Hallo, meine CNC Fräse ist nun endlich fast fertig. Also im CAD. Ich bin jetzt an dem Punkt wo mir nur noch die Spindeln und eben die Lager fehlen, und nun geht es auch schon los. Links, Rechts etc. pp. Also was brauche ich nun? Die Spindeln werden gefertigt, also auch hierfür muss ich noch die entsprechenden Zeichnungen machen. Also, ich benötige 4 Spindeln, 4 Los- sowie 4 Festlager. Dazu noch 4 Spindelnmuttern. Ich kann die Spindel in TR16X2, TR16X4 und TR18X4 bekommen, also Durchmesser und Steigung, weiterhin als Rechts oder Linksgewinde. Was nimmt man da nun? Recht oder Linksgewinde? Und ist es besser also höhere oder niedrigere Steigung zu haben? Kugelumlauf Anti-Backlash Zero-Backlash ist logisch. Zur Bearbeitung. Ich muss die Spindel am einen Ende für das Festlager bearbeiten lassen (auf den Durchmesser und Länge abdrehen lassen). Auf der anderen Seite die Bearbeitung für das Loslager und die Aufnahme auf den Schrittmotor. So, und nun geht es los. Was muss ich denn nun holen? Alles Rechts oder alles Links? Wenn die Spindel Linksrum ist, brauche ich dann auch eine Mutter die Linksrum ist oder entgegengesetzt? Ich hoffe mir kann da jemand etwas Licht ins Dunkle führen.
Bei der Fragestellung könnte man meinen du veräppelst die Leute... Unterstelle ich Dir aber erstmal nicht... Also: - Alle Spindeln sollten rechtsgewinde haben – einfacher und mehr Auswahl - Steigung hängt von deiner Maximalen gewünschten Auflösung, Geschwindigkeit, Antriebsmotor und Drehmoment und Selbsthemmung ab. Meine haben alle 4 mm Steigung bei 16 mm Durchmesser. Kugelumlaufspindel haben weniger spiel und haben dabei einen höheren Wirkungsgrad. –TR sind Trapezgewinde haben in Regel immer ein umkehrspiel, ist bei cnc Maschinen eher ungeeignet oder zumindest schlechter zu kompensieren. Mach Dir lieber erstmal einen Plan, vor Allem informier Dich umfangreich. Sparst Dir im Nachhinein Ärger und Geld.
Marlin S. schrieb: > meine CNC Fräse ist nun endlich fast fertig. Also im CAD. Marlin S. schrieb: > Wenn die Spindel Linksrum ist, brauche ich dann auch eine > Mutter die Linksrum ist oder entgegengesetzt? Magst du mal einen Screenshot von deiner Maschine posten?!
Marlin S. schrieb: > Die Spindeln werden gefertigt, also auch hierfür muss ich noch die > entsprechenden Zeichnungen machen. Hast Du noch alle Sinne beieinander? ;) Passende Spindeln kauft man zu. Je nachdem, welche Genauigkeit man wünscht, bekommt man die auch. Ansonsten hat man seine Konstruktion so zu konzipieren, daß in Antriebs-Nähe das Fest-Lager und am Ende der Spindel das Los-Lager angeordnet ist. Ersteres hat quasi Null-Spiel und letzteres muß sich frei (am Außenring) bewegen können, damit Wärmeausdehnungen dadurch kompensiert werden können. Passungen H7 sind in beiden Fällen ausreichend. Grüße
Nachtrag: Wenn Du Dir bzgl. Spindeln im Unklaren darüber bist, was Du Dir Gutes "antun" sollst: Diese hier sind sehr gut: http://www.thk.com/?q=de/node/5080 Grüße
Marlin S. schrieb: > Ich muss die Spindel am einen Ende für das Festlager bearbeiten lassen > (auf den Durchmesser und Länge abdrehen lassen Häh ? Marlin S. schrieb: > meine CNC Fräse ist nun endlich fast fertig Du hast eine Portalfräse aufgebaut ohne dich zuerst um die Spindeln zu kümmern ? Normalerweise gibt es komplette Sätze aus Spindel mit bearbeitetem Ende und Lager und Mutter für kleines Geld aus China. Dort, wo es auch Motoren, Zahnriemen, Schrittmotortreiber, Fräsmotoren herkommen. Ich denke mal, du baust jetzt deinen Kram wieder schön auseinander, kaufst fertige Kugelumlaufspindeln, und konstruierst neu. Halt, vorher aus der gewünschten Verfahrgeschwindigkeit und Beschleunigung die Motorkraft ausrechnen, das träge Gewicht der bewegten Massen hast du durch deinen Musteraufbau ja, und einen Schrittmotor suchen, dessen Datenblatt in einer Drehmomentkurve zeigt, dass er diese Kraft auch bei der Geschwindigkeit aufbringen kann, daraus ergibt sich dann der Treiberstrom und die Netzteilgrösse. Auswahlbeispiele für Kugelgewindetriebe, von Motorleistung bis Lebensdauer: https://tech.thk.com/de/products/pdf/de_b15_069.pdf http://crinq.github.io/js_stuff/drive_calc/index.html (Berechnung Kugelgewinde) Die benötigte Motorleistung berechnet sich so: http://rn-wissen.de/wiki/index.php?title=Motorkraft_berechnen http://de.nanotec.com/support/faq/ (Plug & Drive Motore und Motorcontroller:Welches Netzteil ist erforderlich ?) http://www.torcbrain.de/drehmoment-und-leistung/ (Nm und upm in Watt)
MaWin schrieb: > Marlin S. schrieb: >> Ich muss die Spindel am einen Ende für das Festlager bearbeiten lassen >> (auf den Durchmesser und Länge abdrehen lassen > > Häh ? Nennt sich Endenbearbeitung. Bietet jeder Hersteller an und ist eher die Regel als die Ausnahme. > Marlin S. schrieb: >> meine CNC Fräse ist nun endlich fast fertig > > Du hast eine Portalfräse aufgebaut ohne dich zuerst um die Spindeln zu > kümmern ? Keine Panik :-) Marlin S. schrieb: > Also im CAD
Keine Ahnung, ob die hier für dich infrage kommen, sind dafür aber wohl recht günstig in verschiedenen Längen erhältlich: https://www.motedis.com/shop/Dynamik-Lineareinheiten/Kugelumlaufspindel-Zubehoer/Kugelumlaufspindel:::213_368_474.html
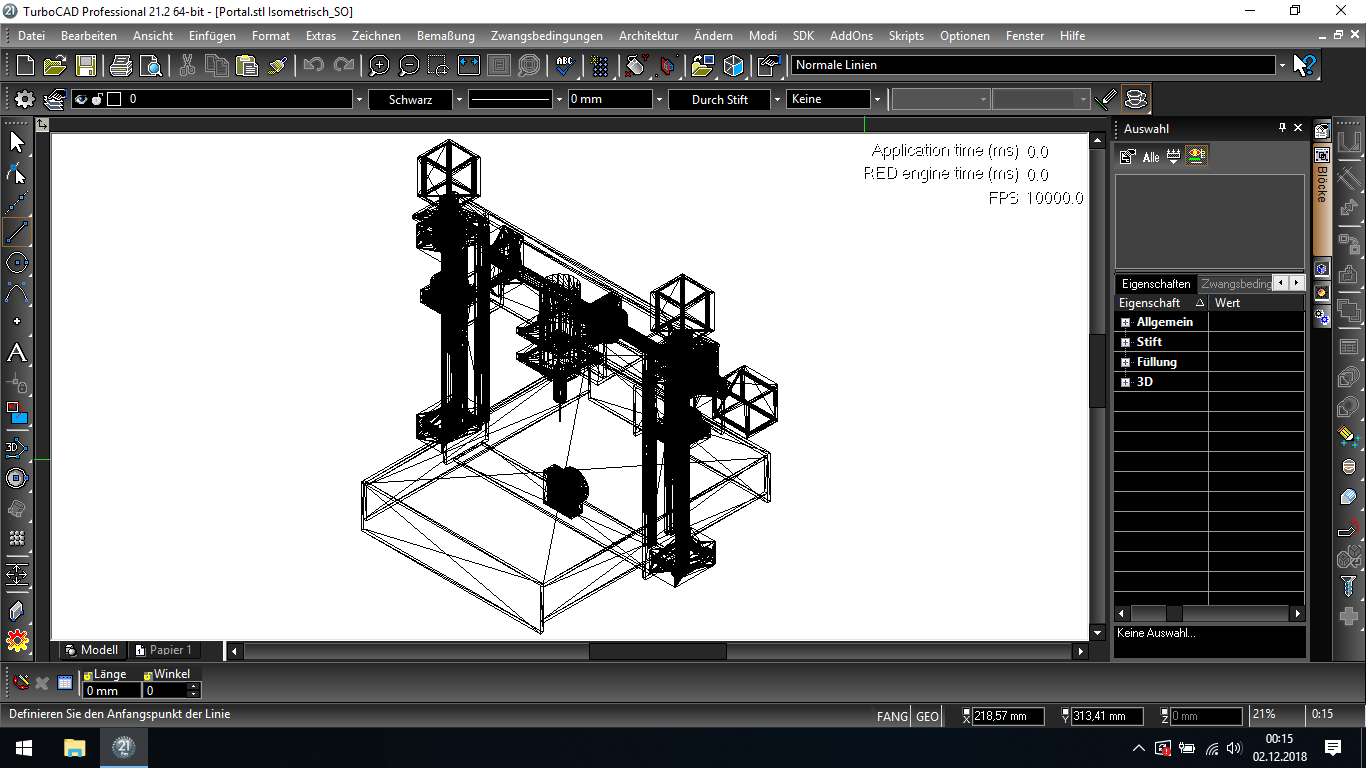
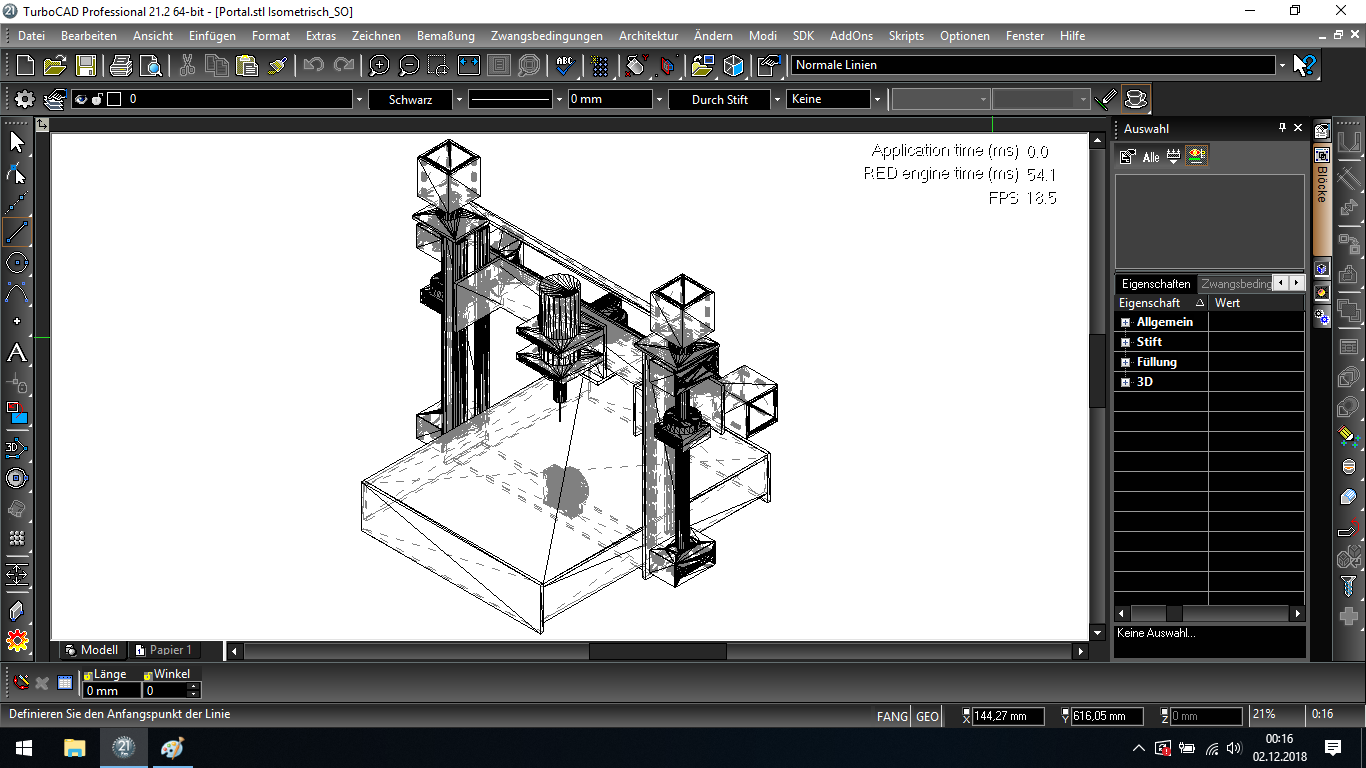
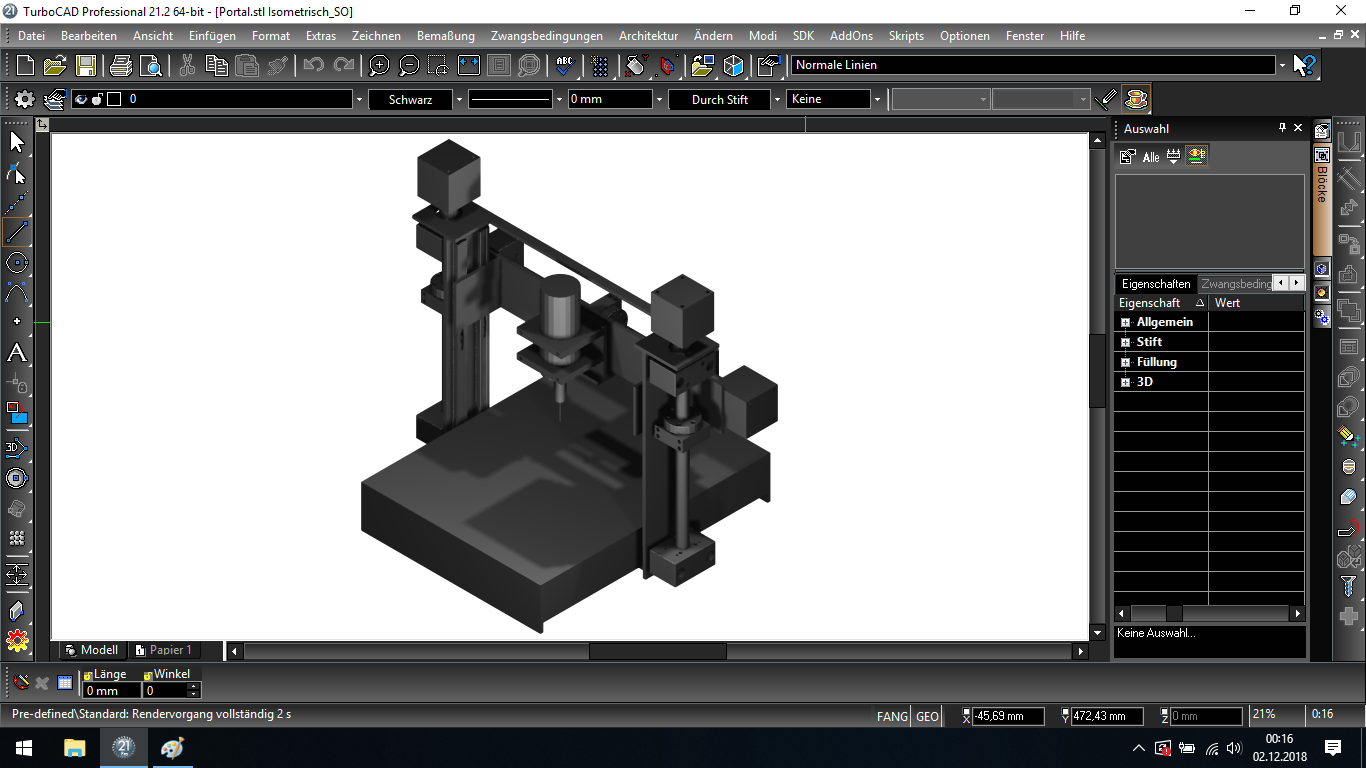
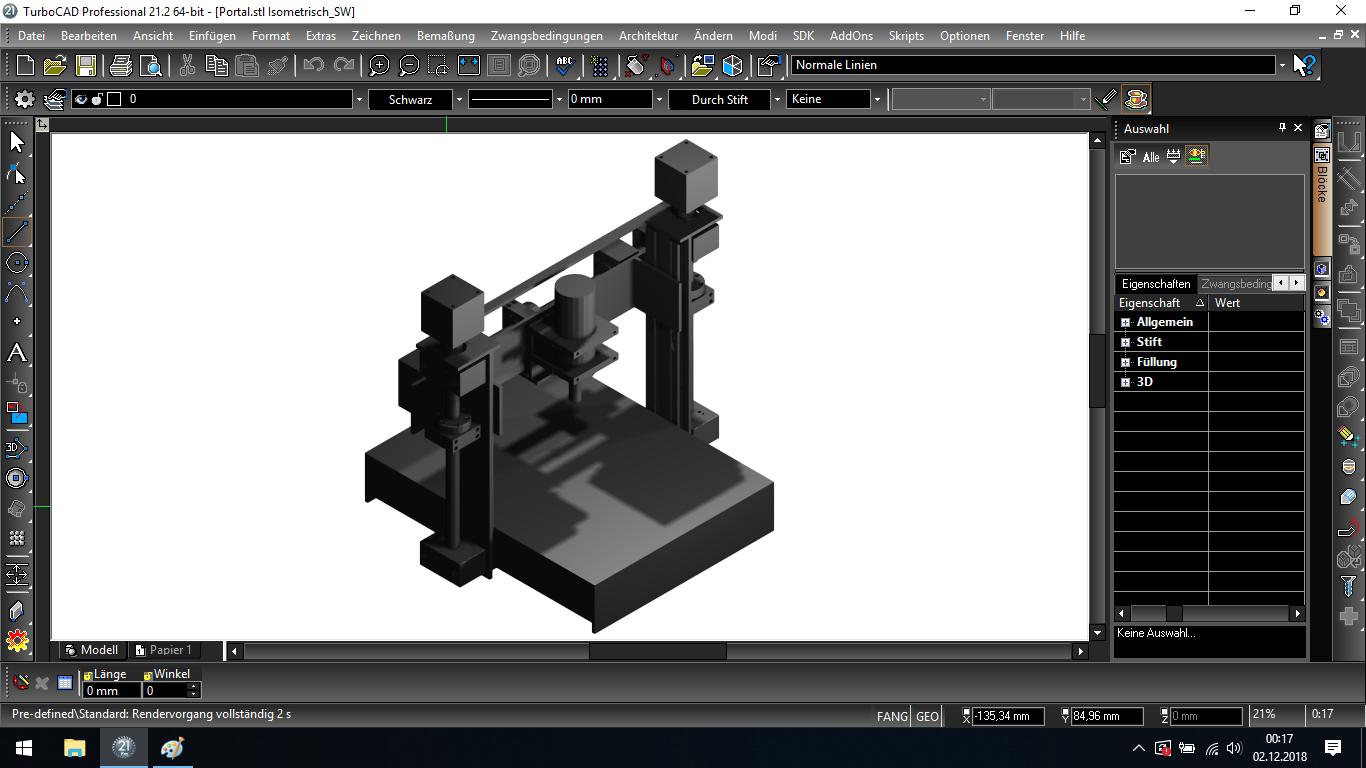
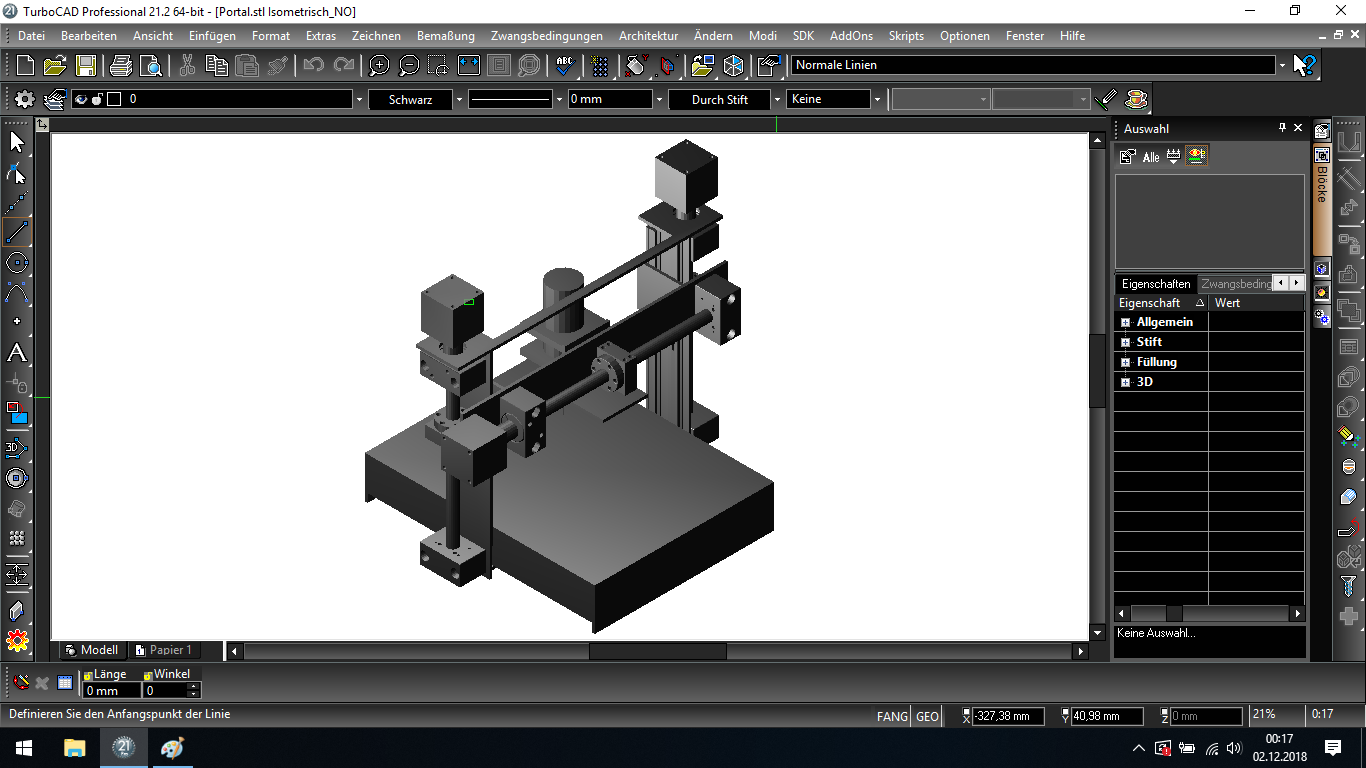
So, ja also hier mal ein paar Fotos. Ich stehe einfach mal drüber.... Ich sage es extra vorab... die VERSTEIFUNGEN Fehlen noch, das weiss ich selber. So wie jetzt ist das noch Käseweich. Ja. Da ich die gesamte X Achse als Z geplant habe, fahre ich die komplette X Achse hoch/runter. Man könnte jetzt hergehen und einen Motor nehmen mit Zahnrädern, Keilrippenriemen etc. Habe ich keine Erfahrung mit also nehme ich zwei Motoren. Wie man vielleicht sieht sind noch nicht alle Teile "verbunden". Durch die Spindeln etc. muss ich eventuell noch was verschieben etc. Das halt also Absicht und ist kein Fehler in der Zeichnung. Ich habe das ganze schon etwas kleiner in Holz nachgebaut. Also von prinzip her wird das ganze so funktionieren. Auch technisch (man stellt sich den Aufbau kleiner und ohne Spindel vor, also hin und her schieben). Also das geht. Die Kunst besteht jetzt eigentlich nur noch darin das ganze möglichst Steif zu bekommen und dann die beiden Motoren für Z höchst GENAU anzusteuern. Warum lasse ich die Spindeln fertigen? Ganz einfach. Ich habe ein Arbeitsbereich den ich erreichen will bzw. muss. Je nach Planung passen die dann einfach nicht. Also die nächst größeren. Geht zwar. Dann wird mir die ganze Fräse aber zu groß. Naja, eigentlich, je größer um so besser. Geht aber nicht da die Fräse ihren festen Platz bekommt und ich da wieder abstriche machen muss. Wie allerdings schon erwähnt, ist das bearbeiten meist inbegriffen oder für einen sehr geringen Aufpreis dazu zu bekommen. Also warum dann nicht passgenau? Und bei knapp 30 Euro / m Edelstahlkugelumlaufspindel und Bearbeitung gegen Kaffeegeld.. Die Spindeln kann ich geschliffen, gerollt oder gewirbelt bekommen. Toleranzklassen T3 DIN 69051 Material 42 CrMo4V 50 CrMo4 CF-53 (Werkstoffnummern: 1.7225 / 1.7228 / 1.1213) Was auch immer das alles heißt, aber das wird schon vernünftig sein.
MaWin schrieb: > Die benötigte Motorleistung berechnet sich so: Die berechne ich in etwa so. Nema23, 3Nm. Passt, hat Kraft, wird genommen...
Marlin S. schrieb: > ja also hier mal ein paar Fotos. Sehr schön. Viele nette Bilder ohne jegliche "Aussage-Kraft". > Ich stehe einfach mal drüber.... Wenn Du da schon in der gesamten Thematik "drüber stehst", dann ist es ja gut. ;) Wozu fragst Du denn dann hier eigentlich überhaupt noch nach etwas? Ach so, noch etwas dazu: > Wie allerdings schon erwähnt, ist das bearbeiten meist inbegriffen oder > für einen sehr geringen Aufpreis dazu zu bekommen. Also warum dann nicht > passgenau? Genauigkeit "kostet" immer und überall! > > Und bei knapp 30 Euro / m Edelstahlkugelumlaufspindel und Bearbeitung > gegen Kaffeegeld.. Du scheinst in einer recht bemerkenswerten "Vorstellungswelt" zu leben. :D "Kaffeegeld" für jemand, der für Dich arbeiten soll? Du hast ja 'ne Ahnung davon, was Fremdleistungen kosten. Genauer gesagt: gar keine! > Die Spindeln kann ich geschliffen, gerollt oder gewirbelt bekommen. Na klar, kommt halt darauf an, welche Qualität an Spindeln Du haben willst. Die kosten halt jeweils auch entspr. Kannst Dir aber auch Plagiate kaufen. Hast Du Dir eigentlich jemals Gedanken darüber gemacht, warum in Deutschland gefertigte Maschinen immer noch erfolgreich in alle Welt verkauft werden können? Glaubst Du im Ernst, daß in solchen deutschen Maschinen der "letzte Scheißdreck", der weltweit "billigst-möglich" erhältlich ist, verbaut wird? Falls Du das glauben solltest, bin ich mir sehr sicher darin, daß Du Dich ganz gewaltig irrst. Du hast für Deine Maschine die Wahl, eine "Käsefräse" oder eine Maschine bauen zu wollen, die einigermaßen präzise ist. Welche Genauigkeit willst Du denn erreichen können? Nur das ist doch die grundsätzliche Anforderung, der alles andere unterzuordnen ist. Grüße
L. H. schrieb: > Glaubst Du im Ernst, daß in solchen deutschen Maschinen der "letzte > Scheißdreck", der weltweit "billigst-möglich" erhältlich ist, verbaut > wird? Ähm, ja, erlebe quasi täglich genau das. Die bestverkauften Maschinen deutscher Ingenieurskunst sind derzeit Autos. L. H. schrieb: > Du hast für Deine Maschine die Wahl, eine "Käsefräse" oder eine Maschine > bauen zu wollen, die einigermaßen präzise ist. Na ja, sein Ding wackelt ja schon beim Angucken. Er will nicht nur das Portal höch und runter fahren (das wäre ok) sonden auch noch hin und her verschieben an statt einen Tisch mit dem Werkstück unter dem Portal durchzufahren, weil er geizig glaubt damit Platz zu sparen. Man sieht jetzt schon, wie beide Pylonen vor und zurück kippeln und durch ihr dünnes Trägerblech nach rechts und links wackeln. Für's gravieren einer Leiterplatte reicht's vielleicht.
Marlin S. schrieb: > die VERSTEIFUNGEN Fehlen noch, das weiss ich selber. Versteifung pappt man an eine Fräsmaschine nicht nachträglich ran, sondern die Steifigkeit ist integraler Bestandteil der Konstruktion.
Hi
>hier mal die files...
Mit TurboCad-Files wird hier aber kaum jemand etwas anfangen können.
Ich habe zwar TurboCad21. Aber Fräsen interessieren mich nicht Wirklich.
MfG Spess
Marlin S. schrieb: > So, > > ja also hier mal ein paar Fotos. Ich stehe einfach mal drüber.... Das sind keine Fotos, sondern billigste Darstellung. Mit TurbuCAD Pro kann man sicher wesentlich besser rendern! Sicher bist du stolz auf dein Machwerk. Mit Konstruktion hat es aber nichts zu tun. Du mußt wesentlich mehr Gas geben.
Marlin S. schrieb: > die VERSTEIFUNGEN Fehlen noch, das weiss ich selber. So wie jetzt ist > das noch Käseweich. Ja. Wo sollen die denn noch dran ? Ist doch alles vernaut. Zum Drucken kann es gehen aber zum fräsen? Viel zu hoch. Schaue mal nach oben liegender Gantry. So habe ich meine gebaut.
Es wäre wohl besser die Z Achse hoch und runter zu bewegen anstatt das ganze Portal. Schwerpunkt.
Stephan schrieb: > Es wäre wohl besser die Z Achse hoch und runter zu bewegen anstatt das > ganze Portal. Schwerpunkt. Schwerpunkt bei den kleinen Freiheitsgraden? Mich würden die Führungsschienen interessieren. Viel eher hätte ich Bedenken bzgl. der Synchronisierung der beiden Z-Motore. X/Y-Achse: Wenn man den Lagerbock vernünftig konstruiert (2 Axial-,1 Radiallager), kann an auf das Loslager am Spindelende verzichten. Die Spindel ist ja in der Kugelumlaufspindel noch mal gelagert. Bei vielen Maschinen ist das so konstruiert, kann also nicht falsch sein.
Cerberus schrieb: > Viel eher hätte ich Bedenken bzgl. der Synchronisierung > der beiden Z-Motore. Ist eigentlich nicht so dramatisch wie es klingt. Ich habe jede Seite eine Lichtschranke. Diese sind in der Lage einstellbar. Den Rest macht Mach3 über die Slave Funktion bei jeder Referenzfahrt. Erst hatte ich über einen umlaufenden Riemen gedacht. Aber bei einer Länge von 1m wird das vermutlich nichts.
Allerdings habe ich die in Y Richtung. Obenliegende Gantry.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.