Hallo zusammen, Vorab, ich weis nicht genau ob ihr mir helfen könnt bzw. ob ich hier richtig bin. Ich mache gerade eine Lehre als Mikromechaniker (Feinmechaniker). Ich soll im Schulfach Fertigungstechnik eine Arbeit darüber schreiben wie ich mich selbständig machen könnte mit einer GmbH mit einem Kapital von 100'000 (für Werkstatt usw.). Ich dachte an eine kleine Werkstatt mit 3-4 cnc's die man Occasion so für 15'000/Stück kaufen kann. Dazu noch eine Basische konventionelle Werkstatt. Das alles für Kunden im Bereich von Uhrenindustrie und spezialanfertigungen. Währe dass realistisch? Habt ihr andere Ideen? PS: sorry für meine teils komischen Sätze Es geht bei der Aufgabe vor allem um die Werkstatt Bitte nur konstruktive Kritik
Vielleicht habe ich mich undeutlich ausgedrückt darum hier noch mal die Aufgabenstellung: Ihr sollt eine Mechanik Firma mit allen nötigen Maschinen und einem Business Plan planen. Startkapital 100000 chf (ja ich bin Schweizer).
Erst mal musst du den Meister machen, mit einkalkulieren. Realistisch wÄre, erst mal zu sehen, ob man Räumlichkeiten für so ein Vorhaben finden kann. Muss man erst dafür bauen, sind die 100k nur ein Tropfen auf den heißen Stein. Hat man das Problem geklärt, fängt man mit einer Maschine an und verdient damit erst mal Geld. Wenn man dann abschätzen kann, ob sich Investitionen lohnen, kann man weiter planen. Diese schulischen Planspiele sind nichts wert, rein theoretisch und daher kaum praxistauglich.
Hmm. Das gibt es jede Menge Konkurrenz. Warum dagegen anstinken? Spannender wäre bestimmt, Geschäftsfelder im Prototypenbau zu erkunden. Da wird es mit 100 000,- CHF aber wohl nichts. ( Feinlasern, Laserschweißen, Metalldrucken usw. ) Grüße Bernd
metallfunk schrieb: > Hmm. > > Das gibt es jede Menge Konkurrenz. > Warum dagegen anstinken? > > Spannender wäre bestimmt, Geschäftsfelder im Prototypenbau > zu erkunden. Genial Du musst wissen, dass ich Mikromechaniker Option Prototypen bin (oder werden will)
Lehrling18 schrieb: > Es geht bei der Aufgabe vor allem um die Werkstatt Die Frage ist, was man machen soll. Wir leben in einer Welt der Arbeitsteilung, eine billige CNC hat fast jeder und er wird dich unterbieten oder zumindest hat der schon seine Kunden. Bloss "das übliche was alle können" bringt keine gut zahlenden Kunden. Aber das Alleinstellungsmerkmal das sonst keiner kann, bringt wertvolle Kunden. Um dieses Alleinstellungsmerkmal muss man sich kümmern, also beispielsweise eine micrometergenaue Drehbank (oder Lasersintern-3d-Druck oder Fräsen von Keramik oder was weiss ich was du gelernt hast). Diese Maschine ist dann die Hauptanschaffung (oder gar Selbstbau weil es das nicht fertig gibt), ansonsten sollte man nur anschaffen, was man dazu unbedingt braucht (z.B. Maschine um Fräser nachzuschleifen oder Laserlängenmesswerkzeug oder was auch immer). Dann ist Industrie 4.0 immer attraktiver, d.h. Einzelstücke nach Kunden-CAD-Zeichnung effektiv fertigen zu können. Die üblichen Firmen beschränken sich darauf, was deren Maschine kann. Z.B. Frontplatten fräsen. Die fräsen dann auch nur ebene Aluplatten und erzielen ihre Einnahmen durch günstige Preise der Massenfertigung (hohe Ausnutzung des Nutzens) und minimalen Overhead (Verpackung, Rechnung schreiben, kein Einrichten der Maschine). Die können dann nicht abkanten und nicht laserschneiden weil sie die Maschinen nicht haben. Also auch eine klare Spezialisierung mit einem Arbeitsumfang den die Maschine klar vorgibt. Machen auch Leiterplattenhersteller so oder Lasercutdienste oder sonstwas. Ich weiss nicht, was heute bei Uhren wichtig ist, mir kommt der ganze Kram altertümlich vor und die Erzielung möglichst hoher Preise durch 90% Werbeausgaben. Ausser natürlich man baut rei programmierbare eInk-Paper Armreifen mit thermoelektrischer Stromversorgung durch die Körperwärme der auch zu optischen Authentifizierung per QR-Code und Geburtstagsklingelalarm nutzen kann. Als Maschinen braucht man dazu aber nichts was die klassische Uhrenindustrie benötigt.
Vielen Dank für deine Anregungen! Michael B. schrieb: > Diese Maschine ist dann die Hauptanschaffung (oder gar Selbstbau weil es > das nicht fertig gibt), ansonsten sollte man nur anschaffen, was man > dazu unbedingt braucht (z.B. Maschine um Fräser nachzuschleifen oder > Laserlängenmesswerkzeug oder was auch immer). > > Dann ist Industrie 4.0 immer attraktiver, d.h. Einzelstücke nach > Kunden-CAD-Zeichnung effektiv fertigen zu können. Die üblichen Firmen > beschränken sich darauf, was deren Maschine kann. Z.B. Frontplatten > fräsen. Die fräsen dann auch nur ebene Aluplatten und erzielen ihre > Einnahmen durch günstige Preise der Massenfertigung (hohe Ausnutzung des > Nutzens) und minimalen Overhead (Verpackung, Rechnung schreiben, kein > Einrichten der Maschine). Ich werde in diese Richtung gehen. Die Idee vom Keramik fräsen ist einfach genial. Ich habe mich in diese Richtung erkundigt.
Nun, das wichtigste ist der Businessplan. Wenn du mehr als die 100.000 brauchst, kein Problem. Wenn du entsprechenden Absatz erwartest, kannst du dir in den Businessplan dann eben auch eine Kreditsumme von 1er Mio einplanen. Die muß sich halt über die Zeit rechnen. Dann sind die 100.000 eben nur das Eigenkapital. Und schon bist du bei dem 4ten Beitrag hier angekommen.
Auch nocht vergessen: Maschinen müssen laufen, d.h. bei mehr als einer (eigentlich schon bei einer) kommt Personal dazu.
CNC-Fräsen & -Drehen ist Feld-Wald-Wiesen, da findet sich immer jemand der einen kurzfristigen Auftrag im Rahmen handelsüblicher Präzision (>0,01mm) annimmt. Draht- & Senkerodieren machen auch zu viele, ebenfalls kein herausragendes Merkmal. Spannend wird's sobald diese Toleranz unterschritten werden soll, dann ist handwerkliches Geschick beim Schleifen (Rund- & Koordinatenschleifen) gefragt.
Lehrling18 schrieb: > Die Idee vom Keramik fräsen ist einfach genial. ...aber nicht so einfach, wie sie aussieht. Keramik ist ein fieses Zeug, das bei spanender Bearbeitung schnell bricht, aber vor allem werden das Werkzeug und die Maschine durch die "Späne" extrem belastet. Im Prinzip muß man nach jedem Schnitt das Werkzeug nachschleifen, und die "Späne" bilden mit dem Öl der Maschinenschmierung eine prima Polierpaste, die den Maschinenführungen sehr stark zusetzt. Eine CNC-Bearbeitung mit ist nicht unmöglich, aber ziemlich heikel: wenn die Schneidkräfte zu groß werden, etwa weil das Werkzeug verschlissen ist, zerbröselt das Werkstück. Vor dem Brennen ist Keramik nämlich ziemlich empfindlich, die wird schließlich nur gepreßt und hat dann eine Konsistenz, die ein wenig an die Tafelkreide in der Schule erinnert. Obendrein sollte das Werkzeug für die Bearbeitung von Keramik richtig scharf sein, damit die Schneidkraft nicht zu groß wird. Deswegen kann man meistens auch nicht mit üblichen Wendeschneidplatten arbeiten, denn bei denen ist die Schneidkante leicht gefast oder abgerundet, um hohe Spitzenbelastungen und ein Ausbrechen der Schneide in zähharten Werkstoffen zu verhindern. Außerdem ist der Schwund beim Brennen zu berücksichtigen, der auch bei sehr aufwändiger Vorberechnung niemals vollkommen gleichmäßig ist. Wo eine hohe Fertigungspräzision notwendig ist, muß das Werkstück daher nach dem Brennen auf Maß geschliffen werden. Die dazu notwendigen Diamantwerkzeuge sind auch nicht gerade billig und verschleißen an dem harten Werkstoff sehr schnell.
Daniel Korb schrieb: > Spannend wird's sobald diese Toleranz unterschritten werden soll, dann > ist handwerkliches Geschick beim Schleifen (Rund- & > Koordinatenschleifen) gefragt. Genau diese Präzision ist das Spezialgebiet eines Mikromechanikers! Ich habe zum Beispiel letzte Woche ein paar Teile geschliffen mit einer rechtwinkligkeit von 0.0005mm über einer Länge von 50mm. Vielen Dank für eure Hilfe
0,5um? Interessant. Erzähl mal was über die Meßmittel.
Daniel Korb schrieb: > 0,5um? Interessant. Erzähl mal was über die Meßmittel. Eine Tesa 3D Tast Maschine
Sheeva P. schrieb: > ...aber nicht so einfach, wie sie aussieht. Keramik ist ein fieses Zeug, > das bei spanender Bearbeitung schnell bricht, aber vor allem werden das > Werkzeug und die Maschine durch die "Späne" extrem belastet. Gibt mittlerweile brauchbare Fräskeramikwerkstoffe die sich mit HSS oder besser HM spanend bearbeiten lassen. Damit lassen sich einige Einsatzzwecke abdecken wo Sinterkeramik zu lange dauert.
Sheeva P. schrieb: >> Die Idee vom Keramik fräsen ist einfach genial. > > ...aber nicht so einfach, wie sie aussieht. Eigentlich doch, und billig. Dort, wo man es beherrscht, beispielsweise bei Keramikinlays, Keramikkronen, Keramikimplantatzähnen. Ein Zirkonkeramikrohling kostet aus China 18 EUR, und er wird vollautomatisch mit einem Maschine klein wie ein 3D Drucker nach einem 3D Modell gefräst, das mit einer 3D Kamera erstellt wurde. Die Fertigung ist in 15 Minuten erledigt und die Kosten müssten unter 50 EUR liegen. Trotzdem sind Zahnärzte in der Lage, so was für 1000 EUR an den Mann zu bringen. Auch VHM Bohrer/Fräser sind eine Keramik und wird auf Mikrometer genau mit Diamantwerkzeugen in einer genau passenden Maschine in Massenproduktion gefräst. Mit Macor kann ich gar mit meiner Drehe/Fräse Keramikkrams herstellen. Es ist kein high tech, es stellt such halt die Frage nach der Anwendung im Uhrenbau.
Angehängte Dateien:
-

008__540x640_.jpg
190 KB
Lehrling18 schrieb im Beitrag #440053
> Vielen Dank für eure Hilfe
Kein Problem:)
Da kommt hinzu, das deine Probleme uns manchmal am Rande
tangieren. Wir können halt mal fast ahnungsfrei unseren Senf
dazugeben.
Mikromechanik ist ein spannendes Thema. Betriebe die in
tausender Stückzahlen loslegen, gibt es massig.
Aber wer macht 3 Stück?
Beispiel: Siehe Bild.
Grüße Bernd
Lehrling18 schrieb: > Eine Tesa 3D Tast Maschine Sei mir nicht böse, aber ich hoffe, dass du bis zum Ausbildungsende noch den Unterschied zwischen Auflösung und Genauigkeit lernst. Das Ding hat eine Genauigkeit von ein paar um, vorausgesetzt alle Rahmenparameter wurden eingehalten. In dem Bereich reicht der Furz nach dem Mittagessen um dir das Meßergebnis zu verfälschen. Es ist zwar nur ein Businessplan, aber es gibt genügend Kunden die auf den ersten Blick beim Betreten der Fertigung erkennen, ob der Lieferant überhaupt das kann, was er gerne verkaufen möchte.
Daniel Korb schrieb: > Lehrling18 schrieb: > Eine Tesa 3D Tast Maschine > > Sei mir nicht böse, aber ich hoffe, dass du bis zum Ausbildungsende noch > den Unterschied zwischen Auflösung und Genauigkeit lernst. Ich habe mich so wie es aussieht ungenau ausgedrückt: Diese teasa Tast Maschine hat eine Auflösung von 0.5 Tausendstel Ich habe meine geschliffen Teile damit gemessen. Diese Teile hatten eine Toleranz von 5 Tausendstel. Das mess-Ergebnis von meinen Teilen (ich habe die Messung unter Aufsicht von einem Spezialisten zweimal wiederholt) war 0,0000. Das heißt ich war genauer als die Auflösung der Maschine
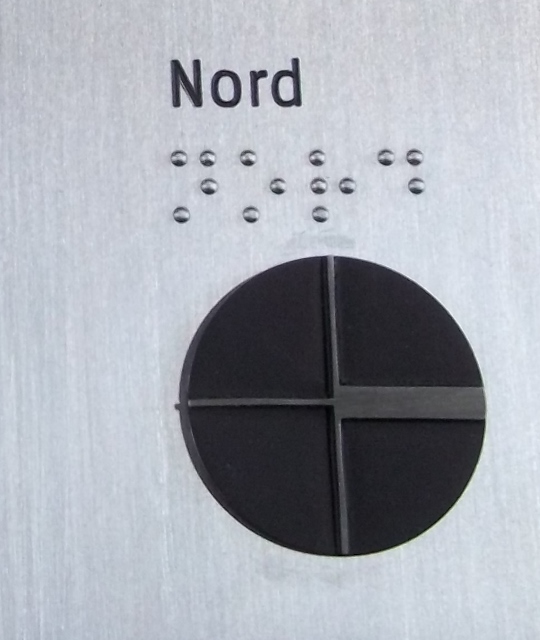
Daniel Korb schrieb: > metallfunk schrieb: >> Aber wer macht 3 Stück? > > Werkstoff? Maße? 1.4571, 2 Lagen 0,6 mm umlaufend lasergeschweißt. Durchmesser 19 mm, Stegbreite 0,6 mm. Befestigungsbolzen M 4. Ist erledigt, war aber nicht so einfach, eine fähige Firma zu finden. Grüße Bernd
Lehrling18 schrieb: > Daniel Korb schrieb: >> Lehrling18 schrieb: >> Eine Tesa 3D Tast Maschine >> >> Sei mir nicht böse, aber ich hoffe, dass du bis zum Ausbildungsende noch >> den Unterschied zwischen Auflösung und Genauigkeit lernst. > > Ich habe mich so wie es aussieht ungenau ausgedrückt: > Diese teasa Tast Maschine hat eine Auflösung von 0.5 Tausendstel > Ich habe meine geschliffen Teile damit gemessen. > Diese Teile hatten eine Toleranz von 5 Tausendstel. > Das mess-Ergebnis von meinen Teilen (ich habe die Messung unter Aufsicht > von einem Spezialisten zweimal wiederholt) war 0,0000. > Das heißt ich war genauer als die Auflösung der Maschine Dann gebe ich dir einen Tipp. Versuche alles, um bei einer Uni als Mikromechaniker unter- zukommen. Grüße Bernd
Daniel Korb schrieb: > Sei mir nicht böse, aber ich hoffe, dass du bis zum Ausbildungsende noch > den Unterschied zwischen Auflösung und Genauigkeit lernst. Erst wenn du lernst, daß für die Bestimmung der Rechtwinkeligkeit nicht die absolute Genauigkeit, sondern bloss die Auflösung eventueller Abweichungen relevant ist, und wenn das Messgerät eine Auflösung von 0.0005 hat, und auf dem 50cm langen Stück über die ganze Länge denselben Messwert anzeigt, dann ist die Rechtwinkeligkeit zumindest 5um, und nichts anderes hat er behauptet.
Bernd F. schrieb: > 1.4571, 2 Lagen 0,6 mm umlaufend lasergeschweißt. > Durchmesser 19 mm, Stegbreite 0,6 mm. > Befestigungsbolzen M 4. Ich seh' jetzt, um ehrlich zu sein, überhaupt nicht das Problem bei diesem Teil auf dem Photo (es geht wohl um den runden Knopf mit den 4 unterschiedlichen Stegen). Scharfe Innenecken sind immer ein Problem, würde man aber nach dem Fräsen hier mit einem Stechmeissel entfernen können (oder bei 1mm Radius auch so lassen können denke ich mir). Aber wahrscheinlich sehe ich nur das Problem auf dem Photo nicht.
Michael B. schrieb: > Erst wenn du lernst, daß für die Bestimmung der Rechtwinkeligkeit nicht > die absolute Genauigkeit, sondern bloss die Auflösung eventueller > Abweichungen relevant ist, und wenn das Messgerät eine Auflösung von > 0.0005 hat, und auf dem 50cm langen Stück über die ganze Länge denselben > Messwert anzeigt, dann ist die Rechtwinkeligkeit zumindest 5um, und > nichts anderes hat er behauptet. Ursprünglich wurden 0,0005mm Genauigkeit genannt ;)
Daniel Korb schrieb: > Ursprünglich wurden 0,0005mm Genauigkeit genannt ;) kannst Du mir die Stelle zeigen wo das behauptet wurde? Ich finde sie nämlich nicht.
Loddaar schrieb: > Daniel Korb schrieb: >> Ursprünglich wurden 0,0005mm Genauigkeit genannt ;) > > kannst Du mir die Stelle zeigen wo das behauptet wurde? > Ich finde sie nämlich nicht. Dann suche nochmals und wenn das nicht hilft, halte bei 20:38 die Augen offen
Daniel Korb schrieb: > Dann suche nochmals und wenn das nicht hilft, halte bei 20:38 die Augen > offen Mit welchen Augen guckst du, Hühneraugen ? Trotz Hinweis begreifst du nicht deinen Fehler und die Korrektheit der Aussage von Lehrling18. Ärmlich und entlarvend.
Michael B. schrieb: > Bernd F. schrieb: >> 1.4571, 2 Lagen 0,6 mm umlaufend lasergeschweißt. >> Durchmesser 19 mm, Stegbreite 0,6 mm. >> Befestigungsbolzen M 4. > > Ich seh' jetzt, um ehrlich zu sein, überhaupt nicht das Problem bei > diesem Teil auf dem Photo (es geht wohl um den runden Knopf mit den 4 > unterschiedlichen Stegen). > Scharfe Innenecken sind immer ein Problem, würde man aber nach dem > Fräsen hier mit einem Stechmeissel entfernen können (oder bei 1mm Radius > auch so lassen können denke ich mir). > > Aber wahrscheinlich sehe ich nur das Problem auf dem Photo nicht. Hallo Michael, das Problem ist der Preis. Die Fertigung mittels Feinlasern und Laserschweißen hat gerade mal 30% einer konventionellen Fertigung gekostet. Grüße Bernd
Hallo Mawin, nun, ich habe gerade mal drüner geschaut und sehe den Angeblichen Gehler auch nicht. Vielleicht drückst du dich mal allgemein verständlich aus... Dein Stil lässt gerade zu wünschen übrig. Frohe Weihnachten zusammen.
Lehrling18 schrieb: > eine Arbeit darüber schreiben wie > ich mich selbständig machen könnte mit einer GmbH Um zum Thema zurückzukommen: das ist, wie in der Ausbildung üblich, ziemlich unrealistisch. Bei uns am Ort geht die Handwerkskammer gegen jeden Jungunternehmer, der nicht in ihre Handwerksrolle als Meister eingetragen ist, gnadenlos gerichtlich vor. Auch dann wenn es sich keineswegs um ein Handwerk handelt. Konkreter Fall: seinem besten Mitarbeiter hat ein Firmenchef angeboten, eine Fräsmaschine zu übernehmen und als Selbstständiger die selben Teile wie in der Firma in eigener Regie zu fertigen und an die Firma zu liefern. Wurde selbstverständlich sofort verklagt (der Mitarbeiter bzw. Neu-Unternehmer). Ob die Zünfte in der Schweiz weniger mittelalterlich operieren weiss ich allerdings nicht. Georg
Georg schrieb: > Ob die Zünfte in der Schweiz weniger mittelalterlich operieren weiss ich > allerdings nicht. Soweit ich weiß kann in der Schweiz jeder eine Firma eröffnen. Sogar ohne Ausbildung! Vielen Dank für eure Unterstützung
MaWin schrieb: > Die Fertigung ist in 15 Minuten erledigt und die Kosten > müssten unter 50 EUR liegen. Trotzdem sind Zahnärzte in der Lage, so was > für 1000 EUR an den Mann zu bringen. Ja ich schaue gerade auf die Firma Sirona (Früher Siemens) die mit Cerec Marktführer sind. Bei deiner Rechnung vergisst du aber, das in dem Bereich z.B. bei Sirona ständig über 100 Ings in der Forschung und Weiterentwicklung tätig sind und das geht schon über 20 Jahre. Die Kosten dafür siehst du bei deinen 50 Euro nicht. Wobei Zahnärzte weiss Gott nicht schlecht verdienen, aber auf der anderen Seite, man muss das auch können 8-10h am Tag in die (ungeputzten) Mäuler der Zeitgenossen reinschauen und darin arbeiten.
Noch eine Frage: Mit wie viel Kapital nur für Werkzeug, Maschinen und Messgeräte für eine Durchschnittliche Konventionelle Werkstatt sollte ich rechnen? Mein Problem ist, dass in 90% der internetanzeigen der Preis nur auf Anfrage angegeben wird und die meisten nicht antworten auf meine Anfragen :( Nochmals vielen Dank für eure Unterstützung
Kann von 100 EUR bis 100 Mio EUR reichen, hängt sehr stark davon ab, was man fertigen will, da machen manchmal Millimeter den Sprung zum nächsten Preis aus, oder um (Genauigkeit) die Grössenordnung. 100000 EUR wäre also ein Mittelwert :-)
Ja hab auch gedacht, dass man mit min 80000 bis so 150000 gut arbeiten kann Wenn jemand mir einen neu oder Occasion Preis zB für einen mittleren ( Durchmesser bis 300mm) drehbank oder eine "notmale stahfräsmschiene nennen kann wäre ich dankbar. Danke für deinen Beitrag
Lehrling18 schrieb: > Ja hab auch gedacht, dass man mit min 80000 bis so 150000 gut arbeiten > kann > > Wenn jemand mir einen neu oder Occasion Preis zB für einen mittleren ( > Durchmesser bis 300mm) drehbank oder eine "notmale stahfräsmschiene > nennen kann wäre ich dankbar. > > Danke für deinen Beitrag. Eine konventionelle Voest Drehmaschine 300 x 1000 ( 7,5 kw ) im hervorragenden mechanischen Zustand habe ich mir für ca. 5000,-€ geleistet. Da würde sich auch ein Umbau auf digitale Anzeige rechnen. ( Brauche ich nicht ) Mit Geduld, wäre ein Maschinenpark in der Größenordnung schon machbar. ( Keine Vollautomaten, aber wirkliche Präzisionsmaschinen.) Es sind doch nicht die Maschinen, jeder Bohrer, Gewindeschneider, Drehstahl usw. kostet heftig Geld. Billiger ?!, wäre eventuell der Einstieg ( Wenn die Tochter passt! ) in ein bestehendes Unternehmen :) Grüße Bernd
Paul B. schrieb: > Bernd F. schrieb: >> Wenn die Tochter passt! > > Wenn nicht, wird sie spanend (spannend!)bearbeitet. > ;-) > MfG Paul Grüße Bernd
Ernsthaft: Du kannst versuchen mit deinen 100 000,- ein Unternehmen zu gründen. Das mag vielleicht funktionieren, wird aber sehr hart. Wesentlich einfacher wird es, in ein bestehendes Unternehmen ein- zusteigen und den Laden aus Altersgründen zu übernehmen. Hierbei sollte aber nicht das Wunschdenken des Alten relevant sein, sondern knallharte betriebswirtschaftliche Gründe. ( Wenn da noch eine Tochter wäre, ja das geht auch :) Grüße Bernd
Bernd F. schrieb: > Du kannst versuchen mit deinen 100 000,- ein Unternehmen zu gründen. Er soll ja nur zur Übung ausrechnen, wie sich so ein Unternehmen rechnen würde. Klar ist, daß die Gewinnspanne in etablierten Arbeiten nicht besonders hoch ist, wenige Prozent, und dafür müssen die Maschinen in 2 Schichten laufen. Nach wenigen Jahren sind sie abgeschrieben. Hat die Maschine 50000 EUR gekostet (damit kann man schon eine Firma aufbauen), der Kredit dafür verlangt 5%, man selbst will 10% und der Angestellte, der die Maschine bedient, soll 15 EUR brutto bekommen, dann kostet der Angestellte im Jahr so viel wie die Maschine. Andersrum gesagt: So geringe Automatisierung lohnt sich nicht, lieber 150000 EUR in einem Maschine bei der man nur am Abend die Teile abholen muss. Damit wiederum ist ein Angestellter nicht ausgelastet, also 10 Maschinen und schon ist man bei 1.5 Mio Investitionskosten. So ungefähr funktioniert der Markt, Beispiel Spritzgussmaschinen, die kosten 10 EUR pro Stunde Laufzeit http://www.combi-fix.de/epages/es527630.sf/de_DE/?ObjectPath=/Shops/es527630/Categories/AboutUs dafür bezahlt man keinen Mitarbeiter die Maschinen müssen alleine arbeiten, es gibt sie für unter 10000 EUR (gebraucht), http://www.ebay.de/itm/Arburg-320M-850-210-Spritzgiessmaschine-/151945470995 teuer ist nur der Formenwechsel weil da ein Mitarbeiter arbeiten muss. Sonst holt er nur die vollen Wagen alle paar Stunden ab. Dafür kostet das Spritzgussteil aber auch nur 10 ct und man macht gerade mal 5000 EUR Gewinn im Jahr mit einer Maschine.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.