen kann. Und da man ohne Skizze schlecht Aussagen treffen kann, hab ich hald hier einfach als Anhaltspunkt eine angehängt.
Stefan schrieb: > Natürlich steht im der obigen Zeichnung 1000x500, aber ich habe bereits > MINDESTENS 3 mal erwähnt dass eine fertige Konstruktion noch nicht > einmal ansatzweise steht, und ich mich hier nur erkundigen wollte, was > das beste Bearbeitungsverfahren ist und mit welchen Kosten ich in etwa > rechnen kann. Darauf gab es auch schon einige Antworten: rechne mit einem vierstelligen Betrag bei Deinen Genauigkeitsanforderungen. > Und da man ohne Skizze schlecht Aussagen treffen kann, hab > ich hald hier einfach als Anhaltspunkt eine angehängt. Ist ja auch richtig. Aber: um mit einer Fräse wirklich am Werkstückendmaß 1/100mm Genauigkeit zu erreichen, ist erheblicher Aufwand nötig. Wie MaWin schon ein paar Mal schrieb: schon die Temperaturänderung macht Dir ohne Kompensation Dein 1/100mm kaputt. Von Vibrationen, Spindelschlag, Werkzeugabnutzung, Spannzange usw. reden wir da noch gar nicht. Weiterhin brauchst Du bei dieser Genauigkeit zwingend ein Messsystem (z.B. Glasmaßstab), weil die Genauigkeit der Kugelgewindespindel deutlich darunter liegt. Aber vielleicht schreibst Du erstmal, was genau Du fräsen möchtest: Nur Platinen/Gravieren, Frontplatten aus Alu, Alublöcke, oder Stahl? Davon hängt es ab, wie Du Deine Fräse konstruieren solltest und dann kann man Dir auch weitere Tipps geben :-) Und: wir alle haben mal klein angefangen - meine erste Fräse sollte auf MDF Alublöcke bearbeiten :-)
:
Bearbeitet durch Moderator
Na gut, vielleicht war das mit 1/100 ein bisschen hoch gegriffen. In erster Linie sollen Platinen gefräst werden. Dazu kommt noch Holz und Kunststoff. Wenn ich allerdings schon so viel Geld ausgebe sollte es auch möglich sein ab und an ein bisschen auf Alu rumzukratzen oder Konturen aus dünnen Aluplatten fräsen.
Eine Positionsgenauigkeit von 1/100 ist selbst bei großen Bearbeitungszentren nicht ganz so einfach zu erreichen. Dann muss man siese 1/100 auch messen können. Ich würde mir käufliche CNC-Fräsen anschaun, da die 1. CNC Fräse in den meißten Fällen alles andere als problemlos läuft. Vermeide bei käuflichen CNC-Fräsen: Nicht unterstützte Rundführungen. Portalfräsen mit Seitenwangen ohne Versteifungsrippen. Gewichtseinspahrungs Auschschnitte vom Typ "Flugzeugkonstruktion" Schau dir unbedingt die Fräsen vor Ort an und vermeide dabei Fräsen die beim Verfahren "singen". Negativbeispiele findet man auf Youtube unter "CNC music"
Ich empfehle dir dringend, nicht in einem Birnenforum nach Äpfeln zu fragen. Auch wenn hier ein paar qualifizierte Antworten gekommen sind (mit dem völlig korrekten Tenor, dass deine Herangehensweise Quatsch ist), solltest du vielleicht in einem CNC Forum schauen. Bei Peters CNC-Ecke gibt es endlose Themen über Eigenbau-CNCs. Lies da mal einige Stunden und du wirst klarer sehen :-)
Angehängte Dateien:
-

IMAG0355lq.jpg
180 KB -

IMAG0392lq.jpg
200 KB -

IMAG0431lq.jpg
170 KB -

IMAG0507lq.jpg
180 KB



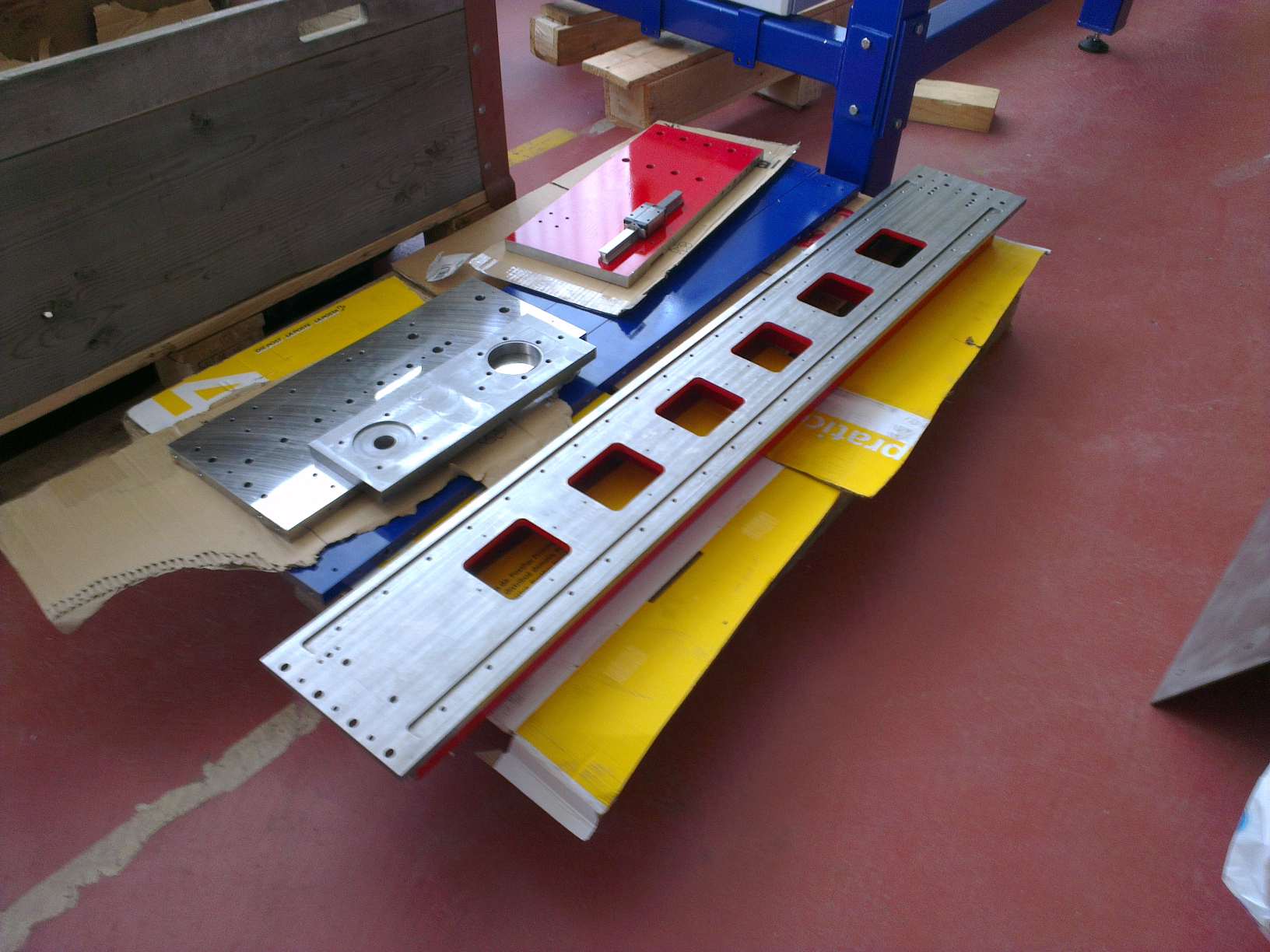
Hier mal ein paar Fotos, die dir als Anhaltspunkt dienen können.. Dies ist die Hauptplatte des Portals meiner CNC (Plasma-)Maschine. Wurde geschweisst, geglüht und dann gefräst...
Achja, Auf dem ersten Bild sind die Teile nur geheftet.. Wurden dann natürlich noch durchgeschweisst :)
OT: Schöne Bilder :-) Aber: warum brauchst Du zum reinen Plasmaschneiden solche Stahltrümmer und Profilschienen? Dabei musst Du doch praktisch keine Schnittkräfte (nimmt man den geringen Rückstoß durch den Gasdruck mal aus) aufnehmen. (Hier bei uns reichen einfache Chinarundführungen und ein leichtes Aluportal vollkommen aus, um auf 2/10mm genau zu schneiden.) Oder soll das auch für andere Zwecke dienen?
:
Bearbeitet durch Moderator
Danke :) Das hast natürlich Recht. Zum Plasmaschneiden ist das wirklich overkill. Aber die Maschine wurde ursprünglich ausgelegt zum Fräsen von Alu und Holz. Momentan wird sie dafür aber nicht eingesetzt ;)
Angehängte Dateien:
-

Febr.2011_148.jpg
240 KB
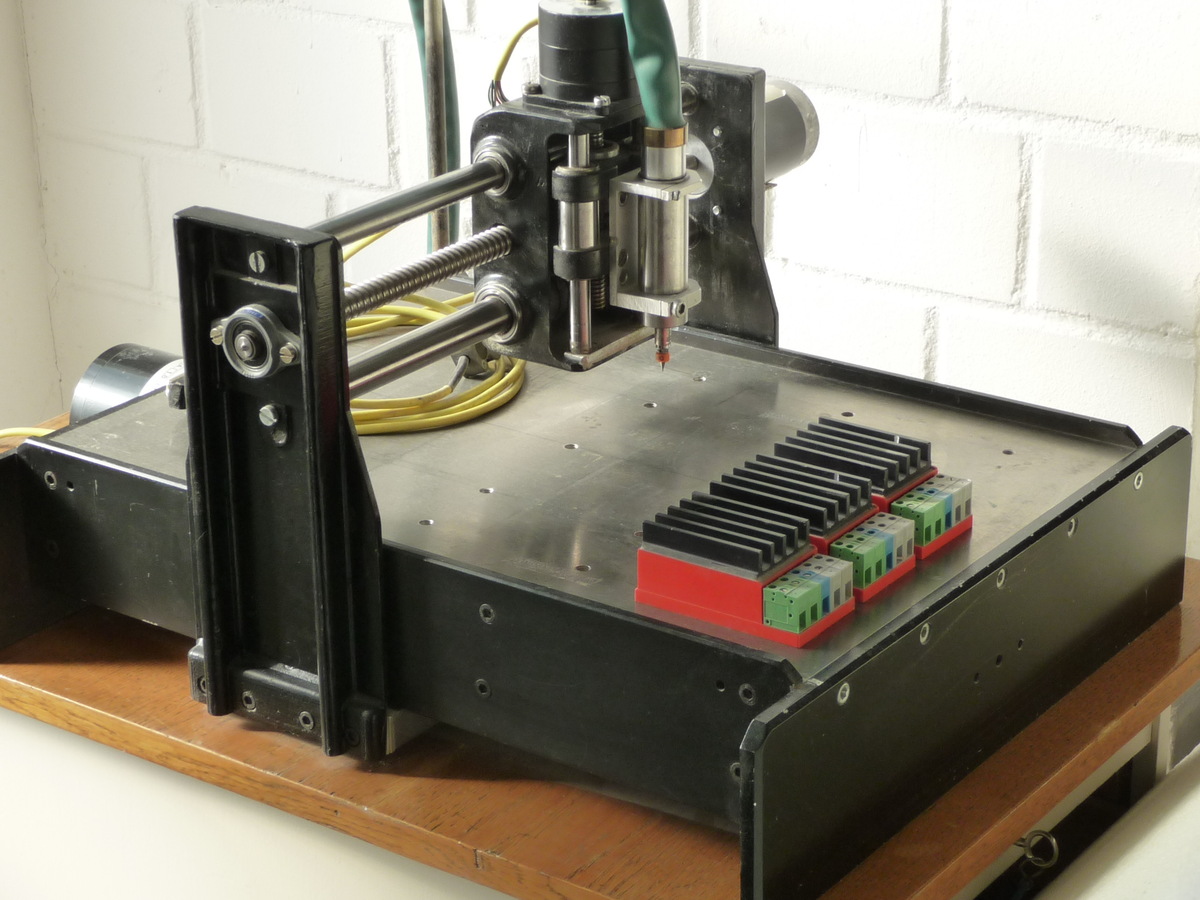
Hallo, diese Maschine hat 12 Längskugellager für die Genauigkeit, Festigkeit bei geringem Gewicht wird möglich durch versteifte Kohlefaser-armierte Seitenwangen usw. Die Maschine fräst und graviert im 2/100mm Bereich Das ist keine Aufgabe für einen Anfänger Mit Gruß URSU
URSU schrieb: >...und graviert im 2/100mm Bereich Alles klar! Von Fräser kann nicht die Rede sein, höchsten "kratzen"
Tany schrieb: > Von Fräser kann nicht die Rede sein, höchsten "kratzen" Es mag schon sein, dass die Maschine das könnte, aber die Dickentoleranz von Leiterplattenmaterial ist schon 5 bis 10 mal höher. Unsere LP-Bohrmaschinen können sowas, das ist auch nötig für BlindVias, die vermessen nämlich während der Bearbeitung die Materialdicke. Bloss kosten die halt mehrere hundert kEuro. Georg
Tany schrieb: > Alles klar! > Von Fräser kann nicht die Rede sein, höchsten "kratzen" Kannst du das mal näher begründen?
michael_ schrieb: > Kannst du das mal näher begründen? Jeder, der schon mal mit der Fräsmaschine gearbeitet hat, der weiß welche enorme Kraft dabei entstehen. Diese Kraft müssen das Gestell und die Führungen aushalten. Um diese Kraft klein zu halten, nutzt man die hohe Drehzahl der Frässpindel aus, so daß der Fräser bei z.B 10000 U/min bei entsprechendem Vorschub nur paar hundertste "weggekratzt" wird. Das geht dann gut, wenn man dafür geeignete Fräser hat. Bei normalen HSS Fräser hat man mehr Verschleiß bei geringerer Zustellung. URSU schrieb: > diese Maschine hat 12 Längskugellager für die Genauigkeit, > Festigkeit bei geringem Gewicht wird möglich durch versteifte > Kohlefaser-armierte Seitenwangen usw Was nutzt das steife Gestell bei verwendeten Linearlager und freihängende Führungswelle? Schmeiß mal ne Meßuhr aufm Tisch gegen Frässpindel. Drückt kräftig dann auf die Z Achse und wundert nicht, daß der schon im fast mm Bereich bewegen. Schon vorbei mit 2/100mm!
Udo Schmitt schrieb: > Gerade mal gerechnet. > Die Platte wiegt so knapp 50kg, wenn sie aus Stahl sein soll. Wie hast du das gerechnet, Udo?
Tany schrieb: > Um diese Kraft klein zu halten, nutzt man die hohe Drehzahl der > Frässpindel aus, so daß der Fräser bei z.B 10000 U/min bei > entsprechendem Vorschub nur paar hundertste "weggekratzt" wird. > Das geht dann gut, wenn man dafür geeignete Fräser hat. Das sieht mir aber eher nach einer Druckluft-Turbine aus, die locker 50000 U macht. Was glaubst du, was man da mit einem Einzahn VHM oder Diamant-Fräser für feine Sachen machen kann. Da halten sich die Querkräfte in Grenzen. Ich glaub, du siehst das etwas einseitig.
URSU schrieb: > Hallo, > diese Maschine hat 12 Längskugellager für die Genauigkeit, > Festigkeit bei geringem Gewicht wird möglich durch versteifte > Kohlefaser-armierte Seitenwangen usw. Wenn ich schon sehe, dass das Festlager das Motorlager des Schrittmotors ist, dann wird mir da ganz anderst.
Es ist wesentlich sinniger, eine konventionelle Fräse zu digitalisieren, als sich mit der ausgereizten Mechanik zu beschäftigen. Ein Mitarbeiter hat das mit seinem "Heimgerät" gerade durchgezogen. Hier ist der Arbeitseinsatz, im Verhältniss zum Ergebniss, doch eher spürbar. Grüße Bernd
:
Bearbeitet durch User
Bernd Funk schrieb: > Es ist wesentlich sinniger, eine konventionelle Fräse zu digitalisieren, > als sich mit der ausgereizten Mechanik zu beschäftigen. Es IMHO darauf an was man machen will. Wenn ich Alu, Stahl usw machen will, dann würde ich aus dazu raten ein BF20 bis BF46 umzubauen. Mit Hüfthalter sind die schon von Vorne herein um Größenordnungen steifer und ausgereifter als eine Eigenbau-Portalfräse (insbesondere als die erste Konstruktion). Wenn ich allerdings meine 800x1200mm Karbonplatten ausfräsen oder Konturen ins Plexiglas hauen möchte, Balsaholz für meinen Modellflieger fräsen möchte, dann kann ein Eigenbau unter Umständen kosteneffizienter sein. Ich kann aus leidiger Erfahrung sagen, dass ein Eigenbau aber mit viel Lehrgeld verbunden ist. 1500€ ist einfach kein Budget für eine Fräse (ausgenommen Schubladenauszüge-CNC-Fräsen). Man Vergisst die Werkzeuge, Spindel, Spannzangen, Wasserkühlung, Staubsauger, Metallwanne, Fräser, Schrittmotoransteueurng, PC, Handrad, CAM-System, Endschalter, Spindelhalter, Handrad, Schaltschrank, Fräsmaterial, Messmittel (!), ... Das addiert sich zu utopischen Summe auf. CNC Fräsen ist und bleibt ein teures Hobby.
Peter schrieb: > Bernd Funk schrieb: >> Es ist wesentlich sinniger, eine konventionelle Fräse zu digitalisieren, >> als sich mit der ausgereizten Mechanik zu beschäftigen. > > Es IMHO darauf an was man machen will. Wenn ich Alu, Stahl usw machen > will, dann würde ich aus dazu raten ein BF20 bis BF46 umzubauen. Mit > Hüfthalter sind die schon von Vorne herein um Größenordnungen steifer > und ausgereifter als eine Eigenbau-Portalfräse (insbesondere als die > erste Konstruktion). Wenn ich allerdings meine 800x1200mm Karbonplatten > ausfräsen oder Konturen ins Plexiglas hauen möchte, Balsaholz für meinen > Modellflieger fräsen möchte, dann kann ein Eigenbau unter Umständen > kosteneffizienter sein. Ich kann aus leidiger Erfahrung sagen, dass ein > Eigenbau aber mit viel Lehrgeld verbunden ist. 1500€ ist einfach kein > Budget für eine Fräse (ausgenommen Schubladenauszüge-CNC-Fräsen). Man > Vergisst die Werkzeuge, Spindel, Spannzangen, Wasserkühlung, > Staubsauger, Metallwanne, Fräser, Schrittmotoransteueurng, PC, Handrad, > CAM-System, Endschalter, Spindelhalter, Handrad, Schaltschrank, > Fräsmaterial, Messmittel (!), ... > Das addiert sich zu utopischen Summe auf. CNC Fräsen ist und bleibt ein > teures Hobby. Du hast mindestens 100% recht :) Viele Grüße Bernd
:
Bearbeitet durch User
Ich habe jetzt nicht alles gelesen. Einigermaßen bezahlbare Platten mit beliebiger Bearbeitung gibt es bei http://www.fibro.de/de/startseite.html
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.