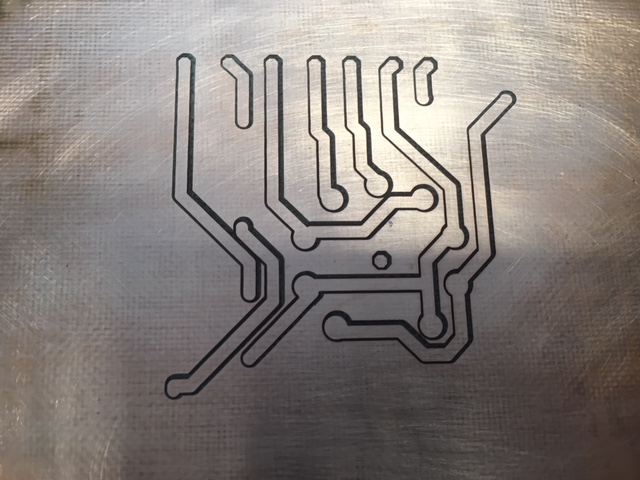
Hallo zusammen, mich nervt derzeit ein Phänomen welches ich nicht erklären kann. Ich hoffe hier hat jemand eine Idee. Ich fräse meine mit Eagle erstellten Platinen mit pcb-gcode direkt über MACH3. Das klappt auch sonst einwandfrei. Nun habe ich im Moment ein Projekt welches größere Leiterbahnabstände braucht. In pcb-gcode kann man das auch gut einstellen. Leider erzeugt das ULP nun aber einen Code der einen leichten Offset in X und Y ausweist. Siehe Bild. Ich habe schon alles versucht, mit diversen Parametern gespielt aber keinen Erfolg gehabt. Gibt es etwas in den DRC´s was da wichtig ist und ich evtl. vergessen habe beim Routen? VG Patrick
Angehängte Dateien:
-

IMG_0827.JPG
110 KB
Bei mach3 hast du doch ein Vorschaubild. Wenn du da rein zoomst, kannst du da den offset auch erkennen?
Patrick M. schrieb: > Ich habe schon alles versucht, mit diversen Parametern gespielt aber > keinen Erfolg gehabt Es sieht so aus, als ob jeweils in Plus-Richtung (von der Leiterbahn) ein grösserer Abstand verwendet wird als in Minus-Richtung. Da das überhaupt keinen sinnvollen Zweck hat, denke ich das ist ein echter Softwarefehler. Es könnte eine interner Fehler beim Runden sein, aber sowas darf ja auch nicht vorkommen. Georg
Hallo, die Vorschau in MACH3 sieht gut aus, daran wird´s also nicht liegen. Ich habe vorhin nochmal einige Versuche gemacht und dabei festgestellt, dass es vielleicht an der Wiederholgenauigkeit der Maschine liegt. Ich habe das Layout in Gcode im Singelpass gespeichert und dann 10 mal übereinander graviert. Die gravierten Bereiche wurden immer breiter, allerdings allseitig. Nun las ich, dass die 1/8 Zoll Gravierstichel nicht mit 3mm Spannfutter verwendet werden sollen weil es sonst unrund laufen kann. Ich habe zwar nicht den Eindruck das es unrund läuft aber vielleicht merkt man das auch nicht bei den kleinen Durchmessern - außer halt beim Gravieren mit mehr als Singlepass. Das erklärt aber trotzdem nicht warum es das Gravierbild sonst einseitig verzieht. VG Patrick
:
Bearbeitet durch User
Patrick M. schrieb: > In pcb-gcode kann man das auch gut einstellen. Leider erzeugt das ULP > nun aber einen Code der einen leichten Offset in X und Y ausweist. Siehe > Bild. Hast du dir den GCode angeguckt, oder das Bild. Rein anhand des Bildes kannst du nicht entscheiden, ob es am erzeugten GCode oder an der Maschine/Spindelpositionierung liegt. Patrick M. schrieb: > Nun las ich, dass die 1/8 Zoll Gravierstichel nicht mit 3mm Spannfutter > verwendet werden sollen weil es sonst unrund laufen kann. Das würde aber nicht einseitig verschobene Kanten, sondern in alle Richtungen verbreiterte Strukturen erzeugen, jedenfalls bei drehender Spindel ;-)
Wolfgang schrieb: > Hast du dir den GCode angeguckt, oder das Bild. Was soll ich im Code erkennen können? Im ersten Durchgang sieht das Fräsbild ja auch perfekt aus. Nur alle weiteren Durchgänge um die Bastände zu erhöher verschieben das Bild. Wie soll ich anhand der Codezeilen sehen was schief läuft?
Patrick M. schrieb: > Was soll ich im Code erkennen können? Auf welcher x- oder y-Koordinate deine Spindel spazieren fahren. Zumindest auf den achsenparallelen Strecken siehst du dann leicht, was dein GCode-Generator abgeliefert hat und was auf der Fräse ablaufen müsste. > Wie soll ich anhand der Codezeilen sehen was schief läuft? Indem du dir die Zahlen anguckst und prüfst, ob das plausibel ist. Und wenn der GCode ok ist, liegt es an deiner Mechanik, z.B. Umkehrspiel von Antriebsachsen. Für so eine Analyse müsste man aber wiederum genau die Verfahrkommandos angucken, die im GCode stehen.
Ich habe mal eine einfache Linie gezeichnet und einen Singlepass-Code erstellt. Werkzeuggröße 0,1mm, Bahnabstand minimum 0,1mm So sieht der Code dazu aus: G21 G90 G00 X0.0000 Y0.0000 M03 G04 P3.000000 G00 Z1.0000 G00 X-71.1648 Y59.9150 G01 Z-0.1500 F10 G01 X-5.0352 Y59.9150 F150 G01 X-4.9525 Y59.8807 G01 X-4.8893 Y59.8175 G01 X-4.8550 Y59.7348 G01 X-4.8550 Y59.6452 G01 X-4.8893 Y59.5625 G01 X-4.9525 Y59.4993 G01 X-5.0352 Y59.4650 G01 X-71.1648 Y59.4650 G01 X-71.2475 Y59.4993 G01 X-71.3107 Y59.5625 G01 X-71.3450 Y59.6452 G01 X-71.3450 Y59.7348 G01 X-71.3107 Y59.8175 G01 X-71.2475 Y59.8807 G01 X-71.1648 Y59.9150 G00 Z1.0000 G00 Z10.0000 M05 M02 ...und die .brd Datei dazu. Kannst Du was daraus entnehmen was falsch ist?
:
Bearbeitet durch User
Patrick M. schrieb: > Kannst Du was daraus entnehmen was falsch ist? Eine Spur zieht auf
1 | y=59,915 von x=-71,1648 nach -5,0352 |
rüber, die andere auf
1 | y=59,465 von x=-5,0352 nach -71,1648 |
zurück Der Halbbogen an den Enden hat jeweils einen Radius von 0,18 Was daran falsch ist, sieht man erst durch Vergleich mit dem Fräsbild?
Ich werd´s morgen mal fräsen und berichten. :-)
:
Bearbeitet durch User
@Patrick generiere dir dir doch mal einen drill-gcode mit verschiedenen Bohrern. Da wird zum Bohrerwechsel immer über den Nullpunkt gefahren. Wenn du dann 'Stop' bei mach3 drückst, kannst du die Spindel händisch runter fahren und erkennst dabei mögliche Abweichungen durch die Maschine. Mit 'Start' geht's weiter und so kannst du bei jedem Bohrerwechsel den Werkzeugnullpunkt überprüfen. Wenn aber schon die Vorschau bei den Bahnen gut ausschaut, dann liegt das Problem an deiner Maschine. Mal die Verfahrgeschwindigkeit reduzieren, auch die bei Leerfahrten.
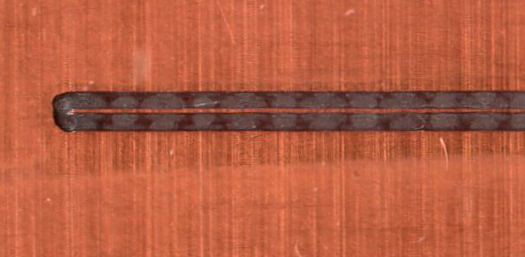
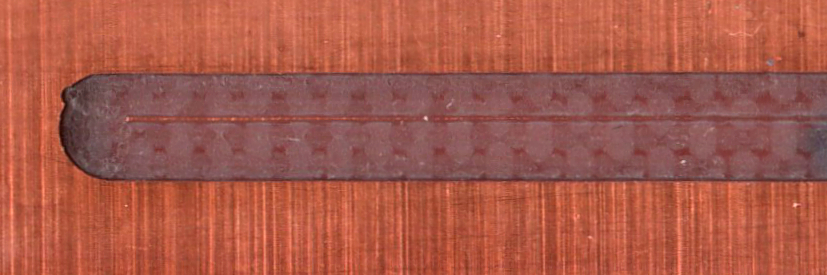
So, hier mal das Ergebniss des Test´s. Die Linie ist laut Eagle 0.15 breit. Im Singelpass sieht das recht ordentlich aus. Mit 1mm Abstand ringsrum ist der Offset wieder da und man sieht, das die Linie dann fast verschluckt wird. Die Datei ist nicht bis zu Ende gelaufen um die Linie noch sichtbar zu halten. Das die Linie nach rechts dünner wird mag wohl daran liegen das die Platine nicht 100% eben auflag und der Fräser dann tiefer gefräst hat. VG Patrick
So, hier mal das Ergebniss des Test´s. Die Linie ist laut Eagle 0.15 breit. Im Singelpass sieht das recht ordentlich aus. Mit 1mm Abstand ringsrum ist der Offset wieder da und man sieht, das die Linie dann fast verschluckt wird. Die Datei ist nicht bis zu Ende gelaufen um die Linie noch sichtbar zu halten. Das die Linie nach rechts dünner wird mag wohl daran liegen das die Platine nicht 100% eben auflag und der Fräser dann tiefer gefräst hat. VG Patrick Michael K. schrieb: > generiere dir dir doch mal einen drill-gcode mit verschiedenen Mache ich morgen mal. Heute soll ich Ostern feiern. :-)
Patrick M. schrieb: > Mit 1mm Abstand ringsrum ist der Offset wieder da und man sieht, das die > Linie dann fast verschluckt wird. Der G-Code sieht doch ordentlich aus. Die inneren beiden Fräswege unterhalb und oberhalb des dünnen Steges liegen 0,45mm auseinander und dann geht es bei jedem Durchgang 0,08mm weiter nach außen - immer abwechselnd erst unten und dann oben, insgesamt jeweils 15 mal oberhalb und unterhalb des Steges. Beim Wechsel von der unteren Spur zur oberen, fährt die Spindel IMHO nicht richtig nach +Y.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.