

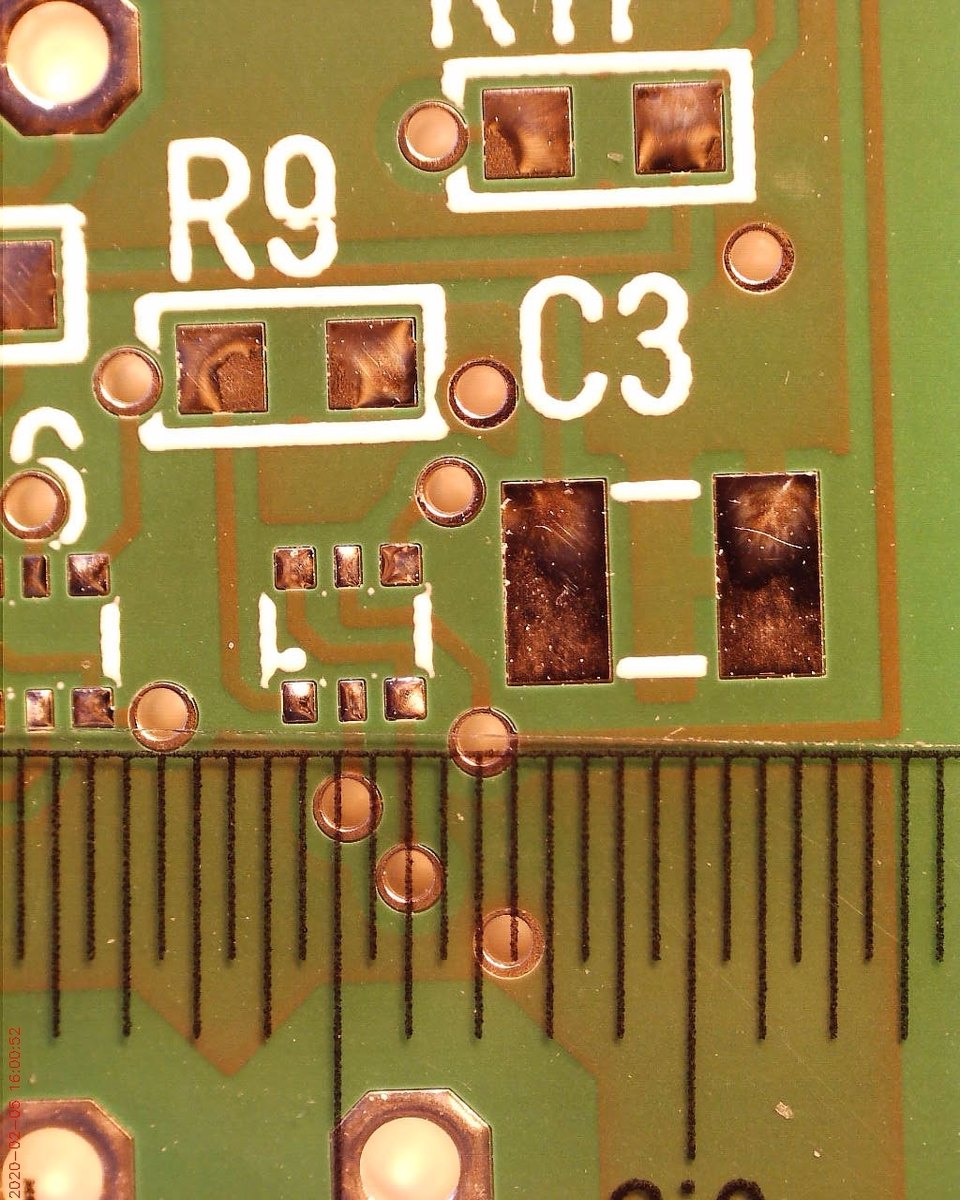
Ich bin seit geraumer Zeit von THT auf SMD umgestiegen. Ich habe den Umstieg nicht bereut, da SMD sehr viele Vorteile bietet: - wenig Lötzinn, daher auch weniger Rauchentwicklung - raschere Fertigung, da kein Durchfädeln und Kürzen - kleineres Volumen bei Lagerung der Bauelemente - billigere Bauelemente - kleiner Leiterplatten sparen Kosten Jetzt habe ich mich an kleine Bauelemente, z.B. im SOT-363 (siehe 2. Beilage), heran gewagt. Diese sind nicht mehr so leicht mit Heißluft zu löten. Ich vermute es liegt am Auftragen der Lötpaste oder am Material der PADs. Sollte ich zum Auftragen der Lötpaste eine Schablone verwenden? Steigt da der Verbrauch an Lötpaste dadurch nicht sehr stark an? Welches Material sollten die PADs haben (ENIG, HASL, ...)? Welche Temperatur sollte die Heißluft habe? Ich erwärme die Lötpaste mit 350°C bis sie aufschmilzt und silbern wird (Resultat siehe 1. Beilage)
Angehängte Dateien:
-

photo_2020-02-05_15-43-41.jpg
350 KB -

SOT-363.jpg
240 KB
Schablone ist pinzipiell eine gute Idee. Allerdings verwendest du dann keine Spritze mehr (wie ich vermute, dass du es bisher tust), sondern Lötzinn aus der Dose. Das wird dann draufgerakelt, und was übrig bleibt, kommt wieder in die Dose. Schau mal zum Beispiel hier: https://www.youtube.com/watch?v=H04M1oOsqW8 Bleihaltiges Zinn löte ich mit 300°C, das geht prima.
Schablone und Heissluft ist okay wenn du dieselbe Platine mehrmals machst. Aber bei einem Einzelstueck oder einem Prototypen loete ich lieber von Hand. Das hat dann den Vorteil das man eine Platine getrennt nach Baugruppen in Betrieb nehmen kann. Also z.B erstmal die Spannungsversorgung, dann vielleicht den Mikrocontroller und dann den exotischen Rest. So steht du nicht am Ende mit einer Platine da die 3A zieht und fragst dich wo der Fehler wohl ist... Olaf
Gerald K. schrieb: > Sollte ich zum Auftragen der Lötpaste eine Schablone verwenden? Bietet sich an, geht schneller als mit einem Dispenser oder mit der Spritze > Steigt da der Verbrauch an Lötpaste dadurch nicht sehr stark an? Kommt darauf an wie gut du bisher die Lötstellen händisch mit Paste „beschmierst“, eine perfekte Schablone wird den optimalen Lötpastenauftrag gewährleisten. Lötschablonen sind fast eine Wissenschaft für sich. Die Schablonen mancher Produkte von uns kosten mehrere tausend Euro (teilweise Mikroelektronik mit FBGAs und auf der gleichen Platte auch noch Leistungselektronik mit großen Spulen und Ähnlichem. > Welches Material sollten die PADs haben (ENIG, HASL, ...)? Ich bevorzuge ENIG, chemisch Zinn ist auch eine Alternative, die Leiterplatten lassen sich aber nicht so lange lagern wie bei ENIG. Bei HASL kann es passieren, das der Zinnauftrag nicht gleichmäßig ist und du bei Finepitch Probleme bekommst. > Welche Temperatur sollte die Heißluft habe? Ich erwärme die Lötpaste mit > 350°C bis sie aufschmilzt und silbern wird (Resultat siehe 1. Beilage) Wir lassen unsere Produkte extern bestücken, nur Prototypen bauen wir bei uns auf, entweder per Infrarot mit Rework Station und eingespeicherten Lötprofil oder vorgeheizt mit IR und von oben mit der Heissluftstation, 350°C dürfte dafür ausreichend sein, ich verwende 390°C, im Endeffekt erreicht das Bauteil sowieso niemals diese Temperatur, wenn man merkt das Zinn hat sich verflüssigt hört man sowieso auf und macht an anderer Stelle weiter.
Angehängte Dateien:
-

SMD_Schablone.jpg
8,6 KB

Max G. schrieb: > Schau mal zum Beispiel hier: > Youtube-Video "SDG #053 PCB Assembly Process using JLCPCB Paste Stencil > - Soldering Techniques #04" Danke für den Link. Ist, siehe Beilage, da keine Lötpaste zwischen den PADs? Kann es da nicht zu Kurzschlüssen zwischen den PADs kommen? Ich hatte unlängst einen Kurzschluss unter einem Stützkondensator. Die Lötpaste habe ich mit der Spritze aufgetragen. Ich konnte den Kurzschluss durch Messung des Spannungsabfalles orten und gezielt beseitigen. Es ist besser zu wenig als zu viel aufzutragen.
René F. schrieb: > Bei > HASL kann es passieren, das der Zinnauftrag nicht gleichmäßig ist und du > bei Finepitch Probleme bekommst. So war es auch bei dem SOT-363 Gehäuse. Zum Schluss ist mir dann noch bei Auslöten eine Leiterbahn abgerissen.
Gerald K. schrieb: > siehe Beilage Jo... nee... Schraub nicht die Pixelanzahl in den Keller, sonder die Kompression nach oben (~80%)!
Wenn man lange genug erhitzt dürfte das geschmolzene Zinn aufgrund der Kapillarwirkung stark genug wieder zusammenfließen, das kein Kurzschluss vorhanden ist, entweder zu viel Lot verwendet oder nicht ausreichend erhitzt. Habe kürzlich 10 Platten bestückt mit jeweils 63 Bauteilen und es gab insgesamt nur ein Bauteil (Widerstand 0603) mit einem Schluss darunter, teilweise lagen die Platinen ne halbe Stunde auf dem Preheater, so das die Paste unter einigen Bauteilen zu einer großen Pfütze wurde, beim erhitzen mit Heißluft hat sich das flüssige Lot so stark wieder zusammengezogen, das es keine Kurzschlüsse mehr gab. Den einen schiebe ich darauf, das ich nicht lange genug mit der Heissluftstation erhitzt habe. Gerald K. schrieb: > Es ist besser zu wenig als zu viel aufzutragen. Kann ich in dieser Form nicht bestätigen, ein Kurzschluss ist schnell gefunden, bei zu wenig Lot hatte ich schon die schlimmsten Effekte (z.B. zu langsam umschaltende Transistoren, Platinen die im eingebauten Zustand nicht funktioniert haben, außerhalb des Geräts ohne Probleme funktionierten)
Teo D. schrieb: > Schraub nicht die Pixelanzahl in den Keller, sonder die Kompression nach > oben (~80%)! Leider war's ein Screenshot aus einem Video. Es waren auf der Schablone 9 Felder. Da aber die PADs am gleichen Potential liegen dürfte es in der Praxis kein Problem sein. Vielleicht kann am mit der Schablone keine so großen Felder auftragen, daher die Unterteilung.
:
Bearbeitet durch User
René F. schrieb: > Bei > HASL kann es passieren, das der Zinnauftrag nicht gleichmäßig ist und du > bei Finepitch Probleme bekommst. Sieht man im Foto https://www.mikrocontroller.net/attachment/444383/SOT-363.jpg
Gerald K. schrieb: > Ist, siehe Beilage, da keine Lötpaste zwischen den PADs? > Kann es da nicht zu Kurzschlüssen zwischen den PADs kommen? Da hilft nur üben, üben, üben. Die Paste darf nicht zu warm (und damit flüssig) sein, aber auch nicht zu kalt (dann wird sie hart). Überlagerte Paste kann auch Probleme bereiten. Der Stencil muss richtig aufliegen, er muss nach dem Rakeln gründlich gereinigt werden (Verdünner hilft), und Anpressdruck, Winkel und Geschwindigkeit des Rakels sowie Lotpastenmenge drüber müssen passen. Dann schmiert irgendwann auch nichts mehr. Was du auf deinem Bild zeigst, ist bei dem Riesenbauteil (TO252?) zwar unkritisch, aber bei Finepitch fliegt dir das um die Ohren. Ich habe hier übrigens problemlos 0402 und 0,4er-Pitch mit HASL gerakelt und bestückt. Es muss nicht unbedingt ENIG sein.
Gerald K. schrieb: > Es waren auf der Schablone 9 Felder. Das ist bei großen Flächen (wie hier bei deinem D-PAK) üblich, lässt sich leichter rakeln.
Max G. schrieb: > Ich habe hier übrigens problemlos 0402 und 0,4er-Pitch mit HASL gerakelt > und bestückt. Es muss nicht unbedingt ENIG sein. Die Planarität ist stark abhängig von den verschiedenen Maschinen, ein horizontaler Leveler erzeugt deutlich gleichmäßigere Oberflächen als ein vertikaler. Wie gesagt, es kann zu Kurzschlüssen kommen, muss aber nicht, die Prozesssicherheit ist bei ENIG und chemischer Verzinnung bei Finepitch nur deutlich höher. Ich habe auch schon mit der Spritze ne Wurst über die Lötstellen gezogen und dann nen 0,5mm Pitch QFP darauf platziert und verlötet ohne Kurzschluss, ist machbar nur die Reproduzierbarkeit ist nicht gerade hoch.
Toby P. schrieb: > Gerald K. schrieb: >> Es waren auf der Schablone 9 Felder. > > Das ist bei großen Flächen (wie hier bei deinem D-PAK) üblich, lässt > sich leichter rakeln. Was (zwar dir, aber) nicht allen klar zu sein scheint ist, daß das keine 9 Pads sind, sondern nur ein Pad. Und man kann in der Tat die Lötpaste nicht gleichmäßig (genug) auf so ein großes Pad auftragen, sondern macht mehrere "Kleckse" Lötpaste nebeneinander auf das große Pad. Wenn die Paste aufschmilzt, füllt sie die Lücken. Und direkt unter dem Bauteil wird ja sowieso weniger Paste benötigt als an den Rändern, wo die Paste an der Seite rausquellen soll, um nachher diese schönen, sanft geschwungenen Flanken zu bilden.
Axel S. schrieb: > sondern macht mehrere "Kleckse" Lötpaste nebeneinander auf das große > Pad. Vergleichbar mit dem Siebdruck. https://de.m.wikipedia.org/wiki/Siebdruck
Angehängte Dateien:
-

20210501_144446.jpg
230 KB -

20210501_144934.jpg
230 KB -

20210501_150403.jpg
210 KB


{kind=link}
Mein erster Versuch mit Schablone. - Kartons verklebt bis diese die Stärke der Leiterplatte erreicht haben - Quadrat entsprechend der Größe der Leiterplatte ausschneiden - Leiterplatte in den Ausschnitt gestecken (siehe erstes Foto) - Schablone auf Karton mit Leiterplatte aufgelegen und solange verschieben bis Lötstopplack unsichtbar wird und nur mehr die Pads duch die Ausstanzungen der Schablone sichtbar sind (zweites Foto) - Schablone auf einer Kante mit einem Klebestreifen auf dem Karton fixieren. Damit kann die Leiterplatte getauschr werden, ohne dass sich die Schablone verschieben kann - Lötpaste auf Schablone aufbringen und mit einer Konststoffspachtel über die Ausstanzungen der Schablone streichen, bis alle Pad mit Lötpaste benetzt sind - nächste Leiterplatte in den Rahmen Stecken und Vorrgang wiederholen. Ergebnis siehe drittes Foto. Wichtig ist, dass zwischen Leiterplatte und Kartonrahmen kein Spiel besteht (Preßpassung!). Als Spachtel habe ich die steckbare Zwischenwand einer Sortimentbox verwendet (weich mit glatter Kante). Fazit : so lassen sich mehrere Leiterplatten sehr rasch für die Bestückung von SMD Bauelemente vorbreiten.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.