Wie der Titel schon sagt habe ich darüber nachgedacht eine kleine Fräsmaschine zu bauen, mit der man Holz und Kunststoff fräsen kann. Ein wenig habe ich mich mit 8Bit AVR beschäftigt, aber ob es damit möglich ist eine CNC Fräsmaschinensteuerung zu realisieren weis ich nicht. Lohnt sich mein vorhaben oder sind die 8Bitter dafür zu schwach auf der Brust? Man sollte in 3 Achsen gleichzeitig geregelt verfahren können.
Angehängte Dateien:
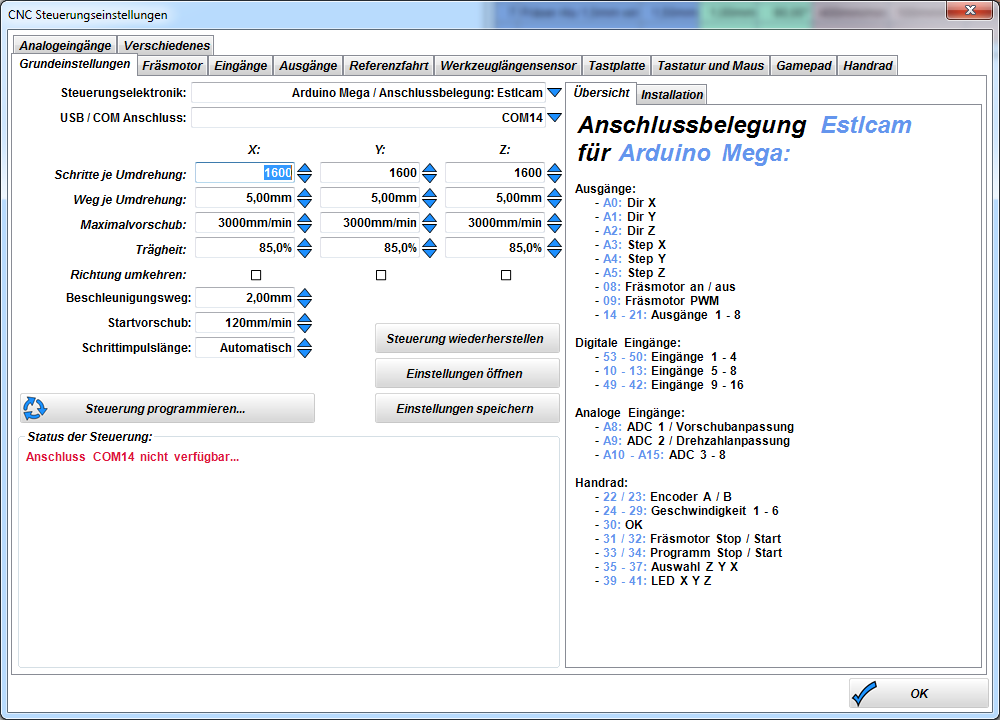
Es gibt da ein günstiges CAM-Programm zum Fräsen, ESTLCAM genannt. Die neueren Versionen können auch einen Arduino MEGA ansteuern, der einige Funktionen wie etwa Handradunterstützung bietet (siehe Bild Anhang). Die Software steuert dann deine Fräse. Wenn dir ca. 80 Euro nicht zuviel sind, käme das infrage?
Felix schrieb: > Wenn dir ca. 80 Euro nicht zuviel sind, käme das infrage? Das ist absolut im Rahmen, ich schaue mal rein. Lars B. schrieb: > Geht, suchbegriff ist grbl Danke werd ich gleich nach suchen.
Was meinst du mit "geregelt verfahren"? So richtig mit Servomotoren und Encodern? Oder doch eigentlich nur ne rel. simple Schrittmotorsteuerung? Das teure ist eh die Mechanik - weiss nicht, ob man die Software nun in einen AVR quetschen sollte. Wahrscheinlich gehts.
H.Joachim S. schrieb: > Was meinst du mit "geregelt verfahren"? So richtig mit Servomotoren und > Encodern? Oder doch eigentlich nur ne rel. simple Schrittmotorsteuerung? Ich habe gelesen, dass Schrittmotoren bei Belastung die Position nicht halten können und sich verstellen. Deshalb habe ich an Servomotoren gedacht mit Encodern. Ich will nicht Zehntelweise im Holz zustellen, sondern bis 5mm auf einmal. Kannst du mir Servomotoren (u. ggfs.auch Encoder) empfehlen?
Sollte gehen, ich hatte mal eine ähnliche Idee, das mit einem kleinen AVR pro Achse zu probieren und einem "großen" für die Kommunikation und Spindelindexierung. Wenn die kleinen AVRs ihre Achse nur der Spindelindexierung nachführen müssen, schaffen die das problemlos und es werden auch komplexere Formen wie Kurven oder konstante/selbst angepasste Schnittgeschwindigkeit möglich.
Kern S. schrieb: > H.Joachim S. schrieb: >> Was meinst du mit "geregelt verfahren"? So richtig mit Servomotoren und >> Encodern? Oder doch eigentlich nur ne rel. simple Schrittmotorsteuerung? > > Ich habe gelesen, dass Schrittmotoren bei Belastung die Position nicht > halten können und sich verstellen. Deshalb habe ich an Servomotoren > gedacht mit Encodern. Ich will nicht Zehntelweise im Holz zustellen, > sondern bis 5mm auf einmal. > > Kannst du mir Servomotoren (u. ggfs.auch Encoder) empfehlen? Die Zustellung ist völlig irrelevant, wenn der Fräser das nicht mitmacht, Völlig unsinnige Idee , Dicke Motoren... aber der Rest ist nicht durchdacht. Beschäftige dich erst einmal mit der Materie CNC und Schnittgeschwindigkeiten PS: 5mm Holz ist ein Witz, das schafft jede anständige CNC Maschine
Ben B. schrieb: > Sollte gehen, ich hatte mal eine ähnliche Idee, das mit > einem kleinen AVR pro Achse zu probieren und einem > "großen" für die Kommunikation und Spindelindexierung. Nur interessehalber: Wie weit bist Du gekommen? Läuft das System?
Markus B. schrieb: > 5mm Holz ist ein Witz, das schafft jede anständige CNC Maschine Das hängt doch vom Vorschub ab. Außerdem ist die Schnittgeschwindigkeit begrenzt durch die Drehzahl des Motors. Wenn mein Motor sagen wir max. 2000 U/min schafft ich aber zu viel zustelle und zu schnell fahre könnte es passieren, dass sich die Schrittmotoren verstellen. Deshalb habe ich an Servomotoren gedacht. Ich habe etwas über die Schnittkraft beim Fräßen gehört, damit könnte man theoretisch das erf. Haltemoment berechnen sehe ich das richtig? Muss nur msl eben nach der Formel suchen.
Also mir reicht meine Schrittmotorfräse völlig. Schrittverluste sind sehr selten und dann auch nur minimal, wahrscheinlich sind das sowieso eher Ungenauigkeiten beim Endschalter. Der begrenzende Faktor ist die Vorschubgeschwindigkeit die das Werkzeug ermöglicht. Lästig sind die Leerfahrten (ich glaub ich komme auf max. 30mm/s), das könnte gerne schneller gehen. Aber ich mach eh nur Prototypen/Kleinstserien damit, das fällt nicht wirklich ins Gewicht.
Kern S. schrieb: > Wenn mein Motor sagen wir max. 2000 U/min schafft > ich aber zu viel zustelle und zu schnell fahre könnte > es passieren, dass sich die Schrittmotoren verstellen. Das ist zwar sachlich richtig, aber ein komisches Argument: Wenn Du an einer konventionellen Fräse zu schnell fährst und zuviel zustellst, fliegt Dir das Werkstück durch die Halle, oder der Fräser bricht, oder irgend ein anderer Ärger passiert. Soll heißen: Jede Maschine hat Grenzen, und die muss man kennen und respektieren. Tut man das, gibt's auch keinen Stress. > Deshalb habe ich an Servomotoren gedacht. Da gab's vor wenigen Tagen eine engagierte Diskussion zu. :) Wesentlichster Nachteil für den Amateur: Servos sind immer Teil eines Regelkreises -- Du benötigst also zwingend eine Positionsmessung. Schrittmotoren werden i.d.R. als offene Steuerkette betrieben, das ist VIEL einfacher. > Ich habe etwas über die Schnittkraft beim Fräßen > gehört, damit könnte man theoretisch das erf. > Haltemoment berechnen sehe ich das richtig? Die Schnittkraft nützt Dir nicht viel; Du benötigst für die Auslegung des Vorschubes die Vorschubkraft; das ist aber nur ein Bruchteil der Schnittkraft. Soweit ich mitbekommen habe, liegen viele Vorschub- antriebe von Amateurfräsen irgendwo bei 3Nm...10Nm Drehmoment; wenn ich das mit meinen Erfahrungen vom konventionellen Fräsen vergleiche (FUW315, Stahl), dann kommt das grob hin.
Egon D. schrieb: > Wesentlichster Nachteil für den Amateur: Servos sind > immer Teil eines Regelkreises -- Du benötigst also > zwingend eine Positionsmessung. Ist ein Servo nicht selbststständig eine Regelkette? Man sagt dem welcher Winkel er annehmen soll er versucht diesen anzufahren. Egon D. schrieb: > Schrittmotoren werden i.d.R. als offene Steuerkette > betrieben, das ist VIEL einfacher. Das stimmt allerdings. Die meisten 3D Drucker funktionieren so. @Kern S Wenn du merkst dass du zu viel Schub gegeben hast und Schritte übersprungen werden, startest du eifnach das System neu und der Kopf fährt in seine Ausgangsposition wo ein Mikroschalter aktiviert wird. Dadurch weis das System wieder wo "Schritt 0" ist.
Alex G. schrieb: > Egon D. schrieb: >> Wesentlichster Nachteil für den Amateur: Servos sind >> immer Teil eines Regelkreises -- Du benötigst also >> zwingend eine Positionsmessung. > > Ist ein Servo nicht selbststständig eine Regelkette? > Man sagt dem welcher Winkel er annehmen soll er versucht > diesen anzufahren. Du redest von Modellbau-Servos. Da ist i.d.R. alles eine Baueinheit. Ich bin davon ausgegangen, dass industrielle Servo-Antriebe gemeint waren. Dort werden Motor, Umrichter, Spindeltrieb, Messsystem, Regler häufig als separate Komponenten zugekauft - in der fertigen Maschine ist es dann aber doch wieder ein Regelkreis.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.