Hallo Zusammen, Ich bin auf der Suche nach einer Lösung wie ich ein Wellrohr schbeiden kann. Immer bei 1020mm. Wie würdet Ihr das umsetzen? Mein Gedanke war mit 2Schrittmotoren die das wellrohr in die gewünschte Länge vorschieben und dann per pneumatikmesser ablänge. Nun ist meine Frage zahlt sich das aus? Oder gibt es dafür einen Gebrauchtmaschinen. Arkt etc? Vlt hat auch jemand von euch was rumliegen? :) Vg Manni
:
Verschoben durch User
Wie viele Tausend Stück willst du denn schneiden? Gibt's heute keine Lehrlinge und Praktikanten mehr?
Joe F. schrieb: > Wie viele Tausend Stück willst du denn schneiden? > Gibt's heute keine Lehrlinge und Praktikanten mehr? :) Guter Ansatz :D Nein Spaß bei Seite es werden ca. 15.000stk. sein. Deshalb wäre was automatisches gut VG
Manni schrieb: > Nun ist meine Frage zahlt sich das aus? Ich denke nicht. Sowas würde ich wohl in Auftrag geben an jemanden, der die passenden Maschinen hat. 15000 ist zu viel, um es selber zu machen, aber zu wenig, um dafür eine zuverlässige Maschine zu kaufen.
Dussel schrieb: > Manni schrieb: >> Nun ist meine Frage zahlt sich das aus? > Ich denke nicht. Sowas würde ich wohl in Auftrag geben an jemanden, der > die passenden Maschinen hat. 15000 ist zu viel, um es selber zu machen, > aber zu wenig, um dafür eine zuverlässige Maschine zu kaufen. Hi danke für die Antwort. Durch die Anforderung +-2mm bei der Länge sollte es nicht ganz zu brutal sein mit der Umsetzung. Wie gesagt es geht um ein Wellrohr Das in aufzrag zu geben ist logistikmäßig auch nicht ganz easy da das Wellrohr relativ viel Volumen hat... Spedition etc.... Deshalb eine gebrauchte Maschine oder selbst eine bauen.
Mark M. schrieb: > Durch die Anforderung +-2mm bei der Länge sollte es nicht ganz zu brutal > sein mit der Umsetzung. Mit "Wellrohr" meinst du das Kunstoffrohr welches aufgerollt kommt? +-2mm ist da schon anspruchsvoll (für manueller Schnitt), mann muss es gerade auslegen, darf aber nicht zu stark ziehen. Warum braucht man das dann so genau?
Mark M. schrieb: > Nein Spaß bei Seite es werden ca. 15.000stk. sein. Ne Kappsäge mit Anschlag und manueller Bedienung. 10 sec je Stück macht 41,67 h Arbeitszeit. Oder man ruft beim Hersteller an, ob sie es machen, aber wird wahrscheinlich nicht billiger.
10 sek ist schon hart, aber man könnte evtl. gleich 5-10 Stück auf einmal sägen. Bis zu einer Woche wird das wohl dauern, könnte aber immer noch schneller sein, als extra eine Maschine bauen. Und 2mm Toleranz klingt schon recht anspruchsvoll für eine Selbstbaukonstruktion.
Eine Maschine zu bauen, lohnt sich nur wenn sie sehr simpel ist und die Herstellung nur ein paar Stunden, maximal 1-2 Tage dauert. Mein Ansatz wäre auch eine Pneumatikschere, falls das mit dem Material klappt und das Plattdrücken beim Schnitt kein Problem ist, sonst Kappsäge, die mit einem Pneumatikzylinder angetrieben wird. Das Wellrohr ließe sich wahrscheinlich mit einem speziell dafür 3d-gedrucktem Zahnrad mit einem Schrittmotor (evtl. mit Getriebe) definiert von der Rolle fördern. Also das Wellrohr ein Stück durch ein Rohr mit leichtem Übermaß führen, dass in einer Aussparung dieses Zahnrad hat, das in das Wellrohr eingreift. Am Ende des Rohres die Schere oder die Säge. Ich würde nicht viel rumrechnen, was die Anzahl der Schritte pro Millimeter angeht. Grob übersschlagen und dann kalibrieren. Die +-2mm sollten damit gut zu erreichen sein.
Wellrohr auf einen Zylinder mit 31,5cm Durchmesser aufwickeln, dann 50..100 Windungen mit einem axialen Längsschnitt (kleine Säge und Anschlag) trennen. Ist zwar alles manuell aber 50..100 Abschnitte auf einen Streich.
butsu schrieb: > Das Wellrohr ließe sich wahrscheinlich mit einem speziell dafür > 3d-gedrucktem Zahnrad mit einem Schrittmotor (evtl. mit Getriebe) > definiert von der Rolle fördern. Also das Wellrohr ein Stück durch ein > Rohr mit leichtem Übermaß führen, dass in einer Aussparung dieses > Zahnrad hat, das in das Wellrohr eingreift. Den definierten Vorschub per SM zu machen, ist eine gute Idee. :) Sollte auch mit einem handelsüblichen Modul-Zahnrad machbar sein. > Am Ende des Rohres die > Schere oder die Säge. Ich würde nicht viel rumrechnen, was die Anzahl > der Schritte pro Millimeter angeht. Grob übersschlagen und dann > kalibrieren. Die +-2mm sollten damit gut zu erreichen sein. Ja. Allerdings würde ich das Führungs-Hüllrohr (unterbrochen) über den Schnitt-Bereich hinaus noch weiterführen. Zum Einen (hauptsächlich) deshalb, damit das Wellrohr beim Abschneiden beidseits abgestützt ist, und zum Anderen, weil der "Nachschub" des Wellrohres ohne weiteres das bereits abgeschnittene Teilstück aus dem nachfolgenden (zweiten Hüllrohr) herausschieben kann. Ganz konkret würde ich beide Führungsrohre in ein 90° Winkelprofil (mit langen Schenkeln) einlegen und dort befestigen, das mit einem Schenkel an einem Rechteck- oder Quadrat-Profil (mehrfach) angeschraubt ist. So, daß man im Schnitt-Bereich im Winkel-Profil das Material entfernen kann, das "weg" muß, damit das Schneidmesser das Wellrohr "frei" durchschneiden kann. @ Manni: Schau Dir bitte hier mal diesen Rohrschneider an: https://www.kemmler.de/sortiment/produkt/rehau-plastics-rauspeed-rohrschneider/-/-/1035510096 In den 1980er Jahren kaufte ich mir mal einen Rohrabschneider von Rehau, mit dem man völlig problemlos Kunststoff-Rohre bis zu über 20mm mit Wandstärken über 2mm (auch VPE) abschneiden kann. Ein Wellrohr bietet dagegen ja vergleichsweise so gut wie gar nichts an Wandstärke, die zu durchtrennen ist. ;) Aber es bietet durch seine "Wellung" eine relativ hohe Stabilität, was Querbelastungen anbelangt. Mein Rohrabschneider sieht zwar etwas anders aus: Er hat im Konter-Gesenk zwei Rollen (mittig mit eingedrehter Nut) drin, aber das Schneid-Messer ist identisch. "Giftig" scharf geschliffener Messerstahl, Dicke ca. 1mm, Material (vermutlich) 1.2842: https://www.nordisches-handwerk.de/stahl-rohlinge/stahl-zum-messermachen/stahl-nicht-rostfrei/1.2842-90mncrv8/ Der "Clou" beim Messer ist der, daß es mit seiner 90°-Messer-Schneide (annähernd) vertikal in's Rohr eindringt und danach weitergehend aber eigentlich "seitwärts" weiterschneidet. Gegen das Gesenk (bei mir die Rollen) oder bei dem vom Kollegen butsu angedachten Hüllrohr. Wichtig ist dabei eigentlich nur, daß ein zu schneidendes Rohr beidseits "abgestützt" ist/wird. Weil das sicherstellen kann, daß man "astreine" Schnitte (quer zum Rohr) erreichen kann. Der Vorteil so eines Messerschnittes ist natürlich der, daß Du keinerlei Zerspanungs-Krümel erzeugst. Falls Du mit einem Messerstahl in Verlegenheit sein solltest: Es gibt immer noch die "alten" Stahl-Sägeblätter (mit beidseitigen Zahnungen). Kannst Du für Deine Zwecke problemlos modifizieren. Im gen. Sinn eines "Querabschneidens" der Wellrohre. Denke auch, daß es jedenfalls sinnvoll ist, sich für die automatische Ablängung eine kleine Sondermaschine zu bauen. Was dabei "bestenfalls" unkalkulierbar ist, könnte das Verhalten des Wellrohres beim Abspulen von ihm sein. Weil dabei "Memory-Effekte" bzgl. Krümmungs-Willigkeit von ihm auftreten können. Sollte sich jedoch durch trichterförmige Eingangs-Bereiche in die Hüllrohre "erschlagen" lassen. Grüße
Manni schrieb: > pneumatikmesser Wohl eher nicht, dann ist das Wellroht platt. Es muss sauber geschnitten werden, mit geringem Schnittdruck, eventuell eine Trennscheibe. Da es ein Wellrohr ist, kommt es auf Genauigkeit nicht so an.
Ich glaube, dass bei Deinem Ansatz irgendetwas in die Hose gegangen ist! 1020mm! Alle Wellrohre, die ich bisher in der Hand hatte waren in etwa so steif wie ein Gummiband;-) Nach kurzer thermischer Änderung (Draußen -> Drinnen) hängt die tatsächliche Länge schon davon ab, ob das Teilstück außen oder innen im Ring war. Der Wickelradius bleibt auch nach dem Ausrollen im Material, es sei denn man erwärmt das Rohteil definiert. Dieses Ergebnis ist aber auch stark mit Väterchen Zufall verwandt.
Michael B. schrieb: > Manni schrieb: >> pneumatikmesser > > Wohl eher nicht, dann ist das Wellroht platt. Nein, das ist bei einem Messer-Schnitt nicht zu erwarten. Und wie man das Messer betätigt, spielt an sich keine Rolle. > > Es muss sauber geschnitten werden, mit geringem Schnittdruck, eventuell > eine Trennscheibe. Aus meiner Sicht ist der Messer-Schnitt hier ideal, weil es dabei weder Zerspanungskrümel (durch Kreissäge o.ä.), noch thermoplastische Umformungen/Gratbildungen (durch Trennscheibe o.ä) geben kann. @ Manni: Schnitt im Keller mit meinem w.o.g. Rohrabschneider ein ca. 20mm-Wellrohr durch. Ging locker-flockig, verglichen mit einem Rohr, das eine größere Wandstärke hat. Damit Du eine Kraft-Größenordnung erhältst, spannte ich den Rohrabschneider fest ein und hängte an den langen Hebel (13cm) eine Federwaage an. Am kurzen Hebel (4cm) war wieder ein Stück Wellrohr eingelegt. Beim Anzug der Federwaage (am langen Hebel) lag die Eindringkraft der Messerspitze bei ca. 20N. Beim Austritt des Messers stieg sie auf etwas über 25N an. Über das Hebelverhältnis kannst Du die Größenordnung der Kraft berechnen, die Du brauchst, wenn Du das Messer (linear geführt) einsetzen willst. Grüße
Wie wäre es mit einem passend abgelängten Rohr samt Endanschlag, in den das Wellrohr eingeführt wird. |=======|Schlitz für Säge|===< ←Wellrohr reinschieben Prozess sieht dann so aus Wellrohr reinschieben bis Anschlag Säge durch Anschlag auf Wellrohr raus Anschlag rein Repeat Durch das Führungsrohr sind die Belange des Wellrohrs egal.
Ich würde angesichts der Menge auf eine halbautomatische Lösung setzen und den Vorschub von Rohr und Schneider von einem Menschen machen lassen. Der Ansaz von düsentrieb gefällt mir. Und wenn man das Führungsrohr noch neigt, dann flutscht das angeschnittene Stück von selbst raus. Dann wäre denkbar, den Anschlag halbautomatisch per Fußtaster zu öffnen. Also folgender Ablauf: Manuelles Einführen des Wellrohrs auf Anschlag Manuelle Trennen mit Messer Fußtaster gibt Anschlag frei Wellrohr rutscht raus Lichtschranke erkennt, wenn Führungs-Rohr wieder frei ist Anschlag wird automatisch geschlossen. Als Anschlag reicht ein einfacher Magnet mit Stift. Unbeaufsichtigt kannst die Maschine vermutlich eh nicht laufen lassen, da a) Das automatische Abspulen des Wellrohrs vielleicht nicht immer zuverlässig klappt und b) jemand ja auch die geschnittenen Rohre wegräumen muss. Man kann hier sicher ne tolle vollautomatische Maschine bauen. Aber da stellt sich einfach die Frage, ob bei 15.000 Stück nicht eine einfache halbautomatische Lösung effizienter ist. Alternativ könnte man sich auch vorstellen, dass das Führungsrohr längs geteilt ist. Man schiebt das Wellrohr auf Anschlag und kippt dann das Führungsrohr von sich weg. Mit dem Wegkippen wird es am Messer vorbei geführt, abgeschnitten und beim Weiterkippen öffnet sich der obere Teil des Führungsrohrs und das Wellrohr fällt raus.
Noch ne simplere Lösung: Eine Platte, auf der ein U-Profil mit der Öffnung nach unten angebracht ist. Auf einer Seite ist ein Anschlag. Das Wellrohr wird in diese Führung bis zum Anschlag eingeführt. Dann schiebt der Arbeiter das Profil entlang einer Führung von sich weg, am Messer vorbei und dahinter ist ein Loch in de Länge des Wellrohres in der Platte, wo dieses dann direkt in die darunter stehende Box fällt. Wellrohr auf Anschlag einführen U-Profil von sich weg schieben U-Profil zurück ziehen repeat...
Aufträge annehmen ohne Umsetzungsidee, kann man machen, ist aber Kacke!
"Wellrohr 10mm" reicht an Informationen nicht aus. Dafür gibt es zu viele Typen aus unterschiedlichen Materialien. Sollte es sich um das klassische Elektroinstallations-Wellrohr aus Plastik handeln, kann man unter Zuhilfenahme eines Anschlags die gewünschte Menge auf einer Tischkreissäge schneiden. Der saubere Schnitt hängt dann nur noch vom Sägeblatt ab. Welche Schnittmethode da am Gratärmsten ausfällt muss man ausprobieren. Ein scharfes Teppichmesser könnte die saubersten Ergebnisse bringen.
Bedenke: Wellrohr ist nicht besonders zugfest und meist in relativ kleinen Verpackungseinheiten zu kaufen - 25m, 50m... Das heißt, du wirst mehr Rüstzeit als Produktionszeit haben, wenn es nicht ein sehr, sehr einfacher Rüstprozess ist. Und kleine Macken im Prozess werden dir knallhart das Rohr abreißen, was zu noch höheren Rüstzeiten führen wird. 15000 Stück heißt, du musst (bei 50m-Verpackungseinheit) rund 300x eine neue Rolle auflegen, Anfang sauber einfädeln und gerade schneiden, zu kurzes Ende wegwerfen. Demnach halte ich alle vollautomatischen Lösungen für Blödsinn, eine einfache Kappsäge-U-Profil mit Anschlag-rauskippen-Variante wird wahrscheinlich gewinnen. Und: Gleich einen großen Container für Verschnitt daneben stellen - und einen Staubsauger bereit halten, der die Späne aufnimmt. MfG, Arno
ich würde auch einen Halbautomaten vorschlagen. pneumatischer Anschlag in einem Rohr. Wellrohr in das Rohr schieben manuell mit eingespannter der Zange schneiden (pneumatische Schneider brauchen wieder eine Abdeckung und mimimi... pneumatischen Anschlag aus Rohr klappen (Fusstaster?) mit Druckluft das Wellrohr aus dem Anschlagrohr in eine Kiste blasen. (da reichen ja zwei kleine Druckluftdüsen am Umfang des Rohres das ganze auf einen Tisch mit Haspel um das Wellrohr abzuspulen zwischen Schneider und Haspel sollte so viel platz sein, dass du das Wellrohr mit einem Griff in das Anschlagrohr schieben kannst. damit solltest du alle 3 sec einen Schlauch schneiden können. dann bist du in zwei tagen fertig da Gewinnt keine vollautomatische Maschine. OT: ich durfte vor kurzem eine Firma für konfektionierte Kabel in Bangladesch besuchen. die fertigen bis 100k so. Arbeiter 1 schneidet 2 isoliert ab 3 crimpt 4 lötet die led an 5 montiert den schrumpfschlauch über die led 6 steckt Pins in Stecker & bündelt 100 Stück zusammen. das machen die im Sekunden-Takt. und in 3 tagen hast du deine kundenspezifischen Leds. danach setzen die sich neu hin und fertigen 3 polige Schalter mit led. war richtig beindruckend. /OT sg schneider
schneider schrieb: > OT: > ich durfte vor kurzem eine Firma für konfektionierte Kabel in > Bangladesch besuchen. die fertigen bis 100k so. Nun dürfte der Arbeit in Bangladesch aber sehr deutlich weniger als 1/10 dessen verdienen, was die Person hier verdient. Das heißt auch, dass 10k Stk. hier so zu fertigen vermutlich nicht rentabel ist...
Wenn die Entwicklung einer Maschine teurer ist, als die Kosten, die sie danach einspart, ist auch hier Handarbeit rentabel... Wenn auch nicht so billig, wie in Bangladesh
Kleine Rechnung: Hilfskraft macht alles in Handarbeit. Nur mit Führung und mechanischem Anschlag. Die Baukosten für so ein Teil sind quasi Null, da sie mit ein paar Brettern schnell zusammengeschraubt ist. Der Arbeiter braucht inklusive Toilettengang und kurzen Pausen im Schnitt vielleicht 20-30 s pro Zuschnitt. Er wäre also in ca 100h fertig. Macht bei 10 Euro/h + 100% Lohnnebenkosten ca 2000 Euro Gesamtkosten für alle 15000 Rohre. Und für 2000 Euro entwickelst du einen Automaten inkl Material und Baukosten? Zzgl eventueller Schutzvorrichtungen? Wohl eher nicht. Sobald du irgendwelche Zylinder und Ventile verbaust, evtl noch ne kleine Steuerung benötigst und ein paar Sicherheitsmaßnahmen, ist das Budget schon fast vom Material verschlungen. Dann ist aber das Teil noch nicht konstruiert, zusammengebaut und in Betrieb genommen.
Angehängte Dateien:
-

Vorrichtung.jpg
73 KB
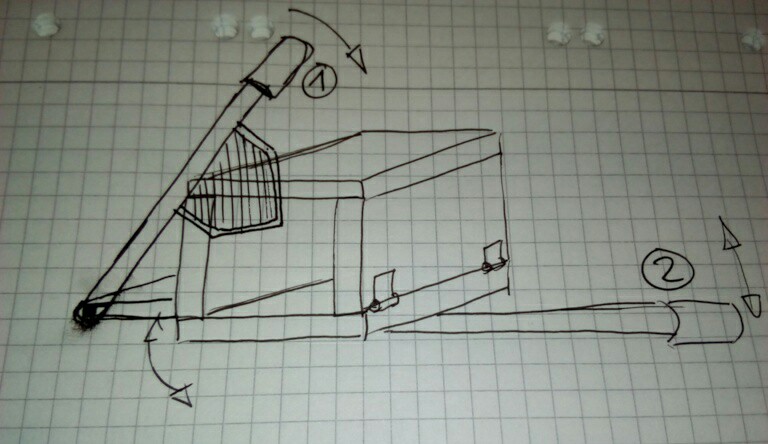
Sowas in der Art als Aufsatz auf ne Gitterbox. Auf Anschlag einführen, mit Hebel 1 abschneiden, mit Hebel 2 direkt in die Box auswerfen.
Neunmalkluger schrieb: > Aufträge annehmen ohne Umsetzungsidee, kann man machen, ist aber > Kacke! Echt produktiver Beitrag!! Also ich würde dir Vorschlagen du suchst am Gebrauchtmaschinen Markt : https://www.kunststoff-schweiz.ch/fakuma/html/rolf_schlicht_gmbh_fakuma_2017.html Ist halt nicht ganz geschenkt. VG
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.