Hallo zusammen,
habe eine CNC-Fräse gebaut, die nun eine XYZ Tastplatte bekommen soll.
Prinzip
- Platine hat einen Eingang "+" (Pull up gegen 3V3) und "-" (GND)
- Eine Aluplatte wird auf das Werkstück gelegt. Diese wird mit "-"
verbunden
- Eine "+" Krokoklemme wird am Fräser montiert
- Berührt der Fräser ("+") die Tastplatte ("-") aus X/Y/Z-Richtung,
erhält der µC ein Signal und die X/Y/Z Kante kann berechnet werden, so
daß ein Rohmaterialursprung da ist
Erste Tests
- funktioniert, aber viele positive Fehlalarme
- die treten meistens auf, wenn ich die Krokoklemme an den Fräse
montiere
Meine Vermutung ist, daß der geerdete Fräser nun auch mit "-" verbunden
ist und das Probleme verursacht.
Wenn es nur der Z Sensor wäre, würde ich sagen, ich gehe der Problematik
durch einen Mikroschalter aus dem Weg. So hätte ich gar keinen
elektrischen Bezug zum Fräser.
Da aber X, Y und Z vermessen werden sollen, möchte ich mal die Profis
fragen, wie das zu lösen ist. Einen 100nF Kondensator habe ich testweise
zwischen "+" und "-" eingebaut, das hat aber wenig gebracht. Es gibt
weiterhin Fehlalarme.
Habt Ihr einen Tip für mich?
Grüße,
MrWinterbottom
:
Verschoben durch Moderator
Du könntest den "tastmodus" erst aktivieren wenn die Klemme angeschlossen ist und sich das Potenzial aufgebaut hat, dadurch ersparst Du Dir solche kleineren Probleme. Da Du ja eh eine Taste drücken muss nachdem die Krokoklemme an- und das Alublech aufliegt sind das nur wenige Zeilen Code (eine max drei würd ich schätzen) 'sid Ich persönlich würde die Polung tauschen wenn das Werkzeug eh schon negativ angeklemmt ist, dann fällt auch die KrokoKlemme weg ;) Aber um ganz ehrlich zu sein halte ich schon nicht viel von der 'aufgelegten' Aluplatte Werkzeug taster elektrisch klar.. Aber Werkstück... neee da bin ich dann doch für mechanische Tastköpfe um ehrlich zu sein schon weil ja die Platte die Z Dimension ändert. kommt dann ein unebenes Werkstück dazu hast Du ganz schnell ein sehr ungenaues Messergebniss für den Ursprung.
Mr W. schrieb: > Erste Tests > - funktioniert, aber viele positive Fehlalarme Wie definierst du einen positiven Fehlalarm? > Meine Vermutung ... geht wahrscheinlich in die richtige Richtung und nennt sich in Fachbegriffen "EMV" und "Ableitstrom". > - Platine hat einen Eingang "+" (Pull up gegen 3V3) Welchen Wert hat dieser Pullup? Aus EMV-Sicht ist alles über 1k wirkungslos. Wenn da also z.B. ein 10k Pullup ist, dann ist das für Störungen wie ein offener CMOS-Eingang. Oder noch besser: statt 3,3V werden 24V zum Tasten verwendet. Wenn auf 24V Störungen mit 3Vss drauf sind, dann macht das eigetnlich nicht viel aus. Wenn aber auf 3,3V Störungen mit 3Vss drauf sind, dann... naja, du weißt ja aus eigener Erfahrung, was dann passiert. > Einen 100nF Kondensator habe ich testweise zwischen "+" und "-" eingebaut Du hast keine Problem mit der Versorgung, sondern eines mit einem Signal. Der Filterkondensator gehört also an den gestörten Eingang nach GND. > Habt Ihr einen Tip für mich? Hast du ein Oszi und kannst es auch anwenden?
Angehängte Dateien:
-

SDS00001.png
18 KB

Habe ein Video erstellt zur besseren Veranschauung (https://youtu.be/YL64RxcGckQ). Sid: Die Nutzung dieser Tastplatte ist, für mich, viel besser als eine rein optische Ermittlung des Ursprungs. Ich nehme diesen frühen Erfahrungswert mit, vielleicht reicht´s ja für die Hozbearbeitung. Bei einem richtigen 3D-Kantentaster wäre die Problematik mit der EMV nach meinem Verständnis ebenfalls zu lösen. Lothar: Der positive Fehlalarm bedeutet, daß der µC den Logikpegel "low" bekommt (ein ESP32), obwohl sich "+" und "-" noch gar nicht berührt haben. Im Anhang ein Oszi-Bild, zwischen "+" und "-", ohne Kondensator. Meintest Du so etwas? Ich bin wenig geübt mit dem Gerät, sag mir gerne, was ich wie messen soll. Der PullUp ist momentan ein 10K Ohm Widerstand. Besser gegen 1K austauschen? Zwischen welchen der Pole "+", "-", Erde soll ich den einbauen? Die 3V3 sind erstmal gesetzt, mit denen muß ich klarkommen. Haben andere CNC-Bauer auch schon hinbekommen, daher bin ich mit Eurer Hilfe zuversichtlich.
:
Bearbeitet durch User
Mr W. schrieb: > SDS00001.png Lothar M. schrieb: > Hast du ein Oszi und kannst es auch anwenden? Damit meinte Lothar vermutlich, dass du es auf eine Fehlauslösung triggerst, damit man sehen kann, was das Problem verursacht. Der ESP kann z.B. bei Auslösung einen deutlichen Puls auf einem GPIO raus schicken, den du am Oszi als Trigger verwendest.
Mr W. schrieb: > Der PullUp ist momentan ein 10K Ohm Widerstand. Besser gegen 1K > austauschen? Zwischen welchen der Pole "+", "-", Erde soll ich den > einbauen? Zeige mal ein Schaltbild. Pull-Up heißt, dass er den Eingang deines ESP z.B. an +3.3V zieht. Insbesondere solltest du klären, in welcher Potentialbeziehung Spindel/Fräser, Tastplatte und ESP-Gnd zueinander stehen. Vermutlich liegt dein Fräser auf PE?
Angehängte Dateien:
-

SDS00003.png
12 KB -

SDS00004.png
8,2 KB -

Schaltbild.PNG
6,9 KB



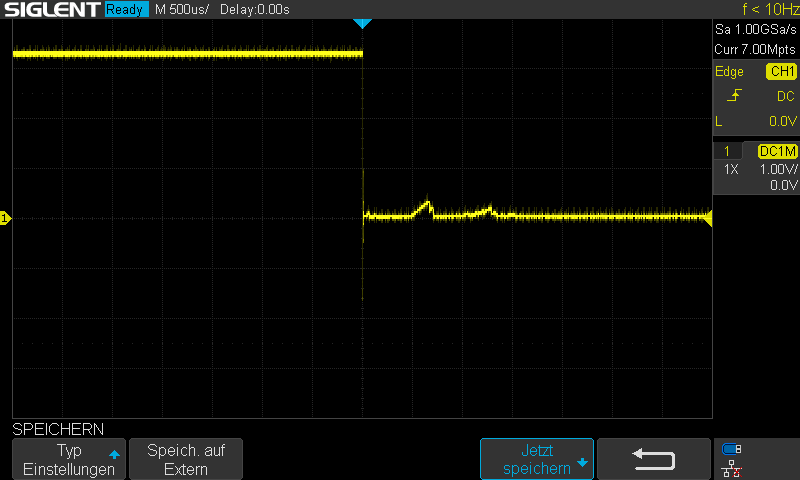
Hier schonmal das Schaltbild. Fräsenteile inkl. Spindel und Fräser sind geerdet, ja. Die Tastplatte liegt auf GND (des ESP32). Die Krokoklemme ggü. GND auf 3V3. Das angehängt Bild (DS00003.png) zeigt den Impuls, wenn ich die Krokoklemme auf die Aluplatte halte. Bild (DS00004.png) zeigt, wenn ich die Krokoklemme an den Fräser halte. Ich interpretiere es so, daß der low-Pegel sichtbar ist. Tja, aber warum und wie vermeiden?
:
Bearbeitet durch User
Mr W. schrieb: > Im Anhang ein Oszi-Bild, zwischen "+" und "-", ohne Kondensator. > Meintest Du so etwas? Sieht ja erst mal vogelwild aus. Aber wahrscheinlich sind das letzlich nur irgendwelche Messartefakte im mV- und MHz-Bereich. Nimm das Ozibild doch erst mal so auf, dass die Nullinie im Bild ist, nicht so viele Zahlen eingeblendet sind (die verwirren doch nur und interesseiren bestenfalls viel später mal) und die Y-Skalierung bei 1V/div sowie die Zeitskalierung bei 100ms/div. Denn du willst ja eine Versorgungsspanung von 3V messen. Dazu stellst du das Oszi so ein, dass du die 3V über längere Zeit auf dem Bildschirm siehst. Dann suchst du mit dem Trigger irgendwelche "Spitzen" und drehst die Zeitbasis Schritt für Schritt in Richtung "höhere Frequenzen". Was hier interessant ist, geht so: Masseklemme an die Masse dicht beim µC, Messpitze dicht an den Eingang beim µC (also hier offenbar der J11). Was siehst du? Mr W. schrieb: > Ich interpretiere es so, daß der low-Pegel sichtbar ist. Warum ist das so ein gewaltiges Unterschwingen? Wo ist denn da die Masse angeklemmt? BTW: siehst du auch diese kleinen Störpeaks auf der Leitung? Die könnten interessant werden.
:
Bearbeitet durch Moderator
Mr W. schrieb: > - Platine hat einen Eingang "+" (Pull up gegen 3V3) und "-" (GND) Wie hochohmig ist er denn ? Nutze 330 Ohm. > - Eine Aluplatte wird auf das Werkstück gelegt. Diese wird mit "-" > verbunden Wenn das Werkstück nicht elektrisch leitend ist. Sonst muss die Alupatte auf ihre Unterseite isoliert sein, mit einer Folie oder so. Alu isoliert sich aber selber, durc Oxidation als Eloxalschicht, ist also als Kontaktmaterial immer mies. Nimm Nickel oder Gold. > - Eine "+" Krokoklemme wird am Fräser montiert Da dürfte der sich nicht drehen. Das bringt wenig, schliesslich ist so ein Fräser kein Rundstab. Und wenn er sich dreht, wie hält dann die Kroko-Klemme ? Die ganze Maschine ist elektrisch mit dem Fräser verbunden. Normalerweise legt man also die Maschine an Masse und dein Blech an plus mit pull up und lässt den Motor laufen der den Fräser dreht (und bekommt noch mehr Störungen). Nützt aber wenig: So ein extra-Blech sagt ja nie, wo das Werkstück wirklich ist, sondern nur wo ds Blech ist. Wie man das auf die Lage des Werkstücks kalibrieren will, schleierhaft.
Angehängte Dateien:
-

SDS00007.png
7,1 KB -

SDS00008.png
12 KB


Habe das Oszi direkt an den GND des µC und den Signaleingang geklemmt. Die gelbe 1 links im Bild ist die 0V-Linie, habe mit 100ms angefangen und mit dann die Zeiteinheiten kleiner gedreht, bis ich die Schwingungen sehe. Bild SDS00007.png zeigt den Trigger, wenn Krokoklemme auf Aluplatte kommt, die Teile liegen auf der Holzwerkbank. Bild SDS00008.png zeigt, wie die Aluplatte auf der Holztisch der Fräse liegt und die Krokoklemme den Fräser berührt.
Der PullUp hat momentan 406 Ohm. Erwartest Du, daß die Schwingungen dann weniger werden? Die Werkstücke liegen auf einer MDF-Platte. Habe z.B. einen 1/8" Fräser eingebaut (siehe Video), da hält die Klemme ganz gut. Drehen tut er sich nicht :-) Da die Z-Dicke der Aluplatte und der Abstand in X/Y bekannt sind, habe ich einen G Code geschrieben, der den Offset berücksichtigt und einen Rohmaterialnullpunkt definiert. Das mit dem drehenden Fräser irritiert mich in diesem Setup. Wenn die geerdete Fräse auch noch auf GND ist, ist das dann hilfreich? Ich weiß es wirklich nicht, stehe da auf dem Schlauch. Korrektur: der Widerstand beträgt nicht 10K Ohm, sondern real 406 Ohm.
:
Bearbeitet durch User
Mr W. schrieb: > Bild SDS00007.png zeigt den Trigger, wenn Krokoklemme auf Aluplatte > kommt, die Teile liegen auf der Holzwerkbank. > Bild SDS00008.png zeigt, wie die Aluplatte auf der Holztisch der Fräse > liegt und die Krokoklemme den Fräser berührt. Sehr saubere Signale. Kaum Kontaktprellen. Wer da schon ein Problem mit der Auswertung hat... Mr W. schrieb: > nicht 10K, sondern real 406 Ohm. Merkwürdiger Wert.
Mr W. schrieb: > Prinzip > - Platine hat einen Eingang "+" (Pull up gegen 3V3) und "-" (GND) > - Eine Aluplatte wird auf das Werkstück gelegt. Diese wird mit "-" > verbunden > - Eine "+" Krokoklemme wird am Fräser montiert > - Berührt der Fräser ("+") die Tastplatte ("-") aus X/Y/Z-Richtung, > erhält der µC ein Signal und die X/Y/Z Kante kann berechnet werden, so > daß ein Rohmaterialursprung da ist Also deine Aluplatte liegt auf GND und deine gesamte Fräse soll auf 3.3 Volt via 10k Hochzieher gelegt werden. Finde ich abenteuerlich. Warum läßt du die ganze Fräse nicht klassisch auf GND liegen und legst dein Antaststück an den Hochzieher? Und mal abgesehen davon: Mir wäre es bange um den Fräser und um das Antaststück, wenn das ganz einfach nur eine Aluplatte wäre. Ich hätte mir da als Antaststück etwas anderes und härteres und chemisch edleres als Alu gegönnt - aber selbiges so gelagert, daß es nachgeben kann, so daß der Fräser dort nicht dran-schrammen kann. Beispiel aus dem Hut: Loch in einem Stück Federblech, dort eine Stahlkugel hineingelegt, so daß sie etwa zu 3/4 oben herausguckt. Allenfalls von unten per Magnet ins Loch gezogen. Da kann der Fräser allseitig dranfahren, ohne daß etwas Schlimmes passiert: von oben federt das Blech, seitlich wird die Kugel aus dem Loch befördert. Obendrein sollte die Kugel auch relativ leicht im CNC-Programm berechenbar sein. Und: so eine Kugel ist gehärteter Stahl und kriegt so leicht keine Schrammen. Und wenn du willst, kannst du die sogar chemisch vergolden lassen wegen der Kontaktgabe. Wäre weitaus besser als Alu, was im Fräsbetrieb wohl recht leicht so sehr oxidiert, daß die Kontaktgabe erst dann kommt, wenn der Fräser bereits mittendrin steckt. W.S.
Angehängte Dateien:
-

SDS00010.png
11 KB -

SDS00009.png
12 KB


Danke für den Hinweis, das Oszi war während der Widerstandsmessung noch angeklemmt, das Netzteil aber aus. Habe zu den 10K (ohne Oszi stimmts auch) jetzt einen 300 Ohm Widerstand parallel gelötet, nun bin ich bei real 317 Ohm. Bild SDS00009.png zeigt den Trigger, wenn Krokoklemme auf Aluplatte kommt, die Teile liegen auf der Holzwerkbank. Bild SDS00010.png zeigt, wie die Aluplatte auf der Holztisch der Fräse liegt und die Krokoklemme den Fräser berührt. Hier sehe ich eine Veränderung, der Sensor ist nach Anklemmen dauerhaft auf low, egal, ob Berührung der Aluplatte oder nicht.
:
Bearbeitet durch User
Ein Fräser als Taststift? Ein Fräser hat Schneiden mit Spanlücken dazwischen, der Umfang ist unrund!
Klar, die Geometrie ist nur im Idealfall überall gleich zum Außenrand. Die Näherung ist aber schon ganz gut, denn hier geht es ja um ein Rohmaterial, aus dem ein Modell geschnitten werden soll. Es geht nicht darum, ein bestehendes Teil perfekt abzutasten. Insofern ist es einfach, berechenbar und wenn diese Potentialgeschichte mit Eurer Hilfe bald im Griff ist, zuverlässig :-)
W.S. schrieb: > Also deine Aluplatte liegt auf GND und deine gesamte Fräse soll auf 3.3 > Volt via 10k Hochzieher gelegt werden. Finde ich abenteuerlich. > > Warum läßt du die ganze Fräse nicht klassisch auf GND liegen und legst > dein Antaststück an den Hochzieher? Die Fräse mitsamt Spindel und Fräser ist geerdet, aber genau das ist ja das Rätsel, wie es mit GND und Erdung klappen soll. Was wäre denn weniger abenteuerlich, bin da offen? Deinen hohen Anspruch, was die Mechanik angeht, schau ich mir im nächsten Schritt an. Erstmal soll die Elektronik laufen :-)
Mr W. schrieb: > Habe zu den 10K (ohne Oszi stimmts auch) jetzt einen 300 Ohm Widerstand > parallel gelötet, nun bin ich bei real 317 Ohm. Mit den 100 Ohm, die da zwischen J11 und diesem Pullup liegen, kommst du aber am µC-Pin bei einer Masseverbindung nur noch auf 0,8V runter. Naja, kann reichen, aber "richtig schön" geht anders... Mr W. schrieb: > Korrektur: der Widerstand beträgt nicht 10K Ohm, sondern real 406 Ohm. Merke: du kannst Widerstände nicht zuverlässig im eingebauten Zustand messen. Es kann immer irgendwelche anderen parallel liegenden Bauteile geben. Und wenn du den Widerstand in einer eingebauten Schaltung messen musst, dann miss in beide Richtungen, um irgendwelche parallelgeschalteten Kondensatoren (davon laufender Messwert) oder Dioden/Halbleiter (beide Richtungen unterschiedlicher Widerstand messbar) zu erfassen.
Habe zu den existierenden 100 Ohm jetzt 50 Ohm in Reihe geschaltet,
damit sagt das Oszi 40mV bei Low-Pegel und 3V3 bei High. Das dürfte
deutlicher sein.
Habe auch den Tip umgesetzt, die Polung umzudrehen.
Ich verstehe bloß nicht, warum der µC nun dauernd von einem Signal
ausgeht. Egal, was ich einstelle, verändere, was ich wo dranhalte. Muß
da noch ein Strom fließen (dürfen), um einen Pegelwechsel zu erkennen?
Interessant: ersetze ich den PullUp von 50 Ohm wieder gegen 10K, geht
wieder alles.
Effektiv hat sich bislang nur die Polarität von Aluplatte ("+") und
Krokoklemme ("-") geändert. 5min versuchen hat erstmal keinen falschen
Alarm produziert.
Bringe ich Krokoklemme und Erdung zusammen, scheint das besser zu sein?
:
Bearbeitet durch User
sid schrieb: > da bin ich dann doch für mechanische Tastköpfe um > ehrlich zu sein Mr W. schrieb: > Sid: > Die Nutzung dieser Tastplatte ist, für mich, viel besser als eine rein > optische Ermittlung des Ursprungs. wer reded denn von optisch? ich red von Rubinkugel auf Tastnadel sid schrieb: > Ich persönlich würde die Polung tauschen Mr W. schrieb: > Effektiv hat sich bislang nur die Polarität von Aluplatte ("+") und > Krokoklemme ("-") geändert. 5min versuchen hat erstmal keinen falschen > Alarm produziert. Na wer hätte das geahnt ;) 'sid
Aluminium ist für den Gegenkontakt das ungeeignetste Material, weil es sich immer mit einer Oxidschicht überzieht und deshalb nur schlechten Kontakt gibt. Man müsste da schon mit sehr hohen Spannungen, z.B. 24V, arbeiten. Ideal wäre ein Goldbarren... Ich habe für die Autoindustrie Werkzeugvoreinstellgeräte gebaut, da tritt das Problem auf mit Anforderungen im µ-Bereich. Kontaktgabe mit dem Werkzeug wurde NIE verwendet. Georg
Angehängte Dateien:
-

SDS00011.png
9,2 KB -

SDS00012.png
9 KB

Habe verglichen, wie sich das Signal mit und ohne 100nF Kondensator
verhält zwischen "+" und "-".
Bild 11 mit Kondensator, Bild 12 ohne.
Ein Erklärungsversuch, warum es jetzt läuft:
a) zwischen "-" (GND) und Erde gibt es lt. Multimeter keinen
Potentialunterschied
b) zwischen "+" und Erde gibt es 3V3 Potentialunterschied
Vielleicht gibt es deshalb keine Trigger mehr, denn im Fall jetzigen
Fall a) muß auch kein Potential ausgeglichen werden. Das ergibt sich ja
nach meinem Verständnis erst, wenn der Fräser (GND=Erde) die Tastplatte
("+") berührt.
:
Bearbeitet durch User
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.