Hallo, hat die Flussmittelkonzentration Einfluß auf die Haftmenge des bleifreien Lotes ? Bin gerade auf der "Fehlersuche". An den "Pads" bleibt zu viel Lot kleben, an den THT Beinchen entstehen kleine "Fahnen" und GND Beinchen verkleben mit benachbarten Elementen. Temperatur, Geschwindigkeit, Pumpenleistung, Vorwärmdauer, Winkel, Abstand zu Welle scheinen keinen Unterschied auszumachen. Kann man das Flussmittel verdünnen ? Wenn ja womit ? MFG Adam
Ging es schon einmal oder ist das jetzt Grundlagenforschung? Welches Flussmittel setzt Du ein? Welche Lötmaschine oder zumindest welchen Fluxeraufbau? Stickstoff? Was für Lötdüsen?(Wörthmann ?-reihig, Laminar, Chip, oder kombination von allem) Der Vollständigkeit halber die Lotlegierung? Bitte Vorheiztemperaturen messen! und Aufbau der Vorheizung (heizzonenarten und Längen nennen. Transportgeschwindigkeit nennen und mal nachmessen. *Allgemein*: bei Brücken ist meist zu wenig Flussmittel aufgetragen oder es ist nicht mehr aktiv wenn die Leiterplatte an der Welle ankommen: -Vorheizung zu stark/Transport zu langsam? -Auftragsmenge Fluxer verändert oder etwas verschlissen/verstopft? -Bei Stickstoffbegasung ist das auch ein Hinweis für mangelnde Sättigung. Fähnchen hingegen deuten eher auf Probleme in der Lötwelle: -die Abrissgeschwindigkeit des Zinns ist oftmals zu langsam ->verstopfte Sammelbehälter bei Laminarwellen -Abstand Düse//Leiterplatte nicht Ok(Lötrahmen oder Maske mit anderen aufnahmehöhen verwendet?) -Wellenhöhe(Motordrehzahl) deutlich zu hoch -Ablaufblech an Laminarwelle falsch eingestellt
Ergänzend dazu: Bis in die 80er Jahren gab es mal offene Fluxersysteme "Schaumfluxer" in denen das Flussmittel permanent um Umlauf durch ein offenes gepumpt wurde. Da musste man schon Regelmässig den Feststoffgehalt nachmessen, weil sich der durch die Abspülungen der Leiterplatte und das permanent an der Luft umwälzende System schon laufend verändert hat. Meine Kristallkugel liegt aber immer noch in den Tropfsteinhölen von Wertheim rum, daher kann ich nicht sagen ob das bei Dir auch so sein kann. Gib uns bitte mehr Infos.
Flussmittel : AAT Aston Typ AAT 106 Schaumfluxer Einfache Wellenlötanlage ohne Stickstoff Lot Sn100Ni+ / Sn99,3Cu0,7NiGe 1. Habe gesagt bekommen, daß die Fluxmenge auch die Lotmenge proportional fördert -> durch den Schaumfluxer erhöht sich wohl die Konzentration mit der Zeit (Lösgungsmittel entweicht) -> mehr Flux = mehr Lot ? a.) Warum kann die Vorheizung zu stark sein ? Flux sollte doch trocknen und zusätzlich wärmt man die Platine vor was das löten eigenlich fördert ? 2. Wie steigere ich die Abrissgeschwindigkeit ? a.) Ablaufblech an Laminarwelle höher oder tiefer stellen ? b.) Abstand Leiterplatte zur Welle höher oder tiefer stellen ? 3. Mit welcher Temperatur sollte man Allgemein anfangen (derzeit 286C)? Denn größere Motordrehzahl (Hohe der Welle) fördert auch die Erwärmung der Platine (Temperatur höher bzw. konstanter) -> die Ergebnisse waren Teils besser (Elemente an GND/Masse leiten die Wärme stärker ab). Zuerst dachte ich an die Temperatur, aber auch 293C ergaben keine Besserung. Leider betreibe ich Grundlagenforschung. Brauche dazu paar Ansätze sonst werde ich immernoch im Dunkeln tappen. Vielen Dank. MFG Adam
Schaumflux habe ich wenig Erfahrung. Die häufige (wöchentliche) Kontrolle der Dichte ist aber wirklich wichtig. Hast Du das gemacht? Ergebnis ok? Sonst nach Datenblatt verdünnen! Oder wenn das offene Zeug tausend Jahre alt ist entsorgen und einfach mal neu nehmen! Adam A. schrieb: > 1. Habe gesagt bekommen, daß die Fluxmenge auch die Lotmenge > proportional fördert -> durch den Schaumfluxer erhöht sich wohl die > Konzentration mit der Zeit (Lösgungsmittel entweicht) -> mehr Flux = > mehr Lot ? Das sehe ich im Zusammenhang des Wellenlötens anders. Es gibt nur einen sehr minimalistischen Bereich in dem man bei mehr oder weniger Zinn noch von einer guten Lötstelle spricht. Das ist blanke Theorie. In der Praxis hast Du entweder zu wenig Flussmittel (PCB nicht richtig benetzt) oder zu viel Flussmittel = beim einfahren in den Schwall spritzt es -> zinnkügelchen überall auf/unter der Platine, große Lötstellen ggf nicht ausgeprägt weil "explodiert/weggespritzt" und extrem viel Flussmittelreste nach dem abkühlen auf der Lötseite! > a.) Warum kann die Vorheizung zu stark sein ? Flux sollte doch trocknen > und zusätzlich wärmt man die Platine vor was das löten eigenlich fördert > ? Das Flussmittel reinigt die Metallische Oberfläche und schützt diese vor der sonst umgehend auftretenden erneuten Oxidation. Wenn das Flussmittel nun in der Vorheizzone so sehr "geröstet" wird das die aktiven Bestandteile kaputt gehen, dann schützt da nichts mehr vor Oxidation und das Lötergenis sieht aus wie zuwenig Flussmittel, aber überall sind Flussmittelreste zu sehen! Temperaturfühler auf der Unterseite der Leiterplatte anbringen, Temperaturkurve aufnehmen und mit Datenblatt vergleichen. Pi*Daumen für alle Alk Flussmittel: bis zur Welle nicht über 140°C und nicht länger als 2 Minuten über 100° > 2. Wie steigere ich die Abrissgeschwindigkeit ? > a.) Ablaufblech an Laminarwelle höher oder tiefer stellen ? > b.) Abstand Leiterplatte zur Welle höher oder tiefer stellen ? Das hängt davon ab in welche Richtung die Fähnchen hängen. 1. Grundeinstellung der Mechanik nach Anleitung der Lötanlage vornehemen. 2. Benetzungsbreite der Lötwelle mittels Glasplatte prüfen. Daten der Anleitung entnehmen, sonst Pi*Daumen 5-8cm bei einzelner Laminarwelle. Wellendrehzahlen entsprechend anpassen. Kannst Du Vorne und hinten Höhen der Düsen-Bleche verstellen oder ist vorne durch die absolute Düsenhöhe vorgegeben? Dein Punkt a und B zusammen mit der Wellendrehzahl sind voneinander abhängig und du musst sicherlich einige Iterationen durchführen bis es passt. Sobald du einen der 3. Parameter veränderst wirst Du an einer anderen Stelle "nachregelen" müssen, solange bis alle Eigenschaften "gut" sind. Wenn das Setup nun stimmt und die Zippel noch da sind, schauen in welche Richtung Sie zeigen... z.B. Fänhchen zeigen in Transportrichtung, dann das Auslaufseitige Blech etwas senken. Dann wieder Benetzungsbreite prüfen, evntl Drehzahl erhöhen. Falls die gepumpte Zinnhöhe dann aber zu hoch ist (also auf die Leiterplatte überläuft) ggf die komplette Düsenhöhe etwas senken. Und das so oft wiederholen bis es passt. Wenn die Fähnchen nach hinten zeigen eher das Blech Eingangsseitig der Welle Senken oder die ganze Wellenhöhe. Auch dabei wieder die Benetzungsbreite prüfen und ggf Drehzahl anpassen. Wichtig ist aber das dein Lötrahmen die überflöche der Welle beim einfachen einmal in Richtung Auslauf abschiebt damit die Oxidschicht auf der Welle weg ist. Wenn Du die Drehzahlen / Höhen anpasst kommst Du sicherlich an einen Punkt wo er nicht mehr sauber abschiebt, das musst du bei allen Aktionen auch beachten! > 3. Mit welcher Temperatur sollte man Allgemein anfangen (derzeit 286C)? Welche Temeratur? Vorheizung? Was für Vorheizung(kurzwellig, langwellig oder gemischte Konvektion?) Bei eine kleinen Anlage (gemischte Heizzonen 1-2m lang) würde ich Transportgeschwindigkeit mal so auf 1,2-1,4m stellen und Temperaturen in den Heizzonen aus ca 200-250°. Das sind aber nur Startwerte, Grundsätzlich Temperaturverlauf auf Leiterplatte nachmessen bis man sein Maschinchen kennt. Oberseite sollte nicht Über 120° kommen, unten nicht über 140° vor der Welle. > Denn größere Motordrehzahl (Hohe der Welle) fördert auch die Erwärmung > der Platine (Temperatur höher bzw. konstanter) -> die Ergebnisse waren > Teils besser (Elemente an GND/Masse leiten die Wärme stärker ab). NoGo beim Wellenlöten: MAN HEIZT DIE BAUGRUPPE NICHT DURCH DIE WELLE! Wenn es so wie bei Dadurch besser wir ist es da beste Zeichen das vorher etwas nicht stimmt. > Zuerst dachte ich an die Temperatur, aber auch 293C ergaben keine > Besserung. Noch mal, was für eine Temeratur? Die Teigeltemperatur ist als statisch zu betrachten und ergibt sich ausschließlich aus der verwendeten Legierung. Für das SN 100 würde ich mal so 275-285°C empfehlen. > Leider betreibe ich Grundlagenforschung. Brauche dazu paar Ansätze sonst > werde ich immernoch im Dunkeln tappen. Vielen Dank. Ok, versuche zu helfen. Mach gerne mal ein Bild von dem Lötdüsenaufbau. Und wenn Du darfst auch mal von den Lötstellen.
Angehängte Dateien:
-

IMG_20180111_120620_resized_20180111_120744762.jpg
210 KB -

IMG_20180111_115707_resized_20180111_120744991.jpg
360 KB -

IMG_20180111_115701_resized_20180111_120745434.jpg
270 KB -

IMG_20180111_115734_resized_20180111_120745216.jpg
360 KB -

IMG_20180111_120433_resized_20180111_120745651.jpg
280 KB -

IMG_20180111_120439_resized_20180111_120745872.jpg
230 KB
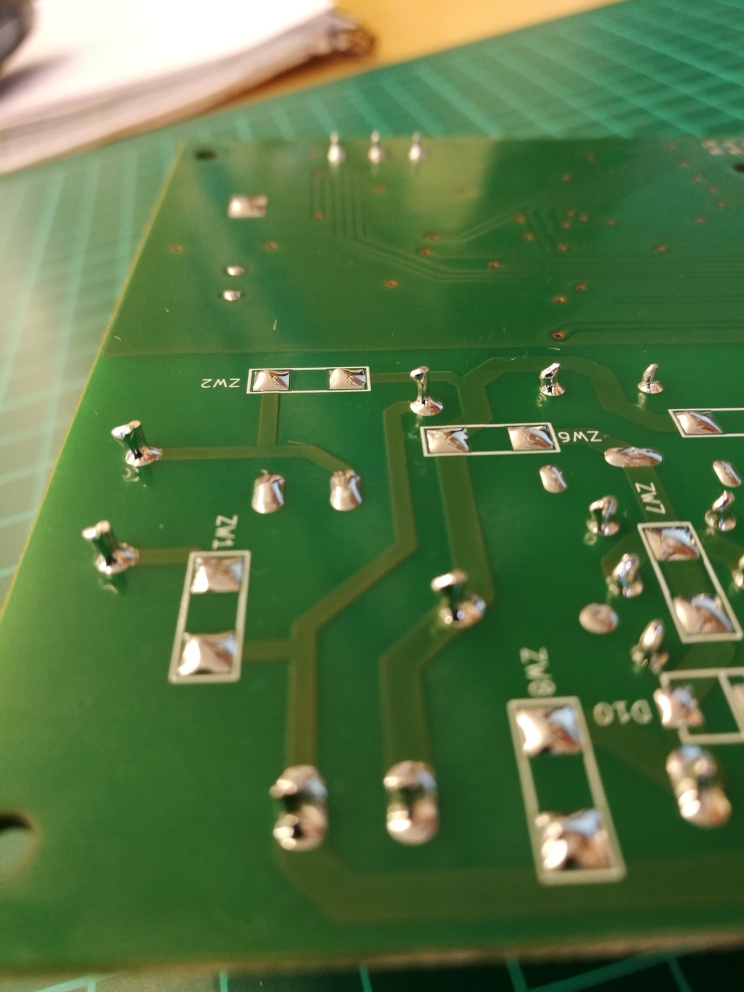



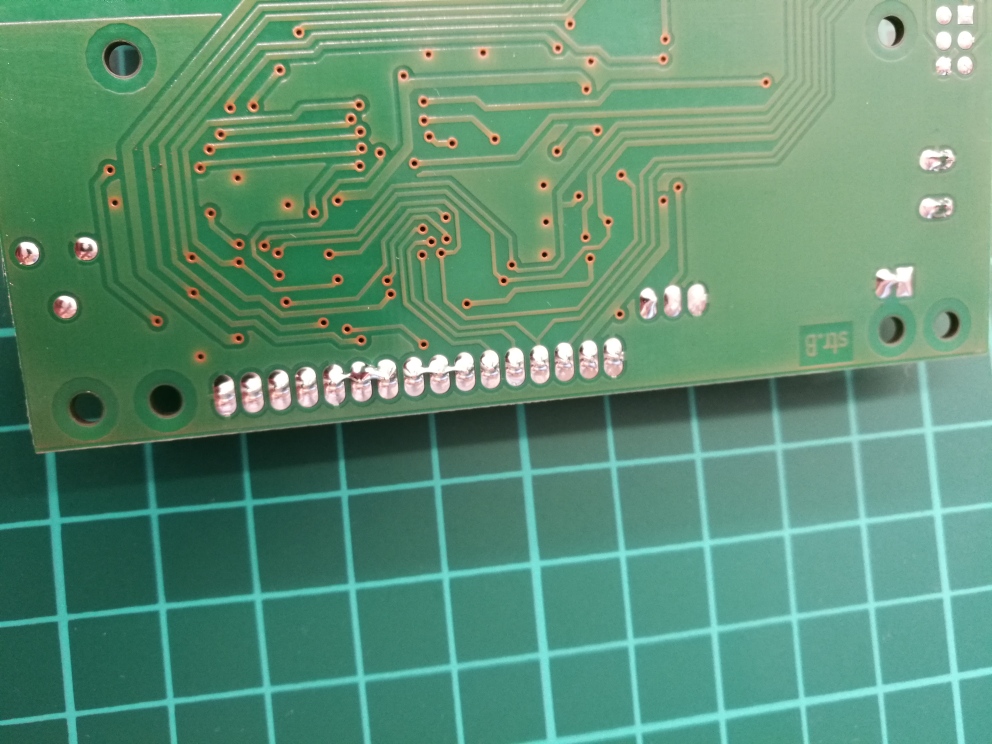
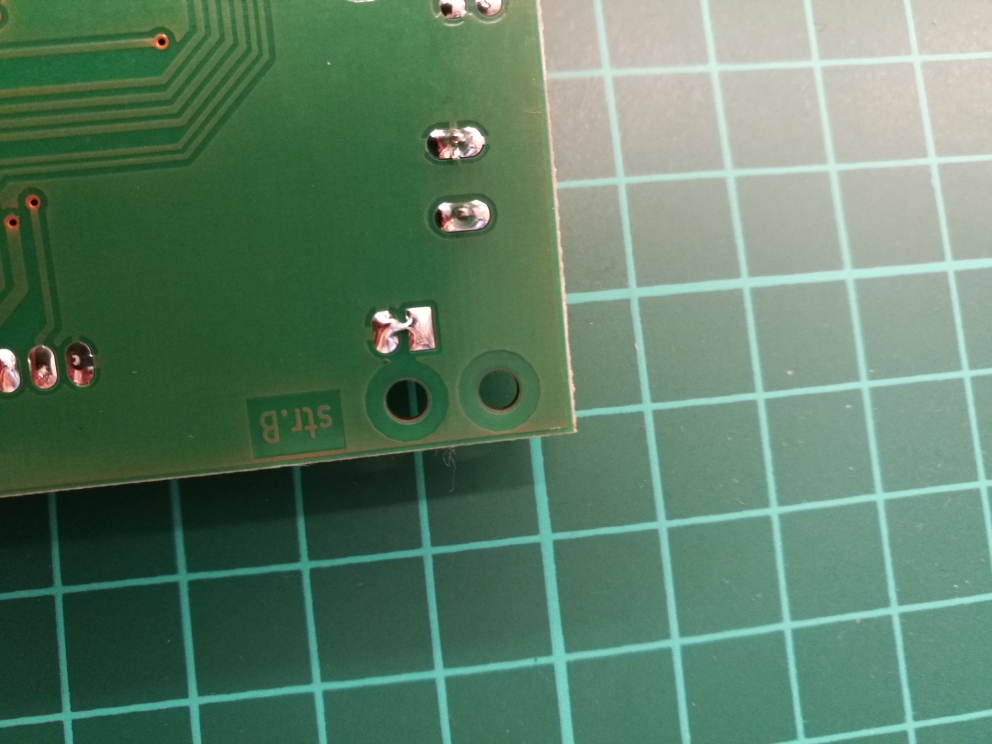
Ich habe den Vorheizer vermessen. Da kam ich gerade unten an 86C, da scheint zu wenig. Habe die Zeit erhöht und komme nun auf 130. Damit sind die Ergebnisse besser, aber immernoch verkleben die Pins. Vielen Dank für den Ansatz. Anbei paar Bilder. Die Platinen fahren von rechts nach ganz hinten links zum Vorheizer, denn zurück über die Welle. Die Fähnchen sind der Fahrtrichtung entgegengesetzt. Der Rahmen hat vorne einen verstellbaren "Pflug", welcher die obere Sicht über das Ablaufblech wegschiebt. Darf die Pumpenleistung so eingestellt sein, daß das Lot von selbst über das Ablaufblech abfließt (s. Bild). Bei dieser Pumpenleistung sind die Ergebnisse ein wenig besser. MFG Adam
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.