Hat hier einer Erfahrung mit PETG? Ich hab wirklich allergroesste Probleme damit dieses Material zu drucken. Hauptproblem ist eine aeusserst mangelhafte Haftung auf der Bodenplatte. Dieses besteht entweder aus einer Art schwarzer Carbonplatte oder einer Glasscheibe. Das Zeug haelt wirklich GARNICHT. Probiert hab ich schon alles alles zwischen 60 und 100Grad fuer das Hotbed und 200 bis 250Grad fuer das Hotend. Mit anderen Materialien (ASA, PLA oder CO-Polyester) kenne ich solche Probleme nicht. Was mich wundert, wenn man im Internet so rumliesst kann man den Eindruck gewinnen das PETG eher unkritisch ist und sich fast so gut wie PLA drucken laesst. Nach meinen Erfahrungen stimmt das nicht. Hat hier schonmal jemand 285HDGLA-STBLU von Reichelt erfolgreich gedruckt? Olaf
Das Material von Reichelt hatte ich noch nicht, aber PETG funktioniert ganz gut. Mit 85 Grad Bett und 230-235 Grad am Hotend lässt sich das PETG von DasFilament bei mir einwandfrei drucken. Bettmaterial ist Alu. Reinigen tu ich das mit Glasreiniger. Aufrauhen mit der groben Seite eines Topfschwammes hat eine massive Haftungsverbesserung gebracht, wird bei Glas aber vermutlich nicht klappen. Danach hält das Material bombig und ich habe eher Probleme die Teile ab zu bekommen. Wenn das Bett abkühlt ist, lösen sie sich hingegen quasi von allein.
Auf Kapton Tape. Vielleicht etwas Alleskleber (Lösemittelhaltig) drunter. Druckbett kalt. Geht super.
So, langsam hab ich es im Griff. Temperatur hat noch nicht gestimmt. Auf der Rolle steht man soll mit 185 bis 225Grad drucken. Ich muss jetzt mit 260Grad drucken damit es gut wird. Das finde ich in sofern erstaunlich weil ich bei anderen Materialien den Vorgaben zumindest mal grob trauen konnte. Ich denke also nicht das mein Drucker Unsinn misst. Olaf
Olaf schrieb: > Auf > der Rolle steht man soll mit 185 bis 225Grad für PETG kenne ich bisher eher höhere Temperaturen, 260 klingt schon sehr hoch, ich drucke mit 235 (Ansage auf der Rolle ist 220-235)
80°C Glas mit Haarspray. Hält bombenfest und löst sich nach dem Abkühlen.
Hallo, PETG und ABS drucke ich auf Glas mit 105 Grad. zur Haftung mische ich 50:50 Wasser mit Holzleim und rakle das (relativ) gleichmäßig auf die Platte. Durch die Erwärmung verdampft das Wasser und ich bekomme auch absolut glatte Flächen damit hin. Die Beschichtung ist mehrfach verwendbar und unter heißem Wasser mit Kochfeldschaber einfach von der Glasplatte zu entfernen.
Ich bin auch ein bisschen enttäuscht über das Wunder-Material PETG. Es geht ein bisschen besser als ABS, aber hat andere Nachteile. Z.B. zieht es extrem Fäden, was sich dann im, man glaubt es kaum, Stringing bemerkbar macht. Ich drucke es auch relativ heiss, 240°C und auf Malerklebband, alles Andere hat sich bei mir nicht bewährt. Gruss Chregu
Christian M. schrieb: > aber hat andere Nachteile. Z.B. zieht > es extrem Fäden, was sich dann im, man glaubt es kaum, Stringing > bemerkbar macht. Leg es eine Stunde in den Umluftofen bei 70°C um es zu trocknen. Danach besorgst Du Dir Toppits 8l Gefrierbeutel mit Zip-Verschluss (passt je 1 Rolle rein) und einen Sack voll Silica Gel (Kieselgel), 150g pro Rolle mit in den Beutel. PETG hat nach ungefähr 1 Woche Gleichgewicht mit der Umgebungsfeuchtigkeit erreicht, Halbwertszeit ist ungefähr 1 Tag. Es kann bis zu 0,7% seines Gewichts an Wasser aufnehmen. Also erst unmittelbar vor dem Druck aus der Tüte holen und danach gleich wieder rein. Erste Symptome für feuchtes PETG sind extensives Stringing. Trockenes PETG macht keinerlei Probleme mehr mit Fäden ziehen und druckt sich kinderleicht. Glasbett, 80°C und Haarspray für Bettanhaftung. Lüfter aus oder nur bei Überhängen um Warping zu vermeiden.
:
Bearbeitet durch User
Ich drucke auf einem Ender-3 nichts anderes als PETG. Rollen von Das Filament und Sunlu. 70°C für das Glasbett (so eines hier: https://www.amazon.de/gp/product/B07DSC9TJQ/ ) und 245°C Druck-Temperatur, nachdem ich da drunter etwas Probleme mit der Layer-Haftung hatte, also die Layer untereinander. Vor dem Druck wische ich das kurt mit IPA ab, das verbessert mindestens die Haftung indem es die Fingerpatscher entfernt. Kein Klebestift, kein Tape kein Haarspray. Solange das heiss ist bekomme ich das normalerweise gar nicht runter. Wenn ich feststelle, dass sich das beim Drucken ablöst, dann stelle ich einfach das Bett minimal nach das die Düse dichter dran ist.
Angehängte Dateien:
-

100_92621.jpg
71 KB
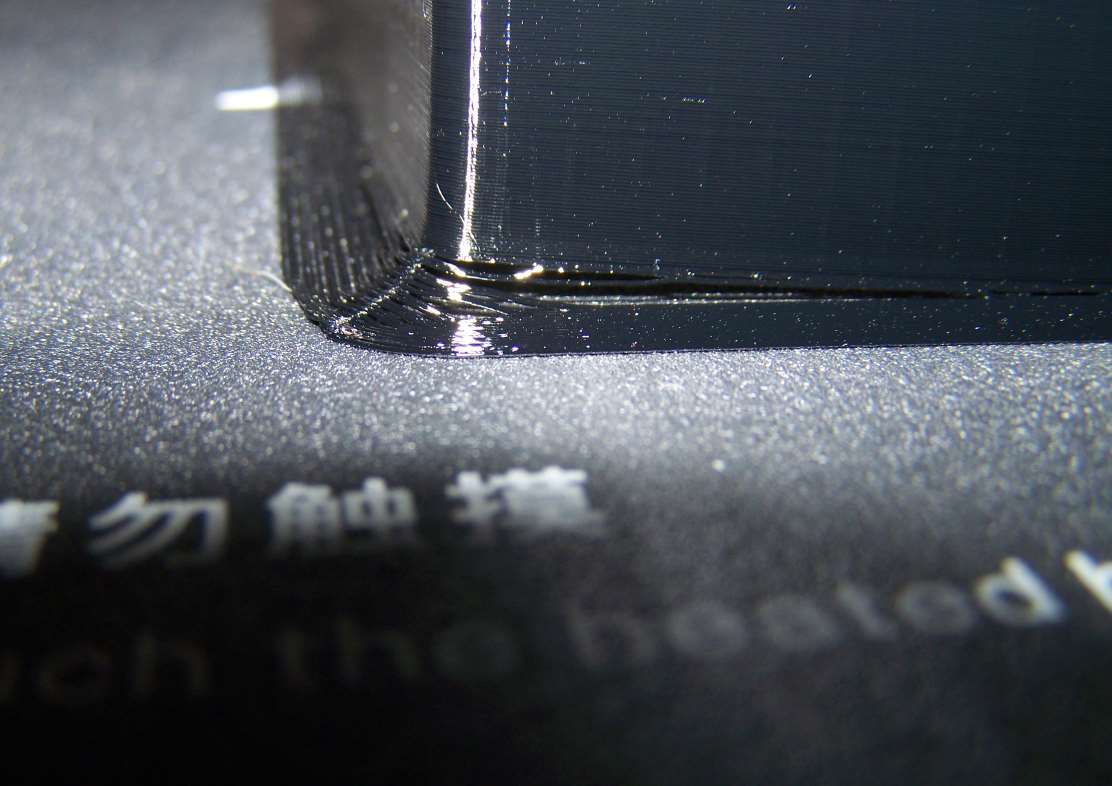
Hallo, ich habe auch Haftungsprobleme mit PETG. Das Teil im Bild ist von einer frischen Rolle PETG, mit ordentlich Brim (damit überhaupt etwas haftet), einer Hotendtemperatur von 235°C und einer Betttemperatur von 80°C gedruckt worden. Der Hersteller empfiehlt 230-250°C und 80-120°C. [3D-Hero PETG, https://www.amazon.de/dp/B07CPT4WB1/ ] Mit PLA hatte ich bis jetzt keine Probleme, das klebt auch ohne Brim auf derselben Oberfläche vom Ender 3 bombenfest.
_Gast schrieb: > ich habe auch Haftungsprobleme mit PETG. Das ist Warping. Schalt mal den Lüfter aus, oder lass ihn nur angehen wenn Überhänge oder Brücken gedruckt werden.
> Ich bin auch ein bisschen enttäuscht über das Wunder-Material PETG. Es > geht ein bisschen besser als ABS, aber hat andere Nachteile. Ich hab den Eindruck das es da grosse Unterschiede bei den Herstellern von PETG gibt. Ich hab das schon privat ohne Probleme auf meinem Prusa-Selbstbau gedruckt. Die Probleme hatte ich aber in der Firma mit einem 10kEuro Drucker wo alles vom feinsten geregelt wird mit HDGLASS. Zuhause hab ich Minadax. Da drucke ich auch nur mit 235Grad. Ich drucke sonst auch viel ASA. Das ist aehnlich wie ABS aber besser. Stinkt nicht! Gibt es aber nicht in sovielen Farben. > Z.B. zieht > es extrem Fäden, was sich dann im, man glaubt es kaum, Stringing Da hab ich weder privat noch in der Firma beobachtet. Ja, man sieht auch mal einen duennen Faden. Aber so wenig das ich es fuer nicht erwaehnenswert halte. > bemerkbar macht. Ich drucke es auch relativ heiss, 240°C und auf > Malerklebband, alles Andere hat sich bei mir nicht bewährt. Ich hab jetzt erstmal die Idee mit dem Capton auf Glas uebernommen. Das klappt bei 260Grad ganz gut. Man kann die Teile aber nach dem Druck einfach so mit leichtem Ruck runternehmen. Olaf
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.