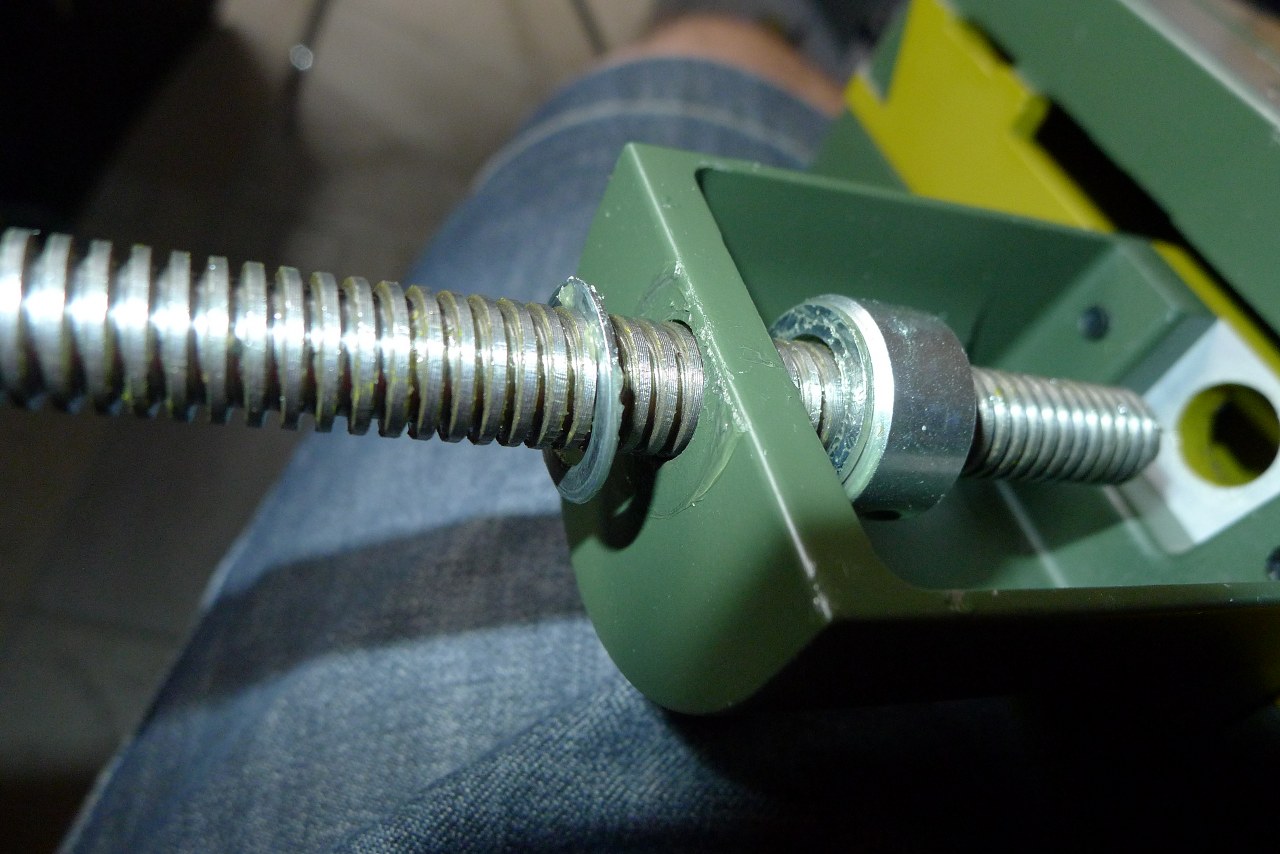


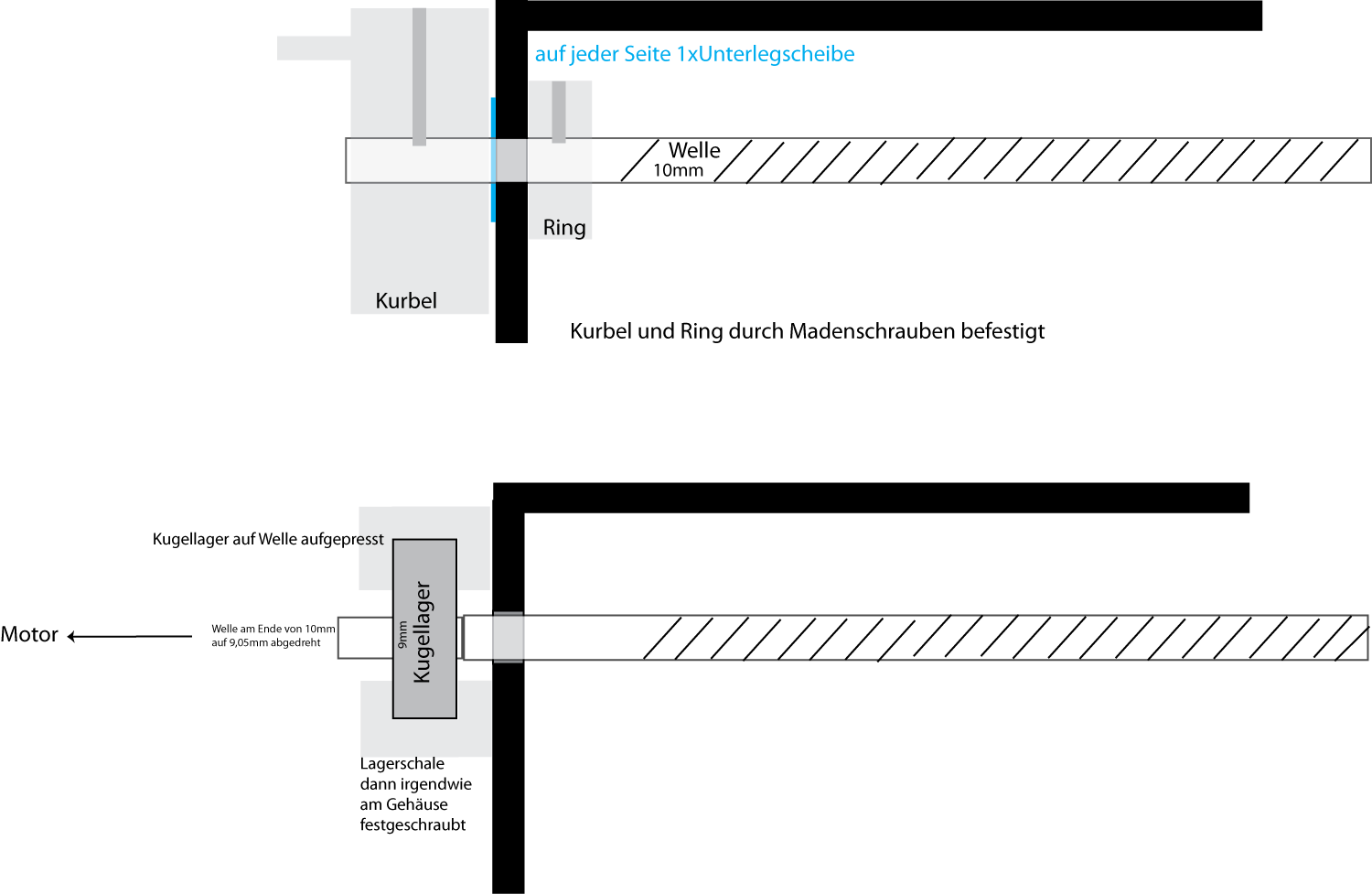
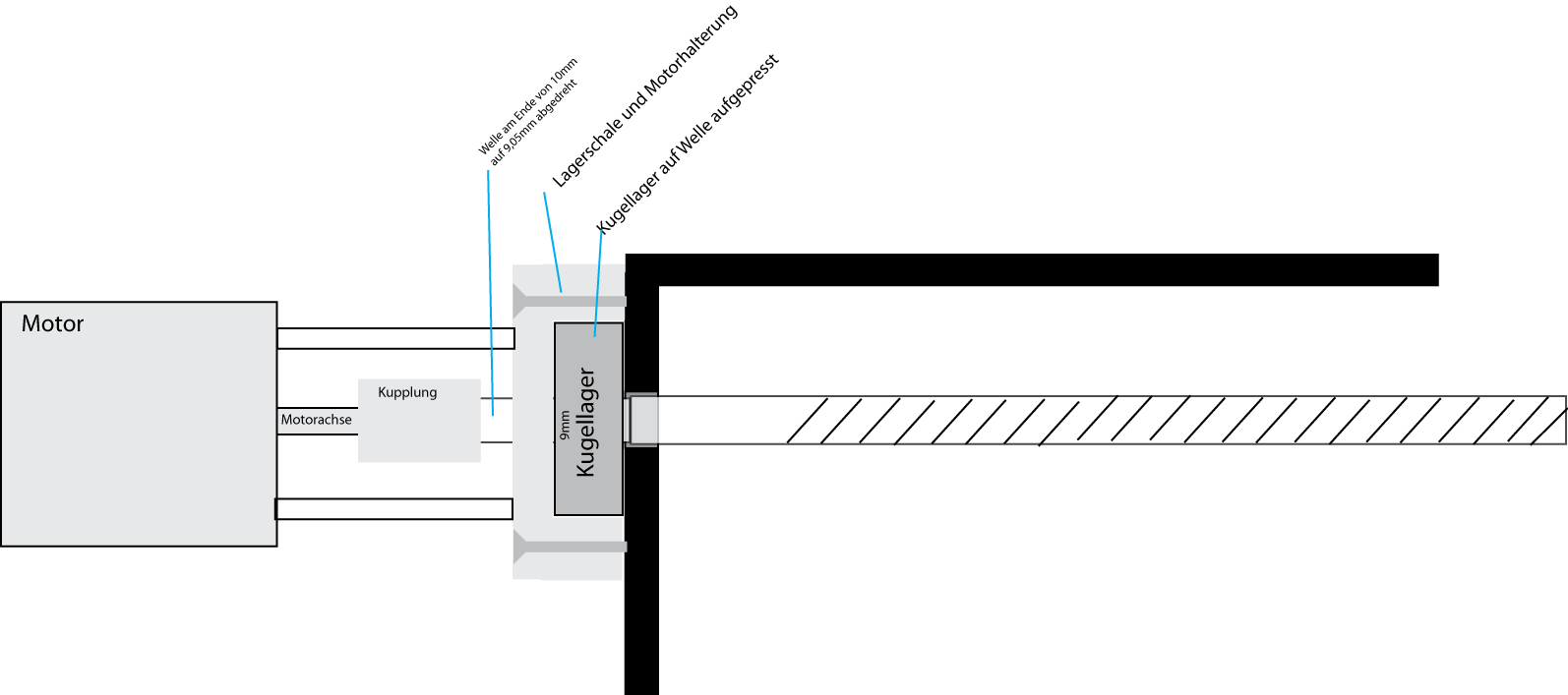
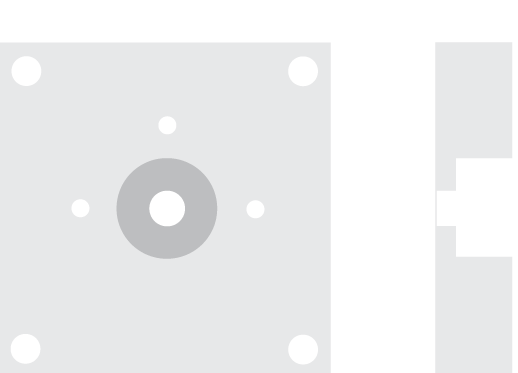
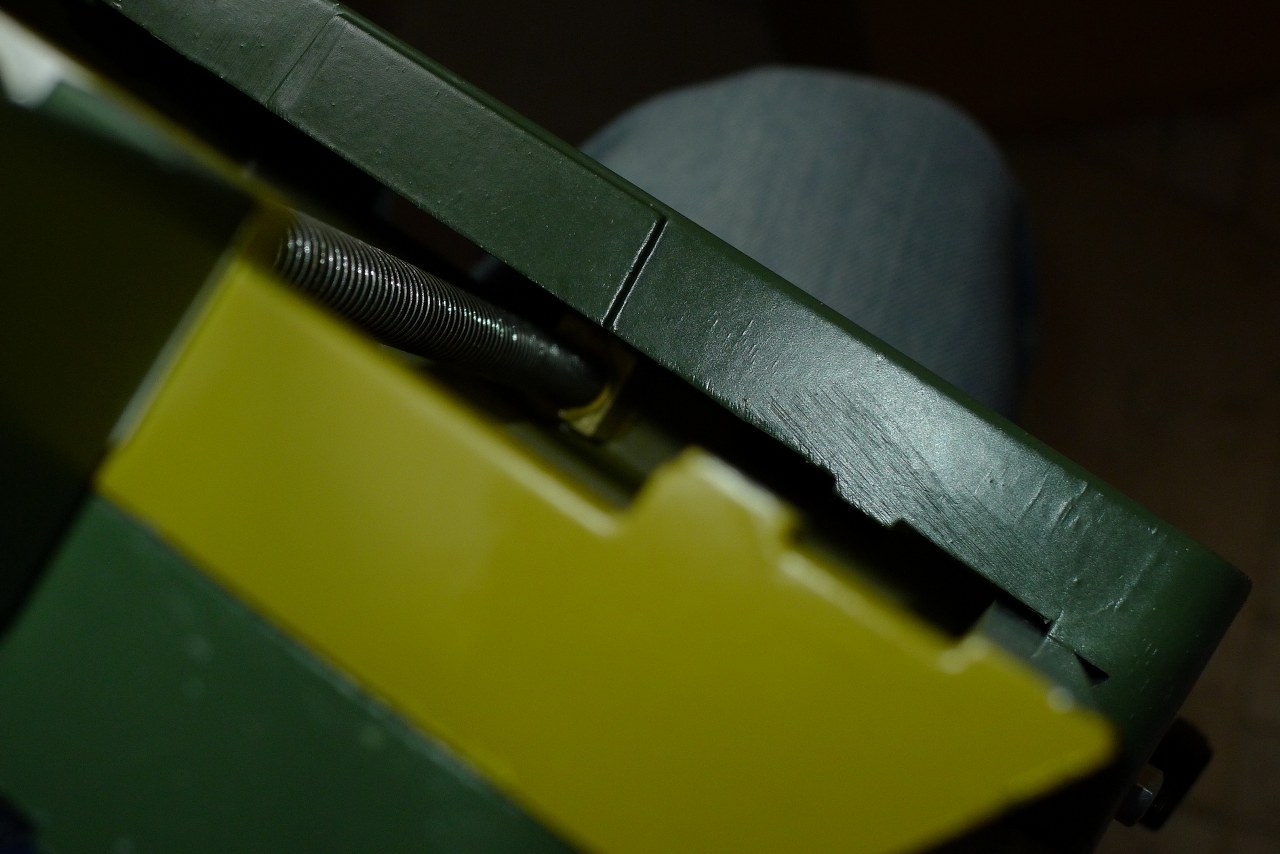
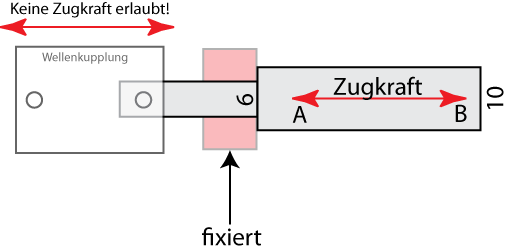
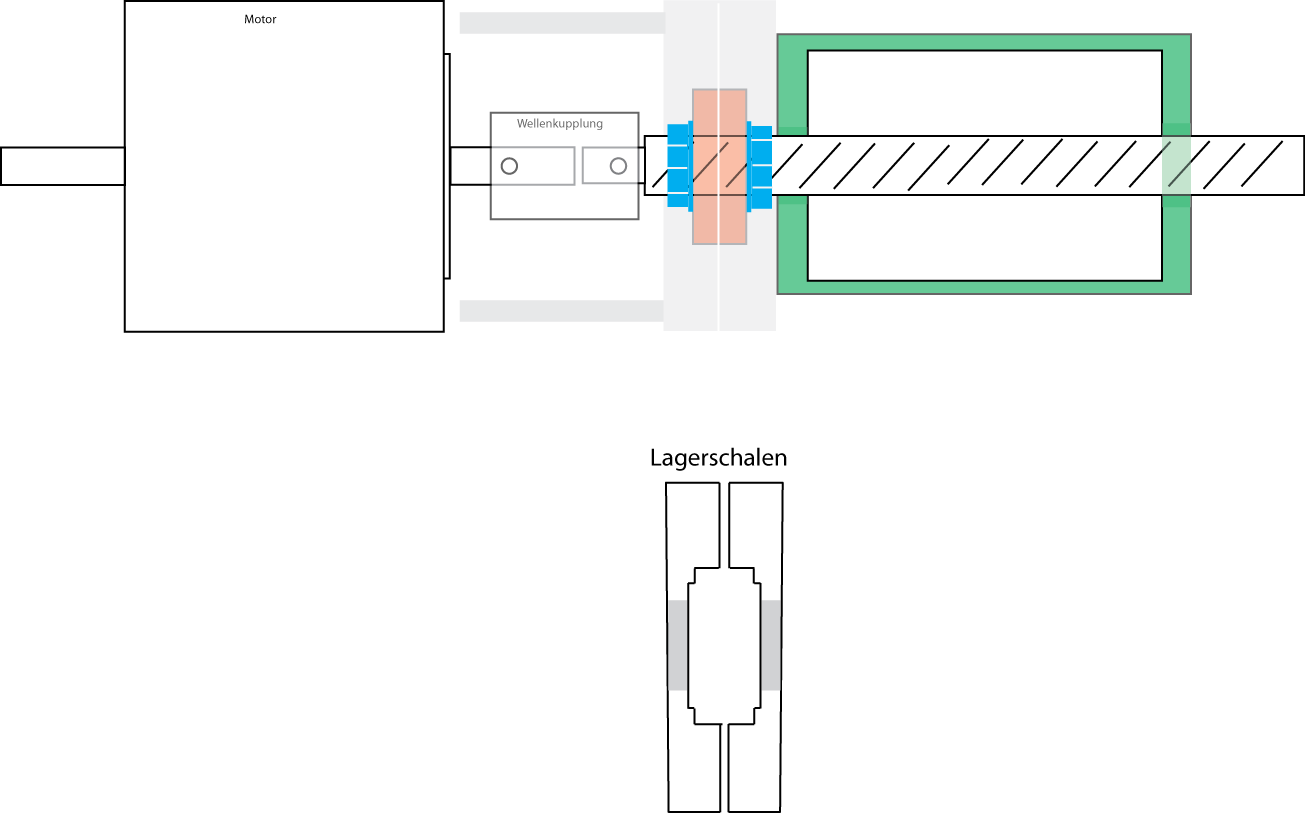
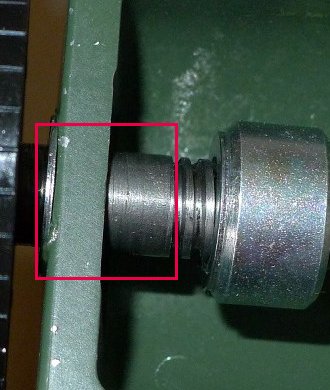
Hallo zusammen, ich möchte mir für kleinere Kunststoffarbeiten und evtl. auch Alu meinen KT150 Kreuztisch von Proxxon CNC fähig machen. Die 150mm Bewegung in X und Y reichen mir aus und dieser Kreuztisch ist stabil genug und mit 150 Euro auch erschwinglich. Ich bin mechanisch nicht sehr erfahren und hätte gerne mal Euren Rat: Z-Achse spielt hier keine Rolle, mir geht es hier erstmal nur um X und Y. Ich könnte nun einfach an die beiden vorhandenen Trapezgewindespindeln Motoren dran bauen, das geht relativ leicht. Mein Problem ist die Lagerung am Anfang, also dort wo jetzt noch die Kurbeln sind. Das gefällt mir einfach nicht. Es gibt dort kein echtes Lager, die Stangen laufen einfach nur in der vorhandenen Gehäusebohrung (siehe Foto1). Die axialen Kräfte werden einmal links durch die Kurbel und rechts durch einen Ring übernommen (beide mit Stift bzw. Madenschraube auf der Achse befestigt) und ziehen/drücken dann entsprechend der Drehrichtung den Kreuztisch (Foto3). Zwischen Kurbel und dem Gehäuse liegt dann noch eine Unterlegscheibe auf dem die Kurbel gleitet, der Ring ist eingefettet und gleitet selber auf der Gehäuseoberfläche (Foto2). Das tut es zwar, aber natürlich nur für eine begrenzte Zeit und nur bei Handbetrieb - bei CNC wird ja dann doch ein wenig mehr bewegt, da reicht das nicht mehr aus. Hier würde ich nun gerne Rillenkugellager aufbringen, denn die können ja sowohl axial als auch radial belastet werden und die Belastungen sind ja hier auch nicht riesig. Mein Problem, ich habe absolut keine Ahnung, was und wie ich das machen könnte. Klar, ich könnte ein Lager aufstecken, nur das bindet ja keine axialen Kräfte - das Lager muss ja fest mit Achse und Gehäuse verbunden werden. 1) Die Idee, die ich hatte (siehe auch die beigefügte ZEICHNUNG - oben vorher, unten meine Idee): Die 10er Welle am Ende auf 9,05 mm abdrehen und ein 9mm Rillenlager aufpressen und dann das Lager mit einem separaten Lagergehäuse (Lager muss natürlich ohne Spiel darin sitzen) befestigen. Ich frage mich nur, ob das Aufpressen reicht? Andererseits, wird bei Getrieben z.B. ja auch so gemacht (Welle auf Zahnrad). Gibt es bessere Lösungen? Vielleicht macht man so etwas ja völlig anders und meine Idee ist völliger Quatsch. Ich bin da schmerzbefreit - ihr könnt da ruhig über mich herziehen - ich weiß ja, dass ich hier keinen Plan habe. 2) Dann: normalerweise ist ja zwischen Schrittmotor und Achse noch eine Wellenkupplung, die die axialen Kräfte abfedert. Ist die dann noch notwendig oder reicht dann eine starre Kupplung? Eigentlich übernimmt doch nun das Rillenkugellager alle Kräfte, dann kann man sich die große federnde Kupplung sparen, oder? Danke für die Hilfe im Voraus!!!! Oli
Angehängte Dateien:
-

Foto1.JPG
200 KB -

Foto2.JPG
230 KB -

Foto3.JPG
220 KB -

Zeichnung.png
21 KB
Die wichtigste Information zu Deinem Vorhaben fehlt: Wie ist Deine Werkstatt ausgestattet? Hast Du Zugriff auf eine Drehbank und kannst damit umgehen?
Die Antwort auf die Frage lautet: Ja Ich habe eine kleine Drehbank und auch eine (manuelle) Fräse.
Oli schrieb: > Die Antwort auf die Frage lautet: Ja Das ist doch ein guter Anfang. Die Wellenkupplung hat weniger Zweck, Axialkräfte abzufangen (dafür hat der Motor normalerweise ausreichend Axialspiel), als radialen Versatz auszugleichen, d.h. ein Verspannen zwischen Motorwelle und (hier) Spindel zu verhindern. Ich würde ein Rillenkugellager (oder ein Doppelschrägkugellager) nutzen und dafür einen würfelförmigen Lagerbock ausdrehen und vorn anschrauben. Dabei würde ich darauf achten, daß der Lagerbock noch ein wenig verstellbar ist, damit die Flucht zwischen Spindelmutter und Lager genau stimmt, ansonsten ist das ein Garant für Verspannung und Verschleiß. Aber warum stellst Du solche Fragen in einem Mikrocontroller-Forum? Es gibt doch genug Zerspaner-Foren (CNCecke, Zerspanungsbude, Plexxart ...).
Angehängte Dateien:
-

Zeichnung2.png
15 KB
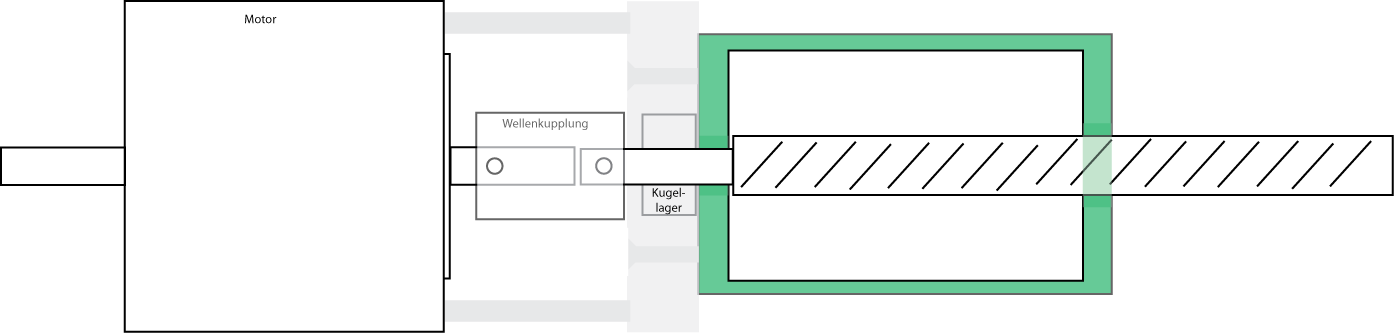
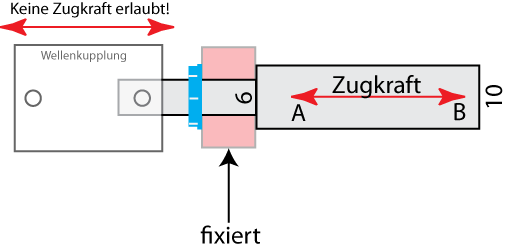
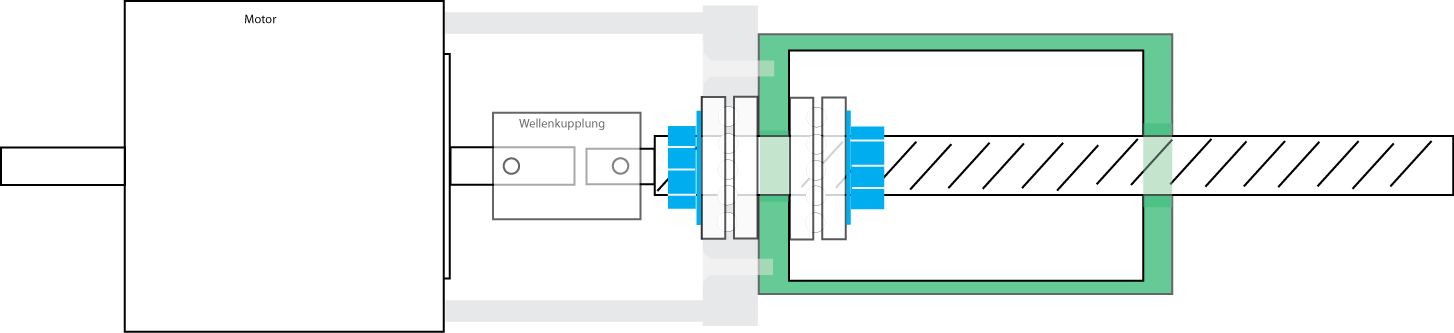
>Ich hab axialkugellager genommen! @ Flip: Ja, aber dann habe ich radial keine Halterung. Rillenkugellager können beides und sind günstig. Noch besser für mich wären natürlich wie von Walter erwähnt Schrägkugellager. Blöd ist nur, dass es außer Rillenkugellager kaum andere Typen für 9mm Achsen gibt - u.U. muss ich auf 8,05 mm abdrehen @Walter: >Aber warum stellst Du solche Fragen in einem Mikrocontroller-Forum? >Es gibt doch genug Zerspaner-Foren.... Ja, aber da müsste ich mich erst anmelden und ich weiß, das auch hier schon mal gerne geholfen wird - deswegen gibt es ja extra einen Unterbereich Mechanik. >Ich würde ein Rillenkugellager (oder ein Doppelschrägkugellager) nutzen >und dafür einen würfelförmigen Lagerbock ausdrehen und vorn anschrauben. Danke! Also so, wie auf dem beigefügten Bild? Dann war meine Idee mit dem Aufpressen des Lagers erstmal gar nicht so schlecht? Puh...
Oli schrieb: > Also so, wie auf dem beigefügten Bild? Ja, genau. Und darauf achten, daß der äußere Lagerring ein Stück weit herausragt, um eine fest eingespannte Lagerung zu erreichen. Wenn Du die vier Abstandshülsen dünn genug machst, kannst Du dir die Wellenkupplung übrigens sparen.
Kannst Du nicht zwischen dem Feststellring und dem Gehäuse ein Axiallager einsetzen und am anderen Ende ggf. auch? Das würde doch das Axialspiel gegen Nullkommanullirgendwas drücken.
Oli schrieb: > Mein Problem ist die > Lagerung am Anfang, also dort wo jetzt noch die Kurbeln sind. Das > gefällt mir einfach nicht. Es gibt dort kein echtes Lager, Wenn du deinen Motor drangeflanscht hast, GIBT es dort ein Lager, nämlich das Motorlager. Nur wenn du den Motor über Zahnriemen daneben setzen willst, brauchst du ein Lager für die Zahnriemenscheibe und denmassiven Zug in Richtung Motor. Interessanter ist die Frage, ob das Lager in hin- und her- Richtung spielfrei und belastbar ist, denn die Trapezgewindespindel drückt und schiebt natürlich, und jedes Spiel wird gleich als Umkehrspiel des Kreuztisches spürbar. Kaufe dir also Motoren, deren Lager auch radial belastbar sind und verbinde die über eine starre Kupplung mit der Trapezspindel. Und weil ein Motor vorne und hinten (Kugel-)lager hat, die Trapezspindel noch durch die Trapezgewindemutter muss, hat man 3 Fixpunkte, ist also überspezifiziert mit der Gefahr des verklemmens. Lagere also den Motor so, daß er zwar nicht nach vorne und hinten, nicht nach oben und unten Spiel hat, aber kippeln kann.
1 | +-----------------+ |
2 | | | |
3 | | O | Bohrung mit Schraube zum Motor |
4 | | | |
5 | | / \ | |
6 | | O ( ) O | Bohrungen mit Schraube zum Hals der Proxxon |
7 | | \ / | |
8 | | | |
9 | | O | Bohrung mit Schraube zum Motor |
10 | | | |
11 | +-----------------+ |
12 | Platte 2cm von Proxxon entfernt und 2cm vom Motor entfernt |
Mein Vorschlag: Für so eine Anwendung nimmt man zwei Axialkugellager und baut die, sofern genug Platz vorhanden ist, in den kleinen Hohlraum (Bild) von dem Tisch ein, oder man baut einen Lagerbock, der die äußeren Abmessungen von diesem Hohlkörper hat. Die paar Zentimeter der Spindel haben da anscheinend sowieso keine Wirkung und kürzt die zweckmäßig wenn die Lagerung wie gewünscht funktioniert. Ansonsten kann man den Hohlkörper auch noch ein wenig ausfräsen, damit größere Lager Platz finden. Abdrehen würde ich die Spindel nicht, weil das den Querschnitt schwächt, auch wenn es eher unwahrscheinlich wäre, dass ein 0,5-3 Nm starker Motor, im Schwerlastbetrieb, diese Welle abscheren würde. Verpresst werden müssen die Lager nicht. Mit zwei gekonterten flachen Muttern kann man das Axiallagerspiel gut einstellen. Muss halt auf das Spindelende nur ein Gewinde geschnitten werden. So ein Lagerbock ist doch keine Thema und schnell gedreht. Da wäre dann auch noch Platz für die Wellenkupplung, die die Kraftübertragung elastischer macht. So bleibt das ganze dann kompakt. Man kann natürlich auch alles außen drauf pappen, aber dann wird das ganze klobig.
Angehängte Dateien:
-

Zeichnung3.png
6,7 KB
Danke für das Feedback soweit. Innen in den Hohlkörper bekomme ich nicht groß was rein, denn der Kreuztisch mitsamt seiner Mutter (die sitzt an der Kante) wandert ja fast bis an den Ring heran. Der Kreuztisch schlägt dann (das ist die Begrenzung) an der Kunststoffkurbel an. Ich mache jetzt mal folgendes für einen ersten Test (siehe Zeichnung3): Damit die beiden Originalachsen nicht beschädigt werden, kaufe ich 2 neue TR10x2 Spindeln und drehe die am Ende auf 7mm ab (notfalls 6mm). Dann presse ich ein zweireihiges Schrägkugellager auf und fixiere das mit der Motormontageplatte (d.h. es wird eine Tasche für das Lager dort rein gedreht). Dann Wellenkupplung -> Nema23 Motor (54mm lang, 1Nm). Ich nehme einen 2-achsigen Motor, dann kann ich hinten noch Kurbeln für die manuelle Betätigung ansetzen. Das sollte auf jeden Fall funktionieren. Zwei Unschönheiten gibt es allerdings: Die 10er Spindelwelle muss auf 6 oder 7mm abgedreht werden (aber die 1Nm sollte sie wohl schaffen - ist ja auch nur ein kleines Stück und die Motorachse selber hat ja auch nur 6,35mm) und das Ganze baut in der Tat nach außen hin mächtig auf - alles wird knapp 10cm länger (bzw 12cm mit der zusätzlichen Achse/Kurbeleinheit hinten am Motor). Zumindest habe ich so schnell eine Lösung und kann auch mal sehen, wie sich der Tisch verhält. Wenn die +10 bis 12cm störend sind, kann ich mir immer noch eine Lösung mit Zahnriemen und danebenliegendem Motor überlegen. Lager und Stangen kann ich dazu dann weiterverwenden. Wenn alles fertig ist, poste ich hier das Ergebnis. Wg. Urlaub und Arbeit wird das aber sicher nichts vor Ende September.
In Deiner Zeichnung bewirkt das Lager in axialer Richtung gar nichts - Du kannst die Spindel frei im Lager verschieben. Die Spindel braucht einen Bund und auf der Gegenseite brauchst Du etwas wie eine Schiebehülse zwischen Lager und Wellenkupplung.
Angehängte Dateien:
-

Zeichnung4.png
2,9 KB
>In Deiner Zeichnung bewirkt das Lager in axialer Richtung gar nichts - Du kannst
die Spindel frei im Lager verschieben.
Mmmh- verstehe ich nicht ganz. Vielleicht ist das ein Missverständnis
wg. der eindimensionalen Zeichnung:
Das Lager wird doch auf die Spindel aufgepresst (da bewegt sich nix mehr
- deswegen ist es ja auch ein zweireihiges Schrägkugellager - das nimmt
die Kräfte in alle Richtungen auf)). Das Lager liegt dann rechts am
Gehäuse (grün) auf und wird nach links von der Lagerhalterung/
Motorplatte gehalten(*) - also so, dass das Lager sich weder nach links
noch nach rechts bewegen kann... und da es auf die Achse aufgepresst
ist, bewegt sich die Achse auch nicht nach rechts oder links.
(*) Siehe neue Zeichnung anbei. Das Lager hat 17mm Durchmesser und ist
9mm dick. Die Motorplatte ist ca. 12mm dick und erhält in der Mitte mit
dem Ausdrehstahl einen runden Ausschnitt für das Lager (17mm
Durchmesser, 9mm tief) - eben genauso, dass das Lager fest in seiner
'Höhle' sitzt).
(Die Bohrungen der Schrauben habe ich im rechten Bild der
Einfachheit/Übersicht halber weggelassen).
Oli schrieb: > Das Lager hat 17mm Durchmesser und ist 9mm dick. So aus Interesse: Welches Doppel-Schrägkugellager hast du da rausgesucht? Für einen ersten Test würden zwei ganz normale Rillenkugellager hintereinander auch ausreichen. Die kosten nur einen Bruchteil eines Doppel-Schrägkugellagers und gibt es an jeder Ecke. > u.U. muss ich auf 8,05 mm abdrehen 50um Übermaß sind vieel zu viel in dieser Größenordnung. Da bekommst du die Lager nie drauf. SKF empfielt für die Welle j5 oder j6 - für j6 ist das 7.998 - 8.007. Hier ist aber die axiale Klemmung nicht berücksichtigt. Mein Vorschlag (ohne Gewähr): n6 -> 8.010 - 8.019 Und wenn man sicher gehen will: http://www.loctite.de/fuegen-von-welle-nabe-verbindungen-37322.htm
Verpressen kannst du vergessen, weil das keine verlässliche Konstruktion nach dem aktuellem Stand der Technik ist. Das muss anders gesichert werden, vor allem wenn so ein Lager auch auf Zug belastet wird. Walter T. schrieb: > Du kannst die Spindel frei im Lager verschieben. Kann er nicht. Auf Schub wird das Lager in den Lagerbock gedrückt (weil Sackloch)und auf Zug rutscht es soweit raus bis die Wellenkupplung auf den Lagerbock schleifen wird und da für Probleme sorgt. Das Lager braucht einen Lagerschild, der durch Schrauben gesichert wird.
Ich habe den gleichen Kreuztisch. Wie du habe ich eine Lagerschale, aber statt einem nahm ich zwei Axiallager: eins in der Lagerschale Aussen, das zweite im Achsgehäuse. Dazu noch den Ring auf der Achsgehäuseseite und die Kurbel auf der anderen Seite zum fixieren. Auf die Stange lässt sich auch ein 10er Gewinde schneiden und statt der Kurbel wird das äussere Lager dann mit zwei dünnen 10er Mutter fixieren. Hält bombig und hat nachstellbares Spiel. Bemerkung 1: Statt der Orginalgewindestangen bestell dir lieber neue mit besseren Muttern wie z.B. http://www.ebay.de/itm/Trapezgewindespindel-Prazision-TR12x2-rechts-100-2000mm-wahlbar-13-m-6600Z-/311333772909?var=&hash=item487cf05e6d Da habe ich meine 10x2er her. Dagegen sind die Orginalspindeln murks. Bemerkung 2: Wenn du die Möglichkeit hast, die Achsialgehäuseseiten zum Lagerblock zu überarbeiten (Aussen und Innen!!), dann mach das. Beide Seiten sind alles andere als Plan. Mein Tisch hatte 0.25mm Spiel, inzwischen knapp 0.02 bis 0.03mm.
Nemesis schrieb: > Auf Schub wird das Lager in den Lagerbock gedrückt > (weil Sackloch)und auf Zug rutscht es soweit raus bis die > Wellenkupplung auf den Lagerbock schleifen wird und da für Probleme > sorgt. Idealerweise ist die Tiefe des Sacklochs im Lagerschild ein klein wenig geringer als die Lagerbreite, wodurch das Lager axial gegen Tisch verspannt ist. Zwischen Lagerinnenring und Wellenkupplung schiebt man noch ein Stück Rohr über die Welle und das Lager sitzt fest - theoretisch jedenfalls. Natürlich ist das im Großen und ganzen eine Murkskonstruktion, aber es handelt sich schliesslich nur um einen 150€ Kreuztisch.
Puh, Danke für den vielen Input. @Thomas Forster: >50um Übermaß sind vieel zu viel War auch nur mal grob geschätzt, im Detail habe ich mich darum noch nicht gekümmert. Aber Danke für die Info. >So aus Interesse: Welches Doppel-Schrägkugellager hast du da rausgesucht? Das Lager hier habe ich rausgesucht (aber noch nicht bestellt): http://www.kugellager-express.de/schraegkugellager-30-6-2rs-6x17x9-mm.html @Sigi: genau die/dort habe ich bestellt. Einmal 210 und einmal 280mm lang. Muttern habe ich jetzt da keine neuen bestellt, da ich davon ausgehe, dass die alten Muttern dafür OK sind. Welche Muttern hattest Du denn da mitgekauft? Kannst Du evtl. mal ein Foto machen, wie das bei Dir innen aussieht? Ist ja ohne Motoren, wenn ich Dich richtig verstehe, oder? @Nemesis: Ich könnte natürlich auch die ganze Arbeit mit dem Lagern sein lassen, aber ich fürchte. die internen Lager des Schrittmotors werden das niemals auf Dauer mitmachen, deswegen dachte ich an das Verpressen des Lagers auf die Achse und entsprechende Befestigung des Lagers. Das Lager kann sich weder nach rechts noch nach links bewegen - und somit auch nicht die Achse. Ich kann mich noch an ein Motorradgetriebe vor vielen Jahren erinnern - da waren auch teilweise Zahnräder auf die Achse gepresst und das war nicht abzubekommen - ich musste das in die Werkstatt bringen, wo man es mit einer professionellen Hydraulikpresse abdrückte. Das neue Zahnrad draufzubekommen war dann einfach: Welle ins Gefrierfach, Zahnrad in den Backofen - aufstecken, warten, fertig.
Oli schrieb: > @Sigi: genau die/dort habe ich bestellt. Einmal 210 und einmal 280mm > lang. > Muttern habe ich jetzt da keine neuen bestellt, da ich davon ausgehe, > dass die alten Muttern dafür OK sind. Welche Muttern hattest Du denn da > mitgekauft? Kannst Du evtl. mal ein Foto machen, wie das bei Dir innen > aussieht? Ist ja ohne Motoren, wenn ich Dich richtig verstehe, oder? Ich hatte mir damals 1m Spindel und 3 Muttern (die zylinderformigen) bestellt. Die Orginalmuttern sind erstens wesentlich schlechter verarbeitet und zweitens sind glaube ich nicht beide Links bzw. beide rechtsdrehend. Die zwei der Muttern kann man per Drehmaschine entsprechend zurechtdrehen und die alten rausschmeissen. Schau mal nach, welche Richtung (Links/Rechts) billiger ist, ist eigl. eh egal. Fotos kann ich leider nicht machen, der Tisch ist auf einer Holzplatte fest montiert und für Aufnahmen im Inneren müsste ich den Tisch erst demontieren.
Oli schrieb: > Ich kann mich noch an ein Motorradgetriebe vor vielen Jahren erinnern - > da waren auch teilweise Zahnräder auf die Achse gepresst und das war > nicht abzubekommen - ich musste das in die Werkstatt bringen, wo man es > mit einer professionellen Hydraulikpresse abdrückte. Das neue Zahnrad > draufzubekommen war dann einfach: Welle ins Gefrierfach, Zahnrad in den > Backofen - aufstecken, warten, fertig. Toller Vergleich. Einerseits wirst du nicht die gleichen Stähle bekommen und andererseits sind Getriebeteile in Motorrädern gehärtet. Ich denke mal, dass übersteigt deine Fähigkeiten, so was herzustellen oder zu bearbeiten. Nimm alternativ eine dickere Platte für den Lagerbock und drehe in das Sackloch eine Nut für einen Sprengring zur Sicherung des Lagers rein, oder nimm zwei halb so dicke Platten, wo du jeweils Sacklöcher mit halber Tiefe wie das Kugellager breit ist, drehst. Dann die beiden Hälften mit dem Lager verschrauben, keine Problem mehr. Das ist Stand der Technik. Wenn das Lager etwas Spiel hat, kann man dünne Scheiben (Durchmesser nahezu Außenmaß des Lagers) vor der Lagermontage ins Sackloch legen, bis es sitzt.
Angehängte Dateien:
-

P1090513_r.JPG
240 KB -

P1090515_r.JPG
150 KB

@Sigi: Sorry, das verstehe ich jetzt nicht ganz (wie schon ganz oben gesagt, bin ich bei Mechanik nicht so erfahren) - ich steh grad voll auf dem Schlauch. Wieso drei Muttern? Im Kreuztisch gibt es doch nur 2 Muttern - für jede Spindel eine (Fotos anbei, beim 2. Bild schwer ganz hinten zu erkennen). Eine in der Mitte für eine Achse, eine am Rand für die andere Achse. Außerdem sind die Muttern rechteckig und (natürlich) festgeschraubt. Wie soll ich denn da eine zylindrische Mutter draufbekommen und wieso mit der Drehbank abdrehen?
Die dritte Mutter ist für den Z-Support. Den sollte man auch nachbearbeiten. Die anderen beiden Muttern (Rund!) mussen natürlich für den Tisch nachbearbeitet werden: Beide sind in einem Rundloch (glaube 10mm) eingelassen und per M4-Schraube fixiert. Du musst also ein 10mm-Rundplateau auf den Zylinder drehen. Mach dir einfach eine Skizze und nimm alle Masse. Dann sollte die Sache eiglich klar werden.
Oli schrieb: > Die 10er Spindelwelle muss auf 6 oder 7mm abgedreht werden Wieso ? Nimm doch ein Kugellager mit 10mm Innendurchmesser. http://www.kugellager-express.de/schraegkugellager-3000-2rs-10x26x12-mm.html Auch Wellenkupplungen gibt es mit 10mm. Da musst du gar nichts ändern.
Oli schrieb: > Außerdem sind die Muttern rechteckig und (natürlich) festgeschraubt. gelagert sagt man dazu. > Wie > soll ich denn da eine zylindrische Mutter draufbekommen und wieso mit > der Drehbank abdrehen? Die Muttern bei Trapezgwindestangen haben gewöhnlich die Form eines runden Zylinders, statt eines Sechskants, so wie bei normalen Gewindestangen. Entweder man fräst die neue Trapezgewindemutter eckig oder man spannt die Mutter quer in ein Vier-Backenfutter ein und dreht einen Zapfen oder eine Planfläche, je nach Wunsch. Dann ist die Bohrung und Gewinde für die Lagerung auch schnell erledigt. Man muss halt schauen, wie die alten Muttern von der Befestigung konstruiert sind. Dann müssten die neuen Muttern genauso einfach wieder montierbar sein, wie die alten.
Angehängte Dateien:
-

Lager1.png
4,8 KB -

Lager2.png
4,9 KB -

Lager3.png
10 KB
>Wieso ? Nimm doch ein Kugellager mit 10mm Innendurchmesser. @Mawin: Ja, aber ich wollte es ja eigentlich aufpressen, das wäre da nicht gegangen. Und bis die TR10 eine glatte Achse ergibt (also Gewinde weggedreht), hätte ich nur noch ca. 7mm gehabt. >Die dritte Mutter ist für den Z-Support. @Sigi: ahh - alles klar - ich hatte die Muttern noch nicht raus, deswegen das Verständnisproblem. Die Z-Achse ist bei mir anders: ich montiere den CNC-Kreuztisch bei Bedarf auf den (dann festgestellten) Kreuztisch einer vorhandenen manuellen Fräse (einer Güde GBF550). Um die Z-Achse kümmere ich mich da separat. Ich hätte natürlich auch bei der großen Fräse direkt die X- und Y-Achse CNC-fähig machen können, aber das ist dort viel mehr Aufwand und mir reichen die 150mm möglicher Verfahrweg beim Proxxon Kreuztisch erstmal. @Nemesis: Danke für den Input. Irgendwie habe ich da Verständnisprobleme. Wie bekomme ich denn die Achse fest mit dem Lager verbunden, wenn nicht durch aufpressen? Es geht doch gerade darum, dass der Schrittmotor keine axialen Kräfte aufnehmen darf. Ich habe gerade mal nachgesehen, üblicherweise sind das max. 7-10N die axial erlaubt sind - das ist beim Fräsen schnell erreicht. Also muss ich dafür sorgen, dass die axialen Kräfte der Achse im Lager bleibe. Dafür muss Achse und Lager mechanisch kraftschlüssig axial verbunden sein. Zum Verständnis anbei ein vereinfachtes Bild (Lager 1). Gegeben sei: Achse erst 6mm, dann 10mm Durchmesser; Lager ist außen fixiert (erstmal egal wie - es ist fest). Auf der rechten Seite der Achse ist das ja kein Problem, die Achse hat ja später einen größeren Durchmesser, der reicht bis zum Lager. Damit ist das Problem in eine Richtung gelöst. Wenn die Achse nach links (Richtung A) drückt, drückt sie gegen das Lager: alles gut. Aber wenn die Achse sich nach rechts (Richtung B) bewegen würde, würde sie im Lager gleiten und an der Wellenkupplung ziehen (die wiederum am Motor zieht), und das gilt es ja zu vermeiden. Ich hatte zwischendurch mal die Idee (Bild Lager2): Ein Gewinde auf dem linken Teil der Achse: aufstecken einer Scheibe und aufdrehen einer Mutter um die Achse fest mit dem Lager zu verbinden. Ich hatte das allerdings verworfen, denn die Achse hat dort ja eh nur 6mm Durchmesser, die Achse wird dann durch das Gewindeschneiden noch dünner. Aber der Einwurf von Mawin kam gerade richtig, denn ich kann ja ohne Abdrehen beidseitig eine 10er Mutter aufschrauben (plus Loctite), so dass das Lager fest zwischen den beiden Muttern fixiert ist (sofern jetzt nicht jemand kommt und sagt: 'Lager auf Gewindestangen ist großer Mist'). An diese Lösung (Bild Lager3) habe ich noch nicht gedacht. Wäre das denn machbar? Zur Erklärung: Lager sitzt in 2-teiliger Lagerschale. Zusammenbau: Rechte Mutter wird aufgeschraubt, Lager wird aufgesteckt. Lagerschale wird geschlossen und zugeschraubt. Linke Mutter wird aufgeschraubt.
Angehängte Dateien:
-

Foto2.jpg
31 KB
Oli schrieb: > Und bis die TR10 eine glatte Achse ergibt (also Gewinde > weggedreht), hätte ich nur noch ca. 7mm gehabt Oli schrieb: > denn ich kann ja ohne > Abdrehen beidseitig eine 10er Mutter aufschrauben (plus Loctite), so > dass das Lager fest zwischen den beiden Muttern fixiert ist (sofern > jetzt nicht jemand kommt und sagt: 'Lager auf Gewindestangen ist großer > Mist'). Verstehe ich nicht, am Ende ist doch gar kein Trapezgewinde mehr
Oli schrieb: > Wie bekomme ich denn die Achse fest mit dem Lager > verbunden, wenn nicht durch aufpressen? Oli schrieb: > Wie bekomme ich denn die Achse fest mit dem Lager > verbunden, wenn nicht durch aufpressen? Durch z.B. einen Sprengring, einer Mutter auf einem Gewinde, oder eine Hülse mit Stiftschraube, die die Welle im Kugellager sichern. Oli schrieb: > (die wiederum am Motor zieht) Kommt auf die Wellenkupplung an. Einige, wenn nicht die meisten, driften dann auseinander, weil die dreigeteilt und nur zusammengesteckt sind. Axiale Zugkräfte werden von Wellenkupplungen nicht weiter geleitet, Schubkräfte schon. Diese Kraftübertragung ist auch nicht deren Aufgabe. Bei Wellenkupplungen liegt das Augenmerk auf die Torsionskräfte (Drehkräfte, Drehmomente). Also baut man das ganze so, dass Zug-und Schubkräfte vom Lager abgeleitet werden.
>Verstehe ich nicht, am Ende ist doch gar kein Trapezgewinde mehr
@Mawin: Bei der vorhandenen originalen Welle nicht, aber ich kaufe ja
neue durchgehende Trapezgewindespindeln....
Angehängte Dateien:
-

Zeichnung5.png
15 KB
beim Einschlafen habe ich noch weiter nachgedacht. "Senke" und auch "Nemesis" und "Sigi" haben ganz oben ja schon '2x Axiallager' erwähnt. Ich habe das immer ausgeblendet, da ich ja vom Abdrehen der Gewindespindel auf 6-7 mm ausging und ein weiteres darauf geschnittenes Gewinde die Achse hätte zu labil werden lassen. Ich mochte kein Gewinde innerhalb des Lagers haben (zu wenig Auflagefläche). Da es aber ja nur axiale Kräfte gibt die aufgefangen werden müssen, ist das eigentlich egal. Wenn ich nun aber eine durchgehende (nicht abgedrehte) Trapezgewindespindel habe, dann könnte ich tatsächlich auf beiden Seiten des Gehäuses ein Axiallager montieren und mit je einer Mutter rechts und links die Achse gegen die Lager drücken und so axial fixieren. Radial treten ja kaum Kräfte auf, das stützen dann die Lager des Schrittmotors ab. Wie Sigi empfohlen hat, werde ich dann u.U. die grüne originale Halterung etwas anfräsen um eine plane Oberfläche für die Lager zu erhalten. Das erspart mir auch den komplizierten zweiteiligen Lagerbock. Zudem sind Axiallager recht günstig. Siehe z.B. hier: http://www.kugellager-express.de/axialkugellager-51100-10x24x9-mm.html Die endgültige Lösung dann aus wie in Bild "Zeichung5". Die hat allerdings noch einen kleinen einen Nachteil: Das Axialkugellager (Außendurchmesser 24mm) schaut dann oben ca. 2mm heraus (20mm Außendurchmesser ist eigentlich das erlaubte Maximum). Da der Kreuztisch für max. Verfahrbarkeit über diesen Bereich des inneren Lagers fährt und nun dort anstoßen würde, werde ich dann wohl auf der Unterseite des Kreuztischs an einer Stelle 2mm wegfräsen müssen. Da ist aber genug Material vorhanden und das somit kein Problem. Die Lösung gefällt mir bis jetzt am besten. Beim nochmaligen Lesen Eurer Beiträge nehme ich an, dass es in etwa dem entspricht, was Ihr auch vorschlagt. Danke für die Hilfe an alle!
Dann muß die Spindel allerdings kurz genug sein, um von hinten ins Gehäuse eingeführt werden zu können - ansonsten kriegt man das niemals montiert. Oder die Spindelmutter muß nach unten demontierbar sein.
:
Bearbeitet durch User
>Dann muß die Spindel allerdings kurz genug sein, um von hinten ins >Gehäuse eingeführt werden zu können - ansonsten kriegt man das niemals >montiert. a) kann ich die Spindel von vorne einstecken und dann Lager und Mutter über die Länge nach vorne durchdrehen oder b) Den Kreuztisch demontieren - muss ich ja eh, wenn ich an die TR Muttern im Innern will, dann kann ich die Spindeln auch von hinten einstecken. Das bringt mich auch direkt zu meiner Frage bzgl. dieser Muttern (im Innern des Kreuztisches): Die Stangen sind aus Stahl C35. Die günstigeren Muttern sind auch aus Stahl 11SMnPb30. Ich habe mal gelernt gleiche Materialien sollten nicht aufeinander reiben, da sonst evtl. Fraß. Wäre das 11SMnPb30 tolerabel (wg. des Bleigehalts schön weich und schmierend) oder besser Rotgußmuttern RG7 nehmen?
Oli schrieb: > oder besser Rotgußmuttern RG7 nehmen? Rotguß ist oft eine exzellente Wahl bei Gleitlagern und Gewindebuchse. Nur: wieviel Geld willst Du in diesen Kreuztisch stecken?
Oli schrieb: > Bei der vorhandenen originalen Welle nicht, aber ich kaufe ja > neue durchgehende Trapezgewindespindeln.... Warum kaufst du neue, wenn die alten besser geeignet waren ? Oli schrieb: > dann könnte ich tatsächlich auf beiden Seiten > des Gehäuses ein Axiallager montieren und mit je einer Mutter rechts und > links die Achse gegen die Lager drücken und so axial fixieren. Nein. Erstens taugen die Lager gegen Querbewegung so wenig, wie die Motorlager gegen Längsbewegung (oder man muss eben spezielle nehmen, so wie du sie mit den Schrägkugellagern gefunden hast), zweitens hält eine Mutter auf dem Trapezgewinde ja eben gerade NICHT, das ist ja der Sinn des Trapezgewindes statt einer Gewindestange, daß es nicht selbsthemmend ist. Meiner Meinung nach hast du dir mit dem Kauf von neuen Gewindespindeln die Arbeit künstlich schwer gemacht, noch einfacher wäre sie mit längsbelastbaren Motoren gewesen. Nun musst du abdrehen (lassen) was bei bereits gehärteten Gewindespindeln entsprechend aufwändig ist, und ich würde auch ein Gewinde draufschneiden lassen, das ist bei M6 immer noch ausreichend, wenn man dann das Gewinde auf 5mm runterdreht um die Motorkupplung auf die dortige Welle zu schrauben ist das immer noch ausreichend, bei 6.35mm Wellen halt unschön. Achte darauf, daß dein Lager knapp an einem Endpunkt der Gewindespindel, wo also die Trapezgewindemutter ganz in der Nähe ist wenn man den Tisch an diesen Anschlag verschiebt, dazu führt, daß das andere Ende der Gewindespindel, das kein Lager hat sondern frei in der Luft hängt, wegen kleiner Unwucht beim Drehen gross in der Gegend rumschlägt, womöglich bis an das Gehäuse, vor allem wenn der Schrittmotor SHCNELL dreht.
Oli schrieb: > da sonst evtl. Fraß. Ein Gedanke, der eigentlich überfällig ist. Für den Umbau zu einer CNC ist der Proxon-Kreuztisch kaum geeignet. Ich hab das selbe mal vor längerer Zeit mit einem Wabeco-Kreuztisch versucht. Natürlich kann man es versuchen, aber die Erfolgsaussichten dürften gering sein. Trapezspindeln sind für diese Anwendung kaum sinnvoll. Problem: Umkehrspiel, dass durch Verschleiß sogar noch zu nimmt. Man könnte dies minimieren, wenn die Spindelmuttern einstellbar wären, aber das ist noch viel aufwendiger als der Einbau von Lagern. Auch die Schwalbenschwanzführung wird der Belastung nicht lange standhalten und da ist das Spiel auch nicht gerade ein Freund. Kugelumlaufspindeln und Linearführungen sind heute Stand der Technik.
MaWin schrieb: > Nun musst du abdrehen (lassen) was bei bereits gehärteten > Gewindespindeln entsprechend aufwändig ist, Normale Trapezgewindespindeln sind gewöhnlich ungehärtet. Bei Kugelumlaufspindeln sieht das natürlich anders aus. MaWin schrieb: > daß es nicht selbsthemmend ist. Das Trapezgewindelspindeln zu den selbsthemmenden Gewinden gehören sollen, wäre mir neu. Eine einfache Methode das zu prüfen, wäre eine Mutter auf ein Trapezgewinde zu montieren und senkrecht zu halten. Gleitet die Mutter allein durch die Schwerkraft nach unten, ist das Konzept nicht selbsthemmend. Bleibt die Mutter dagegen haften, ist sie selbsthemmend. Irrtum vorbehalten.
Angehängte Dateien:
-

IMG_5254.JPG
53 KB

Nemesis schrieb: > Für den Umbau zu einer CNC ist der Proxon-Kreuztisch kaum geeignet. Na ja, kommt auf die Anwendung an. Wer Leiterplatten isolationsfräsen will, und hunderte macht, hat bei Schwalbenschwanz und Trapezgewinde ein Problem mit dem Verschleiss, für den täten es die labberigen Linearführungen besser. Viel Bewegung bringt auch 2 1/2d aus dem vollen Fräsen https://www.youtube.com/watch?v=7SnzLJo8muo Wer aber CNC nutzt, um sich Sonderwerkzeuge sparen zu können, beispielsweise den Rundtisch und trotzdem runde Nuten fräsen will, wie ich gestern, der ist mit CNC gut bedient, denn per Hand so exakt kurbeln ist nicht drin. Und schon beim einfachen planfräsen sparen die Wizards von Mach3 endlose Kurbelei. Mehr als per Hand bewegt sich die Maschine dabei aber auch nicht (im Gegenteil, ggf. effizienter), dafür stimmen Vorschübe und Schnittdaten und genauer wird es auch noch. Frontplattenausschnitte sind also per CNC kostensparend, man braucht nicht pro Durchmesser einen Bohrer oder für jede nicht-runde Forme jeweils ein Stanzwerkzeug. Nachstellbar sollten Trapezgeiwindespindeln aber schon sein, sonst ist das Pfusch.
Verzeiht bitte die schamlose Werbung, alledings hat sie hier Relevanz: www.ebay.de/itm/331635146716 In meinem ebay Angebot ist zu sehen wie ich den Kreuztisch Motorisiert habe. Wie oben angedacht, habe ich für die vorhandenen Spindeln ein Festlager aufgebaut. Das RiKuLA ist in eine Lagerschale eingepresst und auf der Welle mit einer selbstsichernden Mutter fixiert. Am überstehenden Wellenende setzt die Kupplung an. Die Axialkräfte werden auf Dauer das Lager zerstören, dann wird es bei Bedarf eben getauscht. Der Aufbau ist nicht Spielfrei, aber das ist der Rest der Maschine auch nicht und das wird in Mach3 mit der Umkehrspielkorrektur in software ganz passabel.
>> Bei der vorhandenen originalen Welle nicht, aber ich kaufe ja >> neue durchgehende Trapezgewindespindeln.... >Warum kaufst du neue, wenn die alten besser geeignet waren? Die originalen Spindeln sind nicht so dolle. Deswegen kommen bessere rein. So kann ich das mit den Lagern in Ruhe ausprobieren, ohne mir die originalen Spindeln zu ruinieren. Sollte ich mit den gekauften Mist bauen bzw. das alles nicht so funktionieren wie geplant, dann kaufe ich eben neue. Ich probiere dass jetzt mal mit den axialen Lagern aus (4 Stück kosten 6,60€ inkl. Versand) wie in der letzten Zeichnung (Zeichnung 5) gezeigt. Die radiale Fixierung geschieht ja links durch Motor und rechts durch die Spindelmutter im Kreuztisch. Wir reden ja hier nur von insg. max. 30 cm Länge der Trapezgewindespindel zwischen diesen beiden 'Lagerpunkten' - das sollte ausreichen.... und wenn nicht, kann ich immer noch das zweireihige Schrägkugellager nachrüsten. Evtl. spare ich mir die linke Mutter und drücke die Wellenkupplung bis direkt an das Lager ran. Ich lasse die Gewindespindel sicherheitshalber erstmal ein wenig länger, dann halte ich mir alle Optionen offen und kann jederzeit umdisponieren. Dass die Muttern auf der TR-Spindel nicht direkt halten ist mir klar. Deswegen habe ich oben auch bereits explizit Loctite erwähnt. Notfalls bekommt die Mutter noch eine oder zwei Madenschrauben zum Festklemmen in die Seite geschraubt - da wird sich eine Lösung finden. Dass der Proxxon Kreuztisch nicht das Gelbe vom Ei ist, ist mir klar. Ich will ja auch keine Kurbelwellen aus dem Vollen fräsen. Es ist für mich eigentlich erstmal ein Test. So kann ich meine große manuelle Fräse lassen wie sie ist und stelle mir bei Bedarf einfach den X/Y CNC-Kreuztisch drauf. Für Gehäuseausschnitte, Frontplatten und kleinere Bauteile reicht es sicher aus. Wenn ich dann später möchte, kann ich jederzeit den großen Kreuztisch der Fräse auf CNC umbauen - die diversen benötigten Anbauteile kann ich ja dann mit dem kleinen CNC-Kreuztisch fertigen. Das teure Material (Elektronik, Motoren) kann ich weiterbenutzen und den (dann überflüssigen) Proxxon Kreuztisch bei Ebay verkaufen - die jetzt getätigten Investitionen sind somit nicht verloren. Wie schon versproche - ich poste dann hier das Ergebnis.... aber erst in ca. 4 Wochen.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.