Hallo. Gibt es hier jemanden der Zugriff auf eine CNC Drehbank hat und mir von 5 Kugelumlaufspindeln die Enden bearbeiten kann? Die Endenbearbeitung soll für BK10 und BF10 Los-/Festlager erfolgen. Zeichnung stelle ich zur Verfügung. Die Spindeln sind von TEA Hamburg. TEA Hamburg sendet mir die Spindeln heute noch zu. Für die Endenbearbeitung hat TEA jedoch 4-6 Wochen veranschlagt. Diese Zeit habe ich nicht. Ich müsste die Spindeln bis spätestens 30.04. bearbeitet. Der Weg ist mir egal. Ich würde die Spindeln bringen und abholen. Selbst wenn es 400/500km pro Strecke wären. Ich komme auf dem MK (Mãrkischer Kreis bei Hagen/Dortmund). Ich habe hier in der Umgebung schon einige Firmen kontaktiert. Jedoch will keine es "inoffiziell" gegen Kaffeegeld machen.... Offiziell 2 - 4 Wochen. Und diese Zeit habe ich wieder nicht. Vielleicht gibt es hier ja den ein oder anderen dessen Chef es z.b. erlaubt, wenn die Maschine gerade nicht genutzt wird, das man privat etwas machen darf. Oder hat die Möglichkeit das in der Nachtschicht zu bearbeiten. Es wäre echt super wenn sich jemand finden würde. Bitte mit Preisvorstellungen. Vielen Dank.
:
Bearbeitet durch User
Ist Dir Berlin zu weit? Wenn nicht könnte ich mal eine befreundete Firma fragen, aber ob die Zeit haben weiß ich auch nicht. Zumal da ja auch erst das Programm für die Maschine geschrieben werden muß, also mal schnell zwischendurch für nur einmalig fünf Stück... das lohnt sich für eine CNC-Maschine eigentlich nicht wirklich. Edit: Ich weiß auch nicht was Du mit Kaffeegeld meinst. Klingt so, als ob Dir nicht ganz klar ist, was bei so einer Maschine die Betriebsstunde kostet. Zumal Dich auch niemand privat an so eine Maschine lässt. Ein kleiner Fehler im Programm kann einen Crash mit einigen tausend Euro Schaden verursachen, plus Produktionsausfall... Nee, privat kannst Du das knicken. Wenns ein reines Drehteil ist: Händisch auf einer manuellen Drehbank geht nicht?
:
Bearbeitet durch User
Hi. Vielen Dank. Nein also Berlin sind 600km... Ist aber jetzt auch nicht so das Problem. Nein ich weiss nicht was für ein Aufwand das ist. Mein damilger Freund hat in einer Metallbude gearbeitet die solche Maschinen haben. Er durfte dann für sich privat (er kennt sich damit aus) nach der Arbeit und wenn die Maschine natürlich nicht genutzt wurde sich selber mal was fräsen, drehen etc. Also das war vom Chef erlaubt. Aber eben nur nach der Arbeitszeit und wenn die Maschine frei war. Zuletzt war er auch öfters am Wochenende in der Firma (geschlossen) und hat sich Teile gefräst/gedreht. Da war es eben mein Freund....da war es mit 10euro für die Kaffeekasse (wegen Strom) erledigt. Ich bin gut und gerne bereit dafür zu zahlen. Daher schrieb ich ja vielleicht hat ja auch jemand ein derartiges Privileg und möglichkeit (auf seiner Arbeitsstelle z.b.) mir das zu machen. Kaffeegeld... Nunja... Würde ich sagen für dies das jenes wäre es ja vll noch "Schwarzarbeit"... Demnach belassen wir es beim "Kaffeegeld".
Hallo, mein Tipp wäre, dass du dir jemanden suchst der das auf einer konventionellen Maschine macht, da ist die Auswahl deutlich größer und es haben durchaus einige Hobbyisten eine Drehmaschine im Keller stehen. Bei Firmen kannst du hier in BaWü schon froh sein, wenn das in 2-4 Wochen gemacht ist. Ansonsten empfehle ich dir in der cncecke zu fragen. Gruß Jonas
Hab gerade mal nachgeschaut wie die Wellenenden aussehen müssen. Das läuft wohl auf einer CNC Drehe mindestens auf ein angetriebenes Werkzeug hinaus, da an der Seite mit dem Gewinde Abflachungen zum Gegenhalten mit einem Gabelschlüssel sein müssen. Auf manuellen Maschinen sind außer drehen von D8 und D10 auf H7 Toleranz (+0 -15µm) plus Einstich für Sicherungsring plus Gewinde M10x1 noch 2 Durchgänge auf der Fräse nötig. Ich schätze das auf einen Zeitbedarf von mindestens eine halbe Stunde pro Spindel. Zum Spannen wäre auch eine Spannzangenaufnahme einem Backenfutter auf jeden Fall vorzuziehen.
:
Bearbeitet durch User
Hallo zusammen, 5 Kugelumlaufspindeln die Enden bearbeiten von TEA. Die werden doch vor dem Überdrehen noch ausgeglüht, oder ? Dann könnte man die ja mit HSS bearbeiten, ansonsten bei 1 bis 3/10 mm dicke der härte Schicht mit aufgelöteter HM Platte probieren. CBF für gehärtete Stähle fällt eigentlich aus, da unterbrochener Schnitt. Ja das erklärt auch den Preis der Endbearbeitung bei TEA und Co. Gruß ic_tester
:
Bearbeitet durch User
Kugelumlaufspindeln sind wohl meistens oberflächengehärtet. Bedeutet zuerst dreht man diesen Teil mit einer Keramikplatte runter und danach gehts mit "normalen" Werkzeugen weiter. Unterbrochener Schnitt ist korrekt, mag die Platte nicht so, aber schlimmer sind Temperaturschwankungen bzw die Abkühlung der Platte durch das Kühlschmiermittel nach dem Hartdrehen. Man braucht an der Stelle ja auch keine superschöne Oberfläche, es reicht wenn der gehärtete Teil runtergekratzt wird. Wenn die Welle durchgehärtet ist, wird's werkzeugmordend. Beim Schruppen gehts meistens noch, aber viele Schlichter mögen es nicht so sehr... und wenn die brechen dann viel Spaß mit den Passungen. Ansonsten wäre das hier in Berlin mit einem Bearbeitungszentrum möglich (wenn da noch eine Aufnahme gefräst werden soll), aber Dich wird niemand an die Maschinen lassen. Kann Dir dann nur einen Kontakt vermitteln, was draus wird und was es am Ende kostet liegt nicht in meiner Hand. Das Problem ist das Programm zu schreiben und das Einrichten der Maschine... zwei Mal (einmal pro Ende) für gerade mal 5 Stück.
Hallo, erstmal lieben dank für die ganzen Antworten. Das Material ist Stahl 50CrMo5QT Oberfläche gehärtet 58-62HRC Was genau das nun heisst? Weiss ich nicht. Ob mein EX Freund das damals per Hand oder per CNC Drehmaschine abdrehte kann ich nicht sagen. Ich weiss halt nur er hat es mitgenommen und nach Feierabend oder eben an einem Samstag ist er in die Firma gefahren und kam mit dem fertigen Teil wieder. Ist zwar mein Ex, aber was soll es. Hier der Link zu seiner Firma http://isero.de/CNC-Drehteile-Fr%C3%A4steile-Kunststoff-Stahl-Aluminium-Edelstahl.html Da sieht man auch die Maschinen ganz gut. Also dadrauf hat er die Teile gedreht. Details was wie wo? Kann ich leider nicht sagen.
62HRC ist schon gut hart, in etwa so wie ein richtig gutes Messer. Keinen Kontakt mehr zu Deinem Ex? Ich habe das Gefühl, daß das hier allein durch die Fahrt ungeahnt teuer werden könnte.
Auch wenn das hier nichts zu suchen hat... Nach unserem Streit und der Trennung musste ich schon mit ner Lohnpfändung drohen das ich den Kindesunterhalt bekomme. Die fronten sind derart verhärtet da muss man nicht unbedingt noch Benzin ins Feuer schütten. Klar würde ich den Chef fragen.. aber muss nicht unbedingt sein.
Hallo Nadine hier gibt es eine Firma die genau solche Arbeiten für uns machen. Evtl. haben die schon passende Programme. Ich weiß aber nicht ob die Zeit haben, es für "privat" machen, wie lange es dauert und was es kostet. Es sind ca. 520 km von Lüdenscheid, evtl. Könntest du es auch dorthin weiterschicken. http://www.kuttruff-maschinenbau.de/startseite.html Viel Erfolg Gruß Andreas
Nadine W. schrieb: > Hier der Link zu seiner Firma Werbung? Das ist ein µC Forum, was genau erhoffst du hier zu finden? Wozu der Link?
Danke euch... Ben... Kannst du vielleicht vermitteln? Dann kann ich da mal anfragen. Andreas.... Danke. Auch dort werde ich mal anfragen. Nadine W. schrieb: > Hier der Link zu seiner Firma > > http://isero.de/CNC-Drehteile-Fr%C3%A4steile-Kunststoff-Stahl-Aluminium-Edelstahl.html > > Da sieht man auch die Maschinen ganz gut. Also dadrauf hat er die Teile > gedreht. Hhhmm.... Also was das mit Werbung zu tun hat weiss ich auch nicht. Lieber poste ich den link als das Foto von der Seite zu "klauen" und ggf gegen Copyright zu verstoßen... Damit waren die Maschinen gemeint. Nicht die Firma. Ob das nun CNC oder normale oder sind.. KA.. Das schrieb ich aber auch einen oder zwei posts vorher...
:
Bearbeitet durch User
Meine wurden geschliffen. Mit der Drehbank wollte er da nich ran.
Du solltest die Zeichnung hier einstellen, damit eventuelle Interessenten auch sehen, was gemacht werden muss und ob ihre Maschinen dafür geeignet sind. Dann kann man auch etwas zum Preis sagen. Ob für fünf Spindeln die Programmierung lohnt? Ich würde so etwas auf meiner manuellen Drehbank erledigen. Oberflächengehärtete Wellen kann man an den zu bearbeitenden Stellen schleifen (zur Not tut es eine eingespannte Flex), bis man "durch" ist. Das klappte hier bisher immer sehr gut. Man muss seine Maschinen ja nicht mehr belasten als nötig :-)
Er hat schon ne richtige Werkzeugschleifmaschine genommen. :-)
Schon klar :-D Aber so geht es auch mit Hausmitteln und einer einfachen Drehbank.
Nadine W. schrieb: > Also was das mit Werbung zu tun hat weiss ich auch nicht. Du hast eine Seite von einer Firma hier verlinkt. Das wäre zB google-technisch Werbung oder eine Umfrage usw. Nadine W. schrieb: > das Foto von der Seite zu "klauen" und ggf gegen > Copyright zu verstoßen... Jetzt hast du etwas anderes gemacht :/ Nadine W. schrieb: > Das schrieb ich aber auch einen oder zwei posts vorher Das ist egal, was du geschrieben hast. Willst du in keine Falle tappen, poste keine geklaute Bilder und verlinke auch sonst nichts. Es war auch nicht notwendig, siehe-> Chris D. schrieb: > Du solltest die Zeichnung hier einstellen, damit eventuelle > Interessenten auch sehen, was gemacht werden muss und ob ihre Maschinen > dafür geeignet sind. > > Dann kann man auch etwas zum Preis sagen. Nadine W. schrieb: > Zeichnung stelle ich zur Verfügung. Ja, bitte. Damit hättest du anfangen sollen. Chris D. schrieb: > Aber so geht es auch mit Hausmitteln und einer einfachen Drehbank. So sehe ich das auch.
Ich frage mich schon die ganze Zeit, warum irgendjemand solch ein Risiko für eine unbekannte Person eingehen sollte, vor allem weil ja schon gleich signalisiert wurde, dass alles, was über ein Trinkgeld hinausginge, eh indiskutabel wäre. Und wenn dann irgendwas doch nicht passen sollte, wird einfach wieder die Ich-arme-alleinerziehende-Mutter-Leier abgespielt. Außerdem stellt man sich dem ständigen Vergleich mit dem bösen Ex-Freund. Bei so etwas kann man doch nur verlieren. Finger weg!
Andreas S. schrieb: > Ich frage mich schon die ganze Zeit, warum irgendjemand > solch ein Risiko für eine unbekannte Person eingehen sollte... Klar. Es wird eine Diskussion losgetreten, mitn Auftrag welches niemand annimt. Der Link von der Firma wird dabei platziert. Gängige praxis um das google ranking zu verbessern. Jemand, der so viel Ahnung von der Materie hat, dass eine CNC Maschine benötigt wird, sucht nicht in Fremd-Foren um Hilfe... Sie hat kein Geld für die Bearbeitung aber für die Maschine "wo ihr" Bauteil gebraucht/verbaut wird schon.
:
Bearbeitet durch User
Richard B. schrieb: > emand, der so viel Ahnung von der Materie hat, dass > eine CNC Maschine benötigt wird, sucht nicht in Fremd-Foren > um Hilfe... Sie hat kein Geld für die Bearbeitung aber > für die Maschine "wo ihr" Bauteil gebraucht wird schon. Ich kann die Situation aber irgendwie nachvollziehen. Das ganze Material ist schon relativ teuer, da versucht man natürlich schon zu sparen. In der CNC Ecke ist man mit Käsefräsen eh nicht angesehen, von daher ist es schwierig von dort etwas zu bekommen. Die Steuerung ist elektronisch, da liegt es nahe hier mal zu fragen. Wenn ich alle Anfertigungen hätte normal bezahlen müssen, hätte ich nicht angefangen bzw. aufgehört. Allein die Z Achse mit evtl. 10 Frästeilen hätte richtig rein gehauen. Aber ich kannte eben Leute. Hier wird ja Niemand genötigt und fragen soll ja noch kostenlos sein.
Die TE möchte offensichtlich selbst eine CNC-Maschine bauen, siehe die anderen Beiträge von ihr. ABER: ohne Zeichnung wird das nix
Angehängte Dateien:
-

Spindel.jpg
22 KB
Hallo, also eine eigene Zeichnung habe ich nicht aber ich habe eine Zeichnug wie das ganze aussehen muss. Nur die Maße in der Zeichnung muss ich angeben aber die Zeichnung ist ja die selbe. Ich lade diese sofort hoch. Ich finde es von manchen Leuten schon echt dreist..... Habe ich irgendwo erwähnt ich habe kein Geld? Habe ich irgendwo gesagt "die arme allein erziehende"? Sowas macht mich richtig sauer... sry aber es kann doch nicht angehen mich hier so "anpumpen" zu lassen. Ich gehe arbeiten. Ich habe ein Kind. Ein Kind kostet Geld. zu einem Kind gehören zwei. Und man ist nun einmal Unterhaltspflichtig. Aber deswegen bin ich keine "arme alleinerziehende" soetwas habe ich nicht nötig. Wie schon erwähnt, die Teile sind allesamt schon teuer genug. Fragen kostet nichts. Und nur weil ich ein Kind habe darf ich immer noch, auch wenn ungewöhnlich ein Hobby haben. Und jedes Geld was ich spare kommt meiner Tochter zu gute. Manche hier schwimmen vielleicht im Geld oder haben keine Kinder. Aber man sollte nicht immer so schnell vorurteilen. Wenn die Bearbeitung als Beispiel 300 Euro kostet und jemand erklärt sich bereits das vll für 100 Euro zu machen das ist das für unsere Haushaltskasse definitiv besser. Und wenn es nicht so ist dann muss ich eben eine Spindel nach und nach machen. Manch einer sollte sich echt mal an den Kopf fassen. Wenn es Werbung wäre hätte ein Moderator hier schon etwas gemacht. Aber entschuldigt bitte das ich mich nicht mit jeglicher Art Maschinen auskenne und einen Link gepostet habe wo man die Maschinen sieht. Tut mir leid. Ist doch echt nicht mehr wahr. Danke zumindestens an die die es verstanden haben. Die Zeichnung ist nur wie die Spindeln gefertigt werden müssen. Nur die Maße stimmen nicht.
:
Bearbeitet durch User
Nadine W. schrieb: > Die Zeichnung ist nur wie die Spindeln gefertigt werden müssen. Nur die > Maße stimmen nicht. Mädel dann mache eine Skizze. Eine Zeichnung mit Maßen die nicht stimmen ist irgendwie sinnfrei.
> Man muss seine Maschinen ja nicht mehr belasten als nötig :-)
LOL!! Dafür sind die gebaut. Bei der mit der ich schon gearbeitet habe
wiegt allein der gusseiserne Grundrahmen 12 Tonnen. Dazu kommen 40kW
Drehspindelantrieb, 12kW Fräsantrieb und 8 Tonnen Vorschubkraft. Ich
glaube, das macht mit einer 10..20mm Spindel kurzen Prozess, egal ob die
gehärtet ist oder nicht.
Ich habe mal angefragt, aber der Chef sagt sie hätten derzeit viel zu
tun, es wäre sehr unwahrscheinlich, daß sie den Termin schaffen.
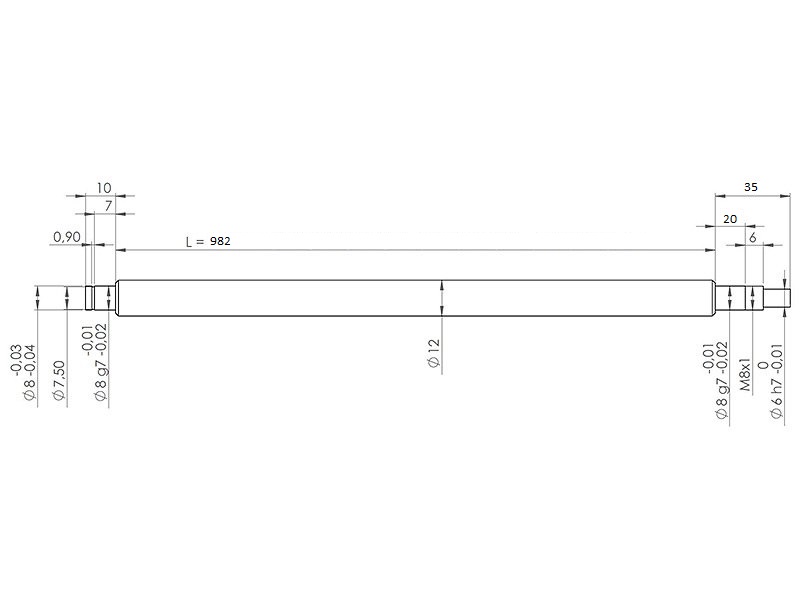
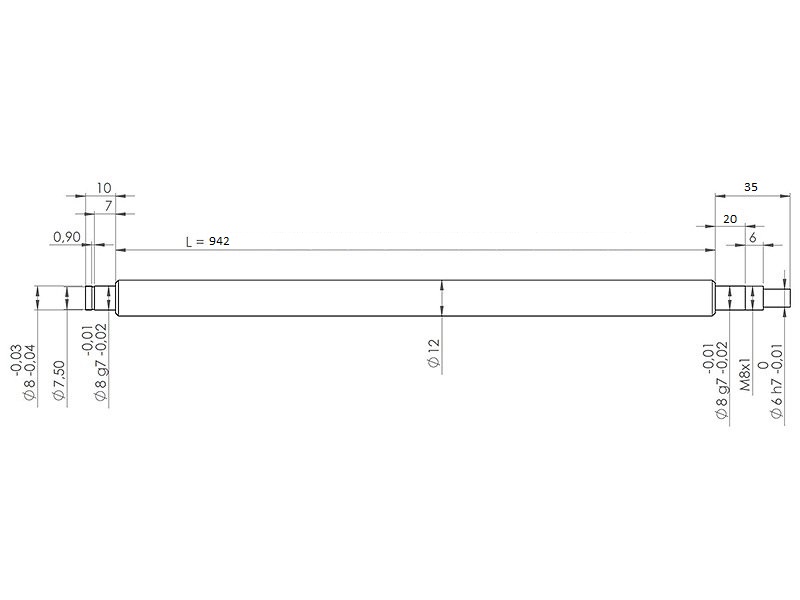
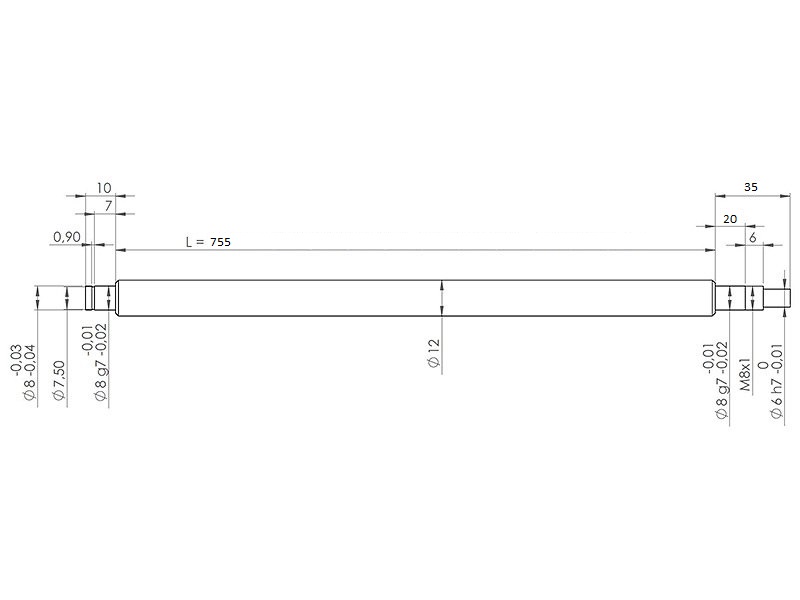
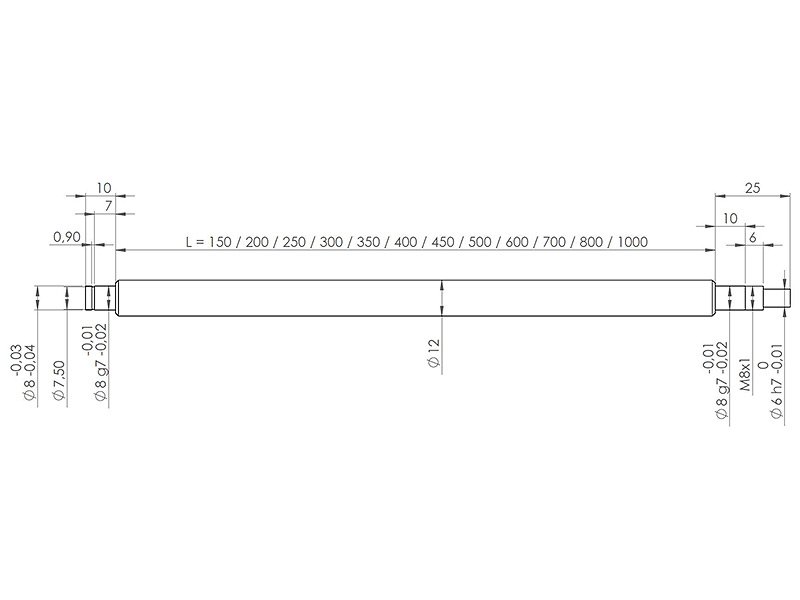
So, hier dann die Zeichnungen. Ich habe nur die Maße angepasst der Rest stimmt ja. X wäre eine Spindel Y und Z je zwei Spindeln @Ben Vielen Dank vielleicht ergibt sich ja doch was oder wie auch immer. Dann wäre ne Rückmeldung echt super :)
:
Bearbeitet durch User
Das sind Standard-Enden, sowas hat die Firma hier auch schon gefertigt, mit noch engeren Toleranzen. Das schwerste daran ist, die g7/h7 Passungen hinzukriegen, händisch schon nicht ganz soooo einfach, weil man es im ersten Versuch schaffen muß. Wenns minimal zu groß ist und man mit der gleichen Werkzeugeinstellung nochmal mit dem Schlichter drüberfährt, ist's danach untermaßig. Ich sehe da aber nichts was gefräst werden müsste. Oder wo ist die Aufnahme für den Gabelschlüssel? Die Fase an den Enden des Kugelumlaufs ist auch nicht definiert. Üblicherweise ist die Aufnahme für das innere Lager (oder Antriebsrad je nach Konstruktion) im Durchmesser etwas größer als das Gewinde für die Haltemutter.
Wenn das BK10-Lager werden, dann ist der Durchmesser nicht 8 sondern 10 mm und das Gewinde nicht M8 sondern M10 http://smarthost.maedler.de/datenblaetter/K42_414.pdf http://smarthost.maedler.de/datenblaetter/endenbearbeitung_BK.pdf
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.