Spiele mich seit einiger Zeit mit meiner 3020er + 400W China Spindel Frontplatten gehen damit recht gut und damit ist eigentlich die Hauptaufgabe für die Fräse erklärt. Irgendwie spiele ich jedoch mit dem Gedanken hin und wieder Prints zu fräsen. z-Probing und dann gcode anpassen habe ich in einem Tool schon drinnen und es funktioniert auch wunderbar. Der fehlende Tiefenregler ist also nicht das Problem und auf Zeit kommt's mir nicht an. Meine Tests waren nicht so berauschend was höchst warscheinlich an der niedrigen Drehzahl liegt (max 12k). Eigentlich wollte ich beim nächsten Upgrade sowas kaufen: http://de.aliexpress.com/item/300w-AC75V-1000hz-60000-rev-min-ER08-48mm-diameter-water-cooling-CNC-router-spindle-motor/1692887725.html Jetzt bin ich aber dummerweise über eine Alternative gestolpert: http://www.ebay.at/itm/Mikromotor-Handstuck-Micromotor-50000RPM-Polisher-Handpiece-fur-Dental-Laber-/221804082336?pt=LH_DefaultDomain_77&hash=item33a48db4a0 Jemand eine Ahnung wie gut die Motoren (Lager) sind? Die Drehzahl wäre ja gar nicht so verkehrt und der Preis wäre noch Ok... 73
:
Verschoben durch Moderator
Hallo Hans, ich weiß zwar nicht wie groß der Rundlauf dieser Handfräse ist, aber er wird sicher nicht ausreichen um deinen V-Fräser eine ausreichende Lebensdauer zu ermöglichen. Der Rundlauf der ersten Chinaspindel ist zwar auch sicher nicht korrekt angegeben, aber mit einer guten Spannzange und ggf. ausschleifen der Auflage in der Klemmung funktioniert das bei mir seit Jahren recht gut. Aber bitte nicht den FU für die Spindel vergessen. :-) MfG Thomas
Bei der Dental-Spindel fehlen Leistungsangaben. Wenn man die nicht kennt, kann bei hohem Vorschub der Motor stehen bleiben, evtl. sogar durchbrennen wenn die Kühlung nicht gewährleistet wird. Außerdem, wie will man das Gerät auf die Z-Achse montieren? Die Form ist halt für die Hand optimiert und nicht für eine Maschinenmontage. Da würde ich ruhig mal nach HF-Spindel bei Aliexpress suchen. Da gibts so einige. Außerdem sollte man prüfen, ob man einen Frequenzumrichter dazu noch benötigt.
Schau dir die mal an: http://www.ebay.de/itm/FRASMOTOR-0-8KW-FRASSPINDEL-SPINDLE-MOTOR-MACH3-DREHZAHLREGLER-WASSERGEKUHLTE-/181723763036 Gibts immer wieder mit verschiedenen Leistungen, mit/ohne NT, ....
Die Spindel von AliExpress wär genau sowas nur eben bis 60k RPM was ganz nett wäre für PCBs... Ich werd' vorerst einfach mit der Feedrate runtergehen und mit der 12k Spindel spielen... Mit etwas Glück gibt's die 60k Spindel dann auch aus England :) Danke trotzdem! 73
Üblich wäre Kress, 1050 FME oder so, luftgekühlt, drehzahlgeregelt und aus Deutschland mit 30000upm.
Angehängte Dateien:
-

_ersterTest.jpg
180 KB
Also ich fräse mit 'ner 3040 und ebenfalls 400W 12k Spindel (wird wohl die gleiche sein) Erste Versuche sahen gut aus. Ich benutze billige 30Grad China V-Fräser und kann mich über die Standzeit nicht beklagen. Ich habe eher das Problem des Z-Achsenausgleiches. Da habe ich noch keine zufriedenstellende Lösung gefunden. Wie machst du das ? Anbei man ein Bild meines allerersten Versuches. (Inzwischen hab ich größere und komplexere Platinen - auch mit SMD gefräst) Was ich inzwischen geändert habe: - Platine klebe ich mit doppelseitigem Klebeband auf die Opferplatte (geht aber schwer ab - eher suboptimal) - Workflow Gerber-Export -> CAMbam -> G-Code Vlt könnte man hier mal einen Erfahrungsaustausch bzgl. PCB-Fräsen starten. Sorry wegen des doppelten Bildes find grad keine Möglichkeit wie ich es wieder loswerde.
:
Bearbeitet durch User
MaWin schrieb: >Üblich wäre Kress, 1050 FME Die könnte ich mir an meine 3040 nicht vorstellen, da scheint mir die 3040 doch um Einiges zu instabil. Ich denke ich weis schon wovon ich rede, ich hab ne 1050FME auch noch an einer größeren Portalfräse ;-)
Hans W. schrieb: > Spiele mich seit einiger Zeit mit meiner 3020er + 400W China Spinde 3020er = Stepcraft 3020 ?
Ich habe in etwa sowas: http://www.aliexpress.com/item/CNC-Engraving-machine-3020-DIY-CNC-Frame-with-ball-screw-optical-axis-and-bearings/32309696171.html Der Z-Ausgleich funktioniert bei mir in etwa so: Mein G-Code-Parser schaut mal wie groß die zu bearbeitende Fläche ist. Dann generiert er ein Raster fürs Abtasten. Die PCB-Oberfäche bekommt Gnd verpasst und der Stichel kommt per Kroko-Klemme an den Probing-Pin vom GRBL (können auch andere Steuerungen... ist ein standard-G-Code). Nach dem Abtasten habe ich dann haufenweise Stützstellen (quasi die Z-Koordinate der Oberfläche). So 5mm-1cm Raster ist je nach Basismaterial Ok... Dann wird der GCode geparst und die Z-Koordinate angepasst. Funktioniert wunderbar Doppelseitiges Klebeband nehme ich auch. Meine Opferplatte ist aber nicht so eben... Fichte Vollholz eben :P Die Software von mir gibt's hier im Forum - ist aber bei weitem noch nicht so weit wie mir das vorschwebt... Dauert halt alles etwas... Btw: mit welcher Feedrate fräst du? Bei mir war das ziemlich ausgefranst... bin aber auch mit max. Vorschub gefahren... mit dem 3mm Fräser wars sauber, mit dem 0.1mm Stichel nicht mehr... war aber nur ein ganz kurzer Test ob das z-Probing das gewünschte Ergebnis liefert oder nicht. Deine Ergebnisse würden mir locker reichen... TSSOP -> DIL adapter für den 1. Prototypen wär bei mir Worst-Case... Dann gehts eh zu Elecrow und Konsorten... 73
Hans W. schrieb: > Mein G-Code-Parser schaut mal wie groß die zu bearbeitende Fläche ist. > Dann generiert er ein Raster fürs Abtasten. Die PCB-Oberfäche bekommt > Gnd verpasst und der Stichel kommt per Kroko-Klemme an den Probing-Pin > vom GRBL (können auch andere Steuerungen... ist ein standard-G-Code). > Nach dem Abtasten habe ich dann haufenweise Stützstellen (quasi die > Z-Koordinate der Oberfläche). So 5mm-1cm Raster ist je nach > Basismaterial Ok... > > Dann wird der GCode geparst und die Z-Koordinate angepasst. Soweit so klar. Wie machst du die Interpolation ? Hans W. schrieb: > Die Software von mir gibt's hier im Forum - ist aber bei weitem noch > nicht so weit wie mir das vorschwebt... Grad gefunden. Da hab ich schon mal vor einiger Zeit im Quellcode gestöbert. Das sieht recht professionell aus! Respekt. (Da erübrigt sich meine obige Frage) Hab mich bisher gescheut, die ganzen Qt-Sachen zu installieren. Könntest Du vlt. mal eine kompilierte Version zur Verfügung stellen ? Würde es mir sehr gern mal ansehen. Kennst du das AutoLeveller Projekt? http://www.autoleveller.co.uk Will ich die Tage mal testen. Hans W. schrieb: > Btw: mit welcher Feedrate fräst du? Bei mir war das ziemlich - 30° V-Stichel - Tiefe Zustellung 0,1 - Zieltiefe -0,1 - Eintauch-Vorschub 100 mm/min - Vorschub 250-800 mm/min (*) - Werkzeugdurchmesser 0,2 (**) - Spindel 12K Mit Ausfransungen habe ich überhaupt keine Probleme. (*) Habe Anfangs mit 800mm/min gefräst und bin dann runtergegangen, weil ich noch nicht rausgefunden habe, wie ich in meinem CAM (CAMbam) verhindern kann, dass er mit dem vollen Vorschub auch um im die Kurven saust. Tatsächlich hatte ich aber auch mit 800mm keine Probleme. (**) Tatsächliche Fräsbreite ergibt sich natürlich aus dem V-Fräser und der Eintauchtiefe (Fräsbahnbreite = tan(V-Winkel / 2) x Tiefe x 2) Ach und meine Maschine sieht ähnlich aus wie deine. http://www.aliexpress.com/snapshot/6423280484.html?orderId=65216022333335 Hans W. schrieb: > Deine Ergebnisse würden mir locker reichen... TSSOP -> DIL adapter für > den 1. Prototypen wär bei mir Worst-Case... Dann gehts eh zu Elecrow und > Konsorten... Ja genau. Allerdings reicht mir inzwischen das Fräsen für meine wenigen Exemplare. Da achte ich lieber beim Design drauf, das das Teil später fräsbar ist. Aber natürlich, Packungsdichten wie bei Fotochemisch bekommt man sicher nicht hin. Und nach 2 Lagen ist auch Schluss. Dafür hab ich meine Chemie im Keller entsorgen können;-)
:
Bearbeitet durch User
Danke für die Blumen! Fertig ist die Software jedenfalls nicht... es sollte das GCode (re)interpretieren hinhauen, der Rest ist noch... experimentell ;) Kompilierte Version gibts nicht weil ich nur Linux Systeme mein Eigen nenne... Ich möchte für das Fräsen eine Art Workflow jetzt aufsetzen. Also Routinen für den Fräserwechsel (+ Längenanpassung) usw... Ist im Kopf schon halbwegs ausgegoren wie ich das machen will aber gerade hab ich zu viele parallele Projekte... Interpoliert wird bei mir übrigends noch garnicht. Es wird jede Streck in teilstücke zerlegt und immer die Z-Koordinate der nächstgelegenen Stützstelle genommen. wird in autolevelproxy.cpp hier gemacht:
1 | ...
|
2 | if (nextZ<0) { |
3 | double replacementZ=loopupHeight(nextX, nextY, nextZ, millingDepth); |
4 | Cmd.Parameters["Z"]=QString("%1").arg(replacementZ); |
5 | } else { |
6 | Cmd.Parameters["Z"]=QString("%1").arg(highZ); |
7 | |
8 | //replace seeking...
|
9 | if (rapidMotionForSeeking) |
10 | Cmd.Cmd=0; |
11 | }
|
12 | ...
|
13 | double AutoLevelProxy::loopupHeight(double x, double y, double originalZ, double adjust) { |
14 | ...
|
So simpel wie es ist, so gut funktionierts bei mir (mit China FR2). Ich werde bei Zeiten mal was testen mit deinen Fräsparametern.... 30° Stichel sollte ich auch irgendwo herumfliegen haben... 73
Hans W. schrieb: > Ich möchte für das Fräsen eine Art Workflow jetzt aufsetzen. ja das ist sicher hilfreich. Komme zwar mit meinem Workflow einigermaßen klar, es ist aber recht nervig, dabei immer mit mehreren Tools werkeln zu müssen. Hans W. schrieb: > Kompilierte Version gibts nicht weil ich nur Linux Systeme mein Eigen > nenne... Na das wäre jetzt nicht wirklich das Problem;-) Hans W. schrieb: > Interpoliert wird bei mir übrigends noch garnicht. > Es wird jede Streck in teilstücke zerlegt und immer die Z-Koordinate der > nächstgelegenen Stützstelle genommen. Na ja, kann mir auch keine Platine vorstellen, die innerhalb von 5mm solche Sprünge macht, dass das ein Problem ist. Was zerlegst du als G-Code? Auch Kreise etc? Sorry, könnte ich sicher alles auch im Quellcode finden. Hans W. schrieb: > Also Routinen für den Fräserwechsel (+ Längenanpassung) usw... Ist im > Kopf schon halbwegs ausgegoren wie ich das machen will aber gerade hab > ich zu viele parallele Projekte... ;-) habs inzwischen aufgegeben, schließlich will ich mit der Fräse arbeiten und die nicht zum Hoppy-Programmiermittelpunkt machen. Die wichtigsten Dinge wie Fräserwechsel etc hab ich ja ruck zuck in Mach3 scripten können. Einen Autoleveler würde ich da auch gern als Plugin realisieren. Aber das ist ja nun mal eben nicht so schnell aus dem Ärmel zu schütteln. Allerdings, wenn du meinst, dass man auch ohne Interpolation gut damit klarkommt, sieht das schon mal wieder ganz anders aus. Die nächsten Regentage kommen ja sicher;-) Sowas stelle ich mir in etwa vor. https://www.youtube.com/watch?v=6WNE3E1ZZYY
Naja vielleicht wenn die Software halbwegs das kann was ich mir vorstelle mach ich mal ein txz-package... nur Slackware verwendet auch nicht jeder ;) Cross-Compile für windows ist mir ehrlich gesagt zu aufwändig... Zerlegen tut mein "AutolevelProxy" aktuell nur gerade Stücke... wäre aber kein Problem Kreise auch zu zerteilen. Indirekt passiert das bei Eagle-Files jetzt schon... Für meine Zwecke hat das bisher funktioniert ohne Z-Interpolation... auf Hackaday wurde mal was gezeigt wo mit bilinearer interpolation gearbeitet wurde... imho könnte man damit die anzahl der stüztstellen weiter drücken... So ähnlich wie bei deinem Video stell ich mir das auch vor... dauert halt noch etwas bis die Temperaturen im Dachgeschoß wieder leben ermöglichen ;) 73
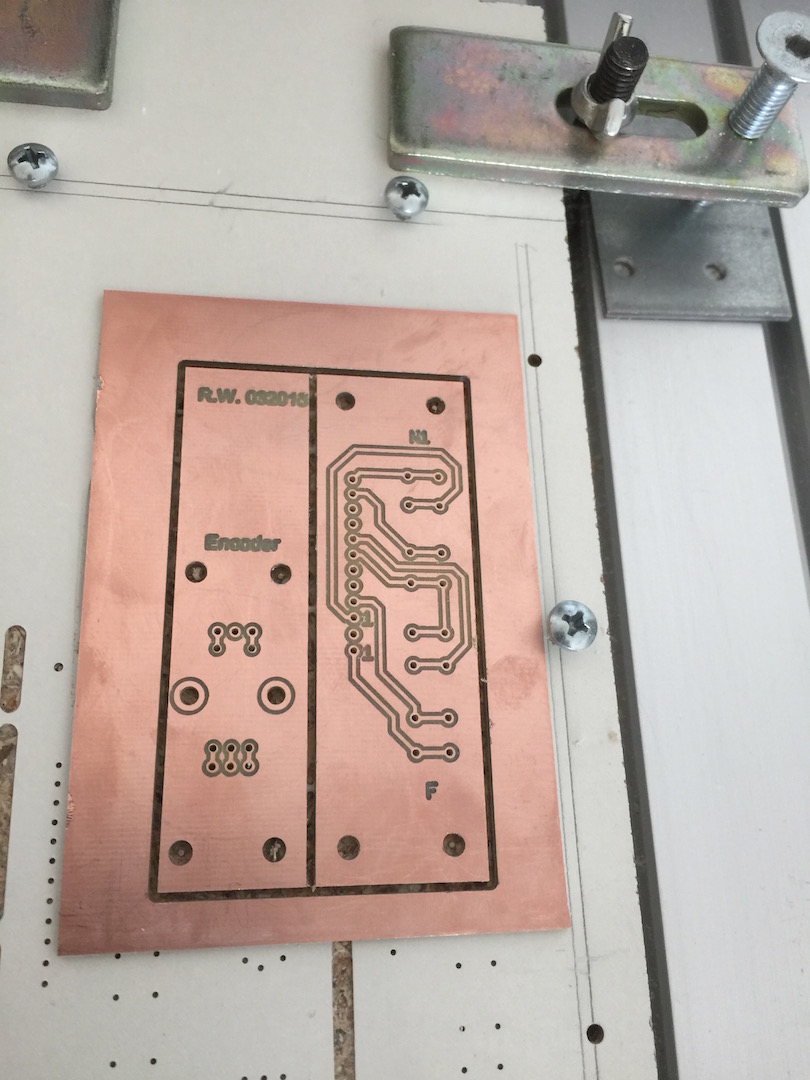
In den nächsten Tagen steht mal wieder eine Platine an. Ich will diesmal den Autoleveller (mein Post weiter oben) etwas intensiver testen. Ich werde mal berichten.
Angehängte Dateien:
-

DSC02044b.jpg
200 KB
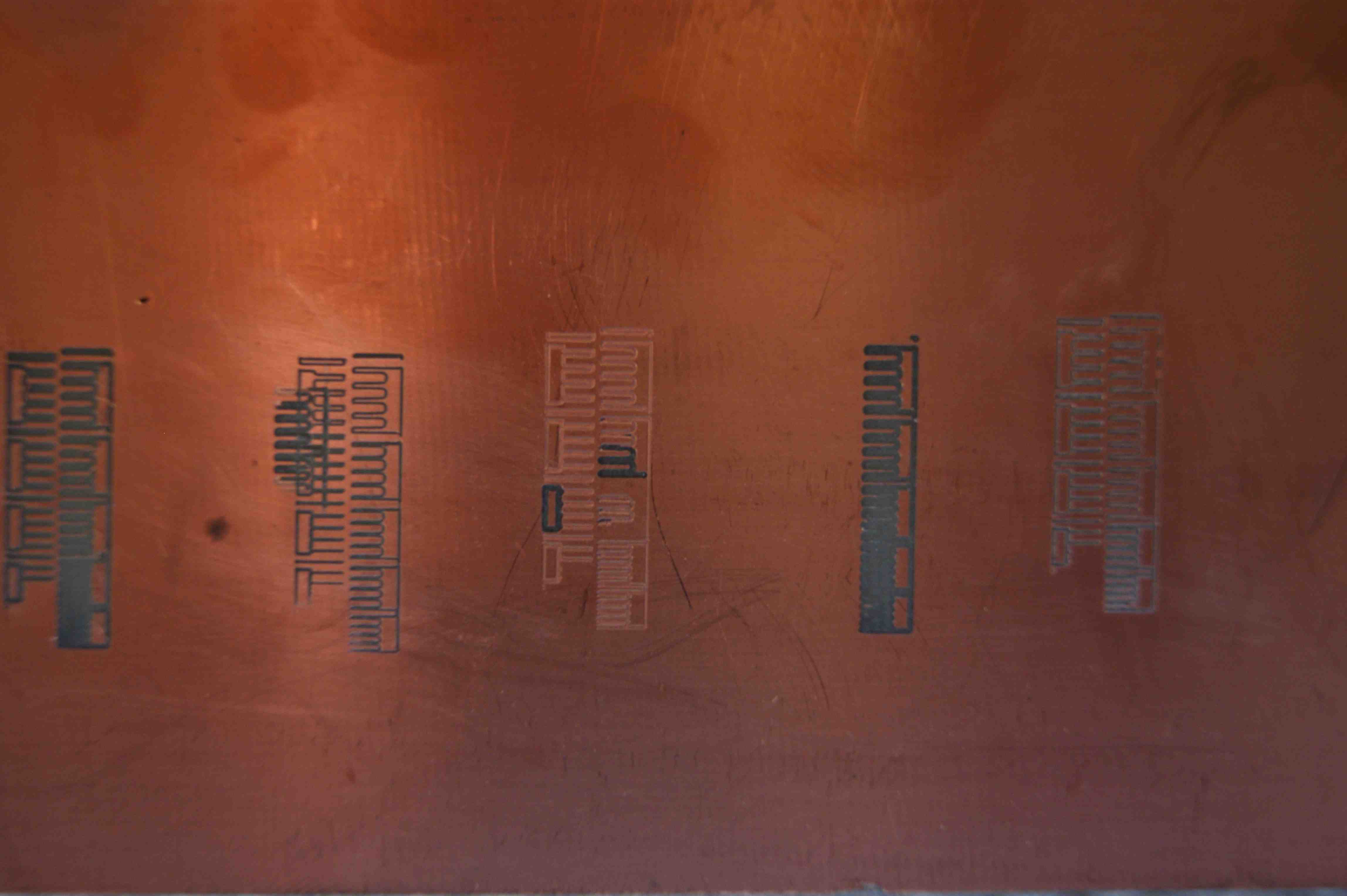
Tach zusammen! Ich arbeite auch mit dem Autoleveller und bin sehr zufrieden. Die 25€ sind gut investiert. Beobachte, dass der Autoleveller bis zu 0.2 mm bei manchen Platinen ausgleicht. Da gab es früher immer "tiefe Rillen". Rate auch dazu mit dem Kalibrier-Board Test mit verschiedenen Sticheln zu machen. Da fallen einige Fabrikate gleich raus, denn die "schmieren" bei kleinen Abständen.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.