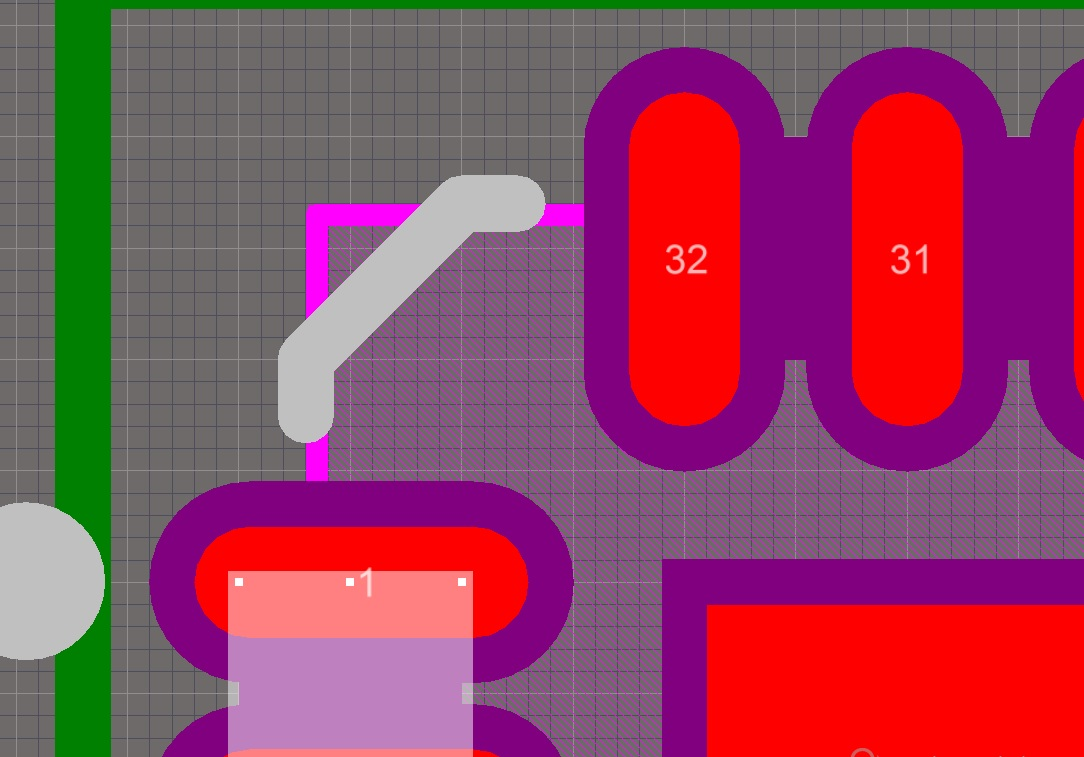
Hallo, ich habe Probleme beim Reflow Löten eines QFN50P500x500. Gut sollte man normalerweise nicht zu hause machen. Die Pins verbinden sich aktuell öfter. Kann natürlich auch an der Positionierung liegen. Ich habe es mir einfach gemacht und den Footprint nicht selbst erstellt. Würdet ihr den Footprint (Bild Anhang) hinsichtlich Solder Mask Expansion ändern? Im aktuellen Footprint wurde verhindert das ein kleiner Steg stehen bleibt. Sollte man diese Strategie weiter verfolgen und wie wäre die minimale Stegdicke? Oder sollten Solder Mask Stege zwischen den Pins bleiben? Solder Mask Expansion Wert ist aktuell 0.102 mm zu allen Seiten PCB Fertigung ist aus China (Standard). MFG
Angehängte Dateien:
-

sm.png
420 KB
M.Schulze schrieb: > Im aktuellen Footprint wurde verhindert das ein > kleiner Steg stehen bleibt. Und warum hast du das gemacht? Der Stoplack ist doch genau dafür da, das Fließen des Lots zum Nachbarpin zu unterbinden! Minimale Stegbreite ist üblicherweise 0.1mm. M.Schulze schrieb: > Oder sollten Solder Mask Stege > zwischen den Pins bleiben? Ja. Ich komme echt aus dem Staunen nicht heraus, wie man auf die Idee kommen kann da explizit eine Brücke im Solderstop zu bauen.
:
Bearbeitet durch User
Kannst du etwas konkreter beschreiben, was dein Problem ist? Wie wird die Lötpaste aufgetragen? Wie alt ist sie? Wie wird gelötet? Das Problem würde ich hier eher in der Paste oder dem Stencil suchen. Lötstop-Stege sind 100% Quatsch. Lötstopmaske ist dafür da, damit die Paste nicht wegläuft. Zwischen Pins kann ruhig kein Lötstop sein, das Lötzinn haftet auch ohne Lötstop nicht am Substrat. Bei Brückenbildung ist eher die Paste schuld--zu viel aufgetragen (Bei Stencilauftrag: Stencildicke und -öffnung überprüfen und ggf. reduzieren, bei Handauftrag: Dünnere Dosierspitze nehmen, Pads verlängern) oder überlagert (benetzt dann nicht mehr richtig und neigt dazu, Brücken zu bilden). Also bitte nicht das Märchen von "Lötstop verhindert Lötbrücken" glauben.
someone schrieb: > Lötstop-Stege sind 100% Quatsch. Lötstopmaske ist dafür da, damit die > Paste nicht wegläuft. Zwischen Pins kann ruhig kein Lötstop sein, das > Lötzinn haftet auch ohne Lötstop nicht am Substrat. Bei Brückenbildung > ist eher die Paste schuld--zu viel aufgetragen Ja, da hast du Recht. Unter optimalen Bedingungen (vor allem Pastenmenge) kann auf den Lötstopplack zwischen den Pins auch verzichtet werden. Und mir wird jetzt auch klar, warum dieser hier entfernt wurde. Die Pads sind 0.25mm breit, bei 0.5mm Pitch. D.h. zwischen den Pins bleibt nur 0.25mm, und das reicht nicht für einen Reststeg von 0.1mm bei 0.102mm Solder Mask Expansion. Und in diesem Fall ist es tatsächlich besser, Stege <0.1mm zu entfernen, da sich diese ansonsten beim Löten vom PCB ablösen können, und dann beginnen die Probleme erst richtig. Trotzdem: wenn man das Board selbst bestücken möchte (mit Pizzaofen oder Lötkolben) erleichtert einem Lötstopplack zwischen den Pins die Arbeit. Meine Strategie wäre daher folgende: Pad auf 0.24mm Breite verkleinern, Solder Stop Expansion auf 0.08mm reduzieren. Bleibt ein Steg von 0.1mm zwischen den Pads. Duch die minimale Verkleinerung der Pad-Breite hast du auch etwas weniger Paste auf dem Pad.
Hallo, also wie ich schon sagte: Footprint ist nicht von mir und bin auch kein Experte.(Bin eher Programmierer dieser Hardware) Daher die Frage ob ich den Footprint ändern soll? Der Footprint könnte natürlich auch von einem Laien sein. Im Hersteller PDF de IC ist zum Footprint zwar Information, aber nicht zu dem Thema. Prio ist gute Herstellbarkeit auf Pick and Place Maschinen. Serie. Nur sekundär wichtig ist gut Herstellbarkeit zuhause (Prototypen). Ich dachte daher das ist ein Standardthema. Aktuell bei manueller Fertigung nur 20% Funktion auf Anhieb. Nach 1. Rework ca. 50% von 10 gefertigten Platinen mit Funktion. Fehler sind wie gesagt verbundene Pins. Das ist auch optisch sichtbar. Übrigens: Lötpaste habe ich auch überlegt. Aber kann das sein das alte Paste zu verbundenen Pins führt? Durch die Viskosität? Natürlich verbrauche ich erst die alte Paste ... Auch werde ich beim nächsten Rutsch stärker auf den Spachtel drücken damit weniger Lötpaste verbleibt. Vielleicht auch einen anderen, weicheren Spachtel nehmen. Der Stencil schein nicht das Problem zu sein. Also Fazit: erstmal nichts ändern und damit weiterhin keinen Stoplack zwischen den Pins?
M.Schulze schrieb: > Also Fazit: erstmal nichts ändern und damit weiterhin keinen Stoplack > zwischen den Pins? Ist das Lötprofil passend zu deiner Paste?
M.Schulze schrieb: > Der Stencil schein nicht das Problem zu sein. Der Stencil bestimmt aber die Pastenmenge, und genau diese scheint zu groß zu sein. Es kann also sein, dass schon mit einem dünneren Stencil das Ergebnis besser wird. Dann mit dem Spachtel auch möglichst nur einmal drüberziehen, und nicht mehrmals. Dabei wird immer ein wenig Paste unter den Stencil gedrückt, und das breitet sich dann auch zwischen den Pads aus. Vielleicht ist auch die Lötkurve deines Ofens nicht zum Lot passend. Wenn z.B. zu kurz, zu wenig oder ungleichmäßig erhitzt wird, kann das Flußmittel nicht ordentlich arbeiten. M.Schulze schrieb: > Übrigens: Lötpaste habe ich auch überlegt. Aber kann das sein das alte > Paste zu verbundenen Pins führt? Durch die Viskosität? Natürlich > verbrauche ich erst die alte Paste ... Ehm, wie alt ist denn die Paste, und wie wurde sie gelagert? Evtl. ist ja so gut wie kein Flußmittel mehr enthalten, und das erklärt dann auch so einiges...
:
Bearbeitet durch User
Zu QFNs und Stencil-Design hilft es immer, das hier vorher zu lesen: http://www.amkor.com/index.cfm?objectid=42EDA4C7-5056-AA0A-E2A372F025BF8729 Max
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.