Hallo, es geht diesmal um mein FDM 3D-Drucker. Ihr wisst vielleicht dass die 3D-Drucker Filament aus Plastik benötigen fürs drucken. Es kommt manchmal vor dass der Widerstand beim ziehen ziemlich groß wird und im schlimmstenfalls der 3D-Drucker das Filament gar nicht mehr ziehen kann und er es gar nicht merkt. Die Gründe hierfür wären: - Verknotung in der Rolle des Filaments - Verkantung - Unregelmäßiger Durchmesser des Filaments - Das Filament ist am anderen Ende mit der Rolle fest verbunden - Die Verstopfung der Düse Das Run-Out-Sensor für das Filament was es so auf dem Markt gibt, gibt nur ein Signal aus wenn kein Filament mehr da ist, aber nicht wenn ein großer Widerstand vorhanden ist. Ich brauche ein Sensor der den mechanischen Widerstand beim ziehen misst. Welche Sensoren und Ansätze gibt es da? Gibt es ein Sensor der den Laststrom des Schrittmotors messen kann?
Moin, andere Idee: Ein freilaufendes Rad auf dem Filament mitlaufen lassen, das Impulse ausgibt. Wird kein Filament transportiert, kommen keine Impulse. Oder bei Schlupf im Transport kommen zu wenig Impulse.
Marvin M schrieb: > Ein freilaufendes Rad auf dem Filament mitlaufen lassen, > das Impulse ausgibt. Wird kein Filament transportiert, kommen keine > Impulse. > Oder bei Schlupf im Transport kommen zu wenig Impulse. Das halte ich für eine gute Idee. Zu bedenken ist nur, das im Verlauf eines Druckes sehr Unterschiedliche Mengen Filament benötigt werden.
Die Rolle auf eine Wippe mit Schalter? Letzte Woche habe ich einen 10 Stunden-Druck nachts verloren, weil der Rollendruck zu gering war: Justierungs-Fehler beim Umbau 3mm zu 1.75. Kommt vor, dickes Fell wachsen lassen. Viele verschiedene Fehler erfordern viele Sensoren.
das ist recht aufwendig das das Filament auch zurückgeschoben wird. Ich hab vor langer Zeit mal eine Wickelkraftregelung für Glasfaser gebaut. Zur Kraftmessung benötigt du drei Rollen die mittlere mit einem DMS oder Piezo zu Kraftmessung die äußeren sorgen für Zu- und Abfuhr und das die Umschlingung der mittleren immer gleich ist Die Kraft wirkt bei der mittleren immer nur in eine Richtung. Beim Zurückschieben wird die dann 0 jetzt müsstest du eigentlich die Spule mit einem Antrieb versehen der in beide Richtung arbeitet. oder über Führung für soviel Reserve sorgen das das Filament nicht aus den Rollen springt wenn zurückgeschoben wird. Sind ja nur ein paar mm.
Bei Maschinen die z.B. Folien oder Bänder von einer Spule auf die andere wickeln, gibt es eine sogenannte "Tänzerolle". Mit dieser (gefederten) Umlenkrolle ist eine Kraftmessung möglich, da die Rolle in ihrer Position verschoben wird, sobald die Spannung des Bandes sich ändert. Du könntest also dein Filament über so eine Rolle mit Hebelarm drüberlaufen lassen. Entweder hält die Schwerkraft oder eine Feder die Rolle in Position. Wenn jetzt das Filament zu straff ist, wird der Arm gegen einen Schalter gepresst. Also ähnlich wie ein Kettenspanner beim Fahrrad, nur mit zusätzlichem Schalter
3D-Innovations schrieb: > schlimmstenfalls der 3D-Drucker das Filament gar nicht mehr ziehen kann > und er es gar nicht merkt. > > Die Gründe hierfür wären: > ... > - Die Verstopfung der Düse Und wieder einmal ein Idiot, der nix kapiert hat, aber glaubt, Technik könnte Hirn ersetzen.
Angehängte Dateien:
-

Filament.PNG
42 KB
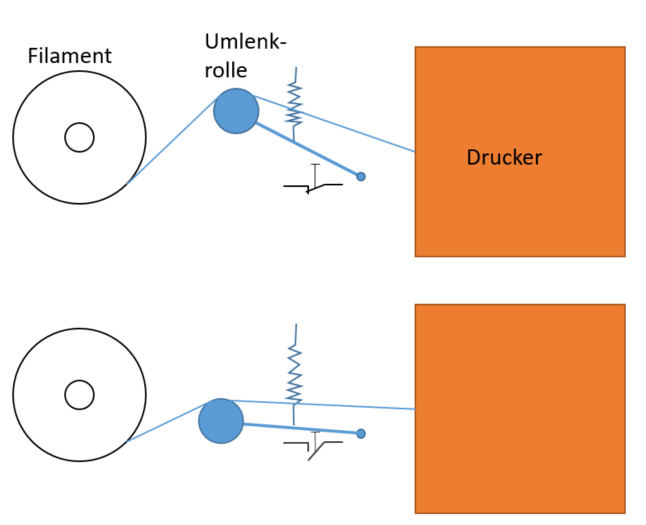
Ich habe mal in Powerpoint ein Bildchen gemalt, um meinen Vorschlag zu verdeutlichen
Hey danke das sind gute Ideen! Bei der Verstopfung der Düse kann ich einfach den Rotary Encoder nehmen der misst wieviele Milimeter vor und zurück geschoben wurde. Wird beim vorschieben keine Milimeter mehr addiert, weil Düse verstopft ist, kann ein Alarm ausgeben. Tänzerrolle zusätzlich sinnvoll für Warnung ausgeben, wenn der Widerstand größer wird und das Druckergebnis schlechter werden kann.
Wie straff kannst du das Filament ziehen? Wenn ich mein älteres Pla 3mm gerade ziehe, dann bricht es. Immer schön mit großen Schlaufen. Neues Pla 1.75 kann auch brechen. Mit 1.75 Abs oder Pet könnte es gehen. Ist immer eine Frage nach dem Aufwand. Mehr kompliziert sind auch mehr Fehlermöglichkeiten. Vielleicht ist manchmal ein verlorener Druck besser, als ewiges Basteln und ein unnötiger Stop wegen fehlerhaftem Sensorsignal. Mußt du selbst wissen. Hobby ist Hobby.
PM- schrieb: > Zu bedenken ist nur, das im Verlauf eines Druckes sehr Unterschiedliche > Mengen Filament benötigt werden. Motorsteps und Filamentsteps sollten in einem relativ festen Verhältnis stehen.
3D-Innovations schrieb: > Gibt es ein Sensor der > den Laststrom des Schrittmotors messen kann? Natürlich kann man den Strom, der in den Schrittmotor geschickt wird, messen. Dein Schrittmotortreiber arbeitet höchstwahrscheinlich mit so einer Strommessung. Das nützt dir aber recht wenig, weil bei einem Schrittmotor der Strom durch den Schrittmotortreiber bestimmt wird, nicht durch die Last. Du könntest die Kraft messen, indem du die Rolle an einer Kraftmesseinrichtung montierst (Load Cell), die z.B. mit einem DMS arbeitet. Die gibt es für verschiedene Kräfte, z.B. https://www.ebay.com/itm/401045808274
Jens M. schrieb: > Motorsteps und Filamentsteps sollten in einem relativ festen Verhältnis > stehen. Ganz genau und wenn nicht, dann treten nämlich erst die Probleme auf. In diesem Sinne könntest du für den Extruder einfach einen "intelligenten" Motortreiber nehmen, der Schrittverluste erkennen kann (bzw. allgemein den Lastwinkel des Motors erfassen kann). Das ist ja bei den aktuellen Prusa-i3 mit den Trinamic-Treibern bereits der Fall. Schrittverlusterkennung bewirkt natürlich erstmal keine Erkennung vom Schlupf am Extruder ("Zahnrad dreht am Filament durch"). Dafür müsstest du wie gesagt die Motorlast auswerten und eben vorher schauen ab welcher Motorlast es zum Schlupf kommt.
Kenne mich mit 3D Druckern wenig aus, aber wenn ich das richtig verstehe willst du nicht den Widerstand sondern den Materialvorschub messen. Das würde ich über die Düsentemperatur versuchen. Sobald kein Material mehr fließt (und damit Wärme von der Düse wegnimmt) heizt sich die Düse ja auf. Sollte die Heizleistung variieren kann man das entsprechend anpassen. Das ist relativ leicht zu messen, vermutlich ist die Temperaturmessung sogar vorhanden.
theoretisch müsste ein stromsensor reichen der den benötigten Strom im Schrittmotor misst (naja sofern Du nicht noch n Darwin aktiv hast ;)) Wenn ich an verkantetes filament denke dann hör ich meine Treibrolle knacken; da sollte also ein Strom anwachsen und dann steil abfallen und wieder von vorn... das sollte sich detektieren lassen. hab da aber noch nie wirklich drüber nachgedacht, aber das knacken der schlüpfenden Treibrolle ist quasi mein 'akustisches Warnsignal' dass der Drucker spinnt und manchmal ist's egal.. (filament durchmesser /verunreinigung) er druckt einfach weiter, häufig sogar ohne sichtbare Fehler in der Extrusion... Aber wenn er schnell nacheinander knackt, dann ist wirklich was faul, (meist die Düse festgebacken nach einer recovery, oder kaltextrusion) Und wo ich so drüber tippe... vermutlich reicht ein piezo als "klopf"sensor (oder ein kleines elektretmikrofon) denn "sss-tock-sss-tock-sss-tock" ist ja nunmal akustisch ;) 'sid
Ich hoffe doch, das die regelung der Düse dagegen ankommt und die Temperatur nur unmerklich schwankt. Sonst ist sie Mist. Man könnte die Heizleistung nehmen, aber die wiederum ist ja auch abhängig von der Umgebungstemperatur, müsste man also mit dem Vorschub korrelieren: "Muss hochgehen wenn Filament kommt". Geht sie unmotiviert hoch, hat vielleicht nur jemand ein Fenster aufgemacht, bleibt sie unten wenn das Filament läuft stimmt was nicht. Dumm nur, wenn der User sieht das da was klemmt, und im passenden Moment das Türchen öffnet: Förderer läuft, Heizleistung steigt kurz -> alles klar. Nene, das ist alles Murks. Man muss die Steps des Motortreibers zählen, und die eines Wegnehmers am Filament selber. Wenn x Motorsteps kommen, müssen y Filamentsteps da sein. Weicht das voneinander ab: - Motortreiber/Kabel/Motor gestört - Filament klemmt/leer Damit hat man relativ einfach ne Menge Sachen gleichzeitig überwacht. Als Sensor könnte man sich an einem Mausrad orientieren: Gabellichtschranke mit "Propeller", plus ein kleines Mikrocontrollerchen nach Geschmack.
Jens M. schrieb: > ... Man könnte die Heizleistung nehmen, oder den (bei PWN dann integrierten) Strom, die Heizung hat vermutlich einen festen Widerstandswert. Wenn die Leistung hoch geht dann schiebt der Drucker ja Material. Wäre es nicht ein deutliches Signal wenn dann gleichzeitig die Temperatur (zu) stark ansteigt?. Ist der Wärmeverlust über die Abstrahlfläche der Düse nicht wesentlich kleiner sein als der beim Materialtransport durch die Düse? Dafür ist ja ja gebaut worden. Ob da nun ein Fenster aufgenacht wird sollte die Düse wenig beeinflussen. > aber die wiederum ist ja auch abhängig von der Umgebungstemperatur Evtl eine Differenzmessung? > Nene, das ist alles Murks. Wie gesagt, 3D Drucker kenne ich kaum, aber zwei Temperaturmessungen halte ich für einfacher und robuster als den mechanischen Aufwand. Auf der anderen Seite: Wäre das so simpel dann würde das jeder Druckerhersteller in die Software einbauen.
Toby P. schrieb: > Wenn die Leistung hoch geht dann schiebt der Drucker ja Material. Wäre > es nicht ein deutliches Signal wenn dann gleichzeitig die Temperatur > (zu) stark ansteigt?. Ist ja andersrum: die Leistung geht hoch, weil die Temperatur fällt. Die Heizung arbeitet ja unabhängig der Förderung, der heizt ja normal nicht, weil er es gleich braucht, sondern weil die Messung sagt es ist zu kalt. Das bedeutet aber, das er bei nur erwarteter aber nicht erfolgter Förderung eben genau nicht nachheizt, weil die Temperatur nicht fällt. Würde er "Erwartungsheizen", könnte er selber merken das die Temperatur steigt, was nicht dem erwarteten Verhalten entspricht -> Klemmer. Toby P. schrieb: > Ob da nun ein Fenster aufgenacht wird sollte die > Düse wenig beeinflussen. Das war ein Ausdruck für "externe Störung". Toby P. schrieb: > Auf der anderen Seite: Wäre das so simpel dann würde das jeder > Druckerhersteller in die Software einbauen. So isses. Eine Ableitung eines Klemmerzustands aus dem Temperaturverlauf ist m.E. nicht stabil. Das mag man unter kontrollierten Bedingungen und mit genau einem Filament hinbekommen, aber Rolle tauschen und nochmal kalibrieren ist nicht jedermanns. Ein zusätzlicher Sensor kostet Geld, daher wird der nicht verbaut. Würde aber eine solche Erkennung totsicher machen.
Karls Q. schrieb: > Ich habe mal in Powerpoint ein Bildchen gemalt, um meinen Vorschlag zu > verdeutlichen schön.. leider funktioniert das für direktextruder nicht denn sobald sich der Druckkopf näher zur Rolle bewegt müsste diese aktiv nachspannen.. und das ist dann wieder ein Albtraum an Sensorik den man besser woanders verbaut als in einer aktiven Spulenlagerung ;) und schlimmer: bei statischem extruder motor (bowden extruder) findet das Problem fast immer "dahinter" statt.. und das Filament würde sich nicht spannen weil der extruder es nichtmehr transportiert. Lustige Idee eigentlich.. ich schau mal wenn Corona noch mehr frei macht, ob dafür noch Zeit ist... dann probier ich mal meinen akustischen Ansatz aus oder schau nach dem verlauf der Stromstärke. (je anchdem ob ich n piezo piepser rumliegen hab oder nicht ;)) 'sid
"Das bedeutet aber, das er bei nur erwarteter aber nicht erfolgter Förderung eben genau nicht nachheizt, weil die Temperatur nicht fällt" Wie ist es im umgekehrten Fall, wenn zwar gefördert aber nicht nach geheizt wird? Kann das zur Erkennung benutzt werden?
Dein Satz hört sich genau so an wie meiner, nur anders. Oder anders: Ein Filamentvorschub mit auskühlen der Düse findet nicht statt, also kommt das raus was ich oben meinte.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.