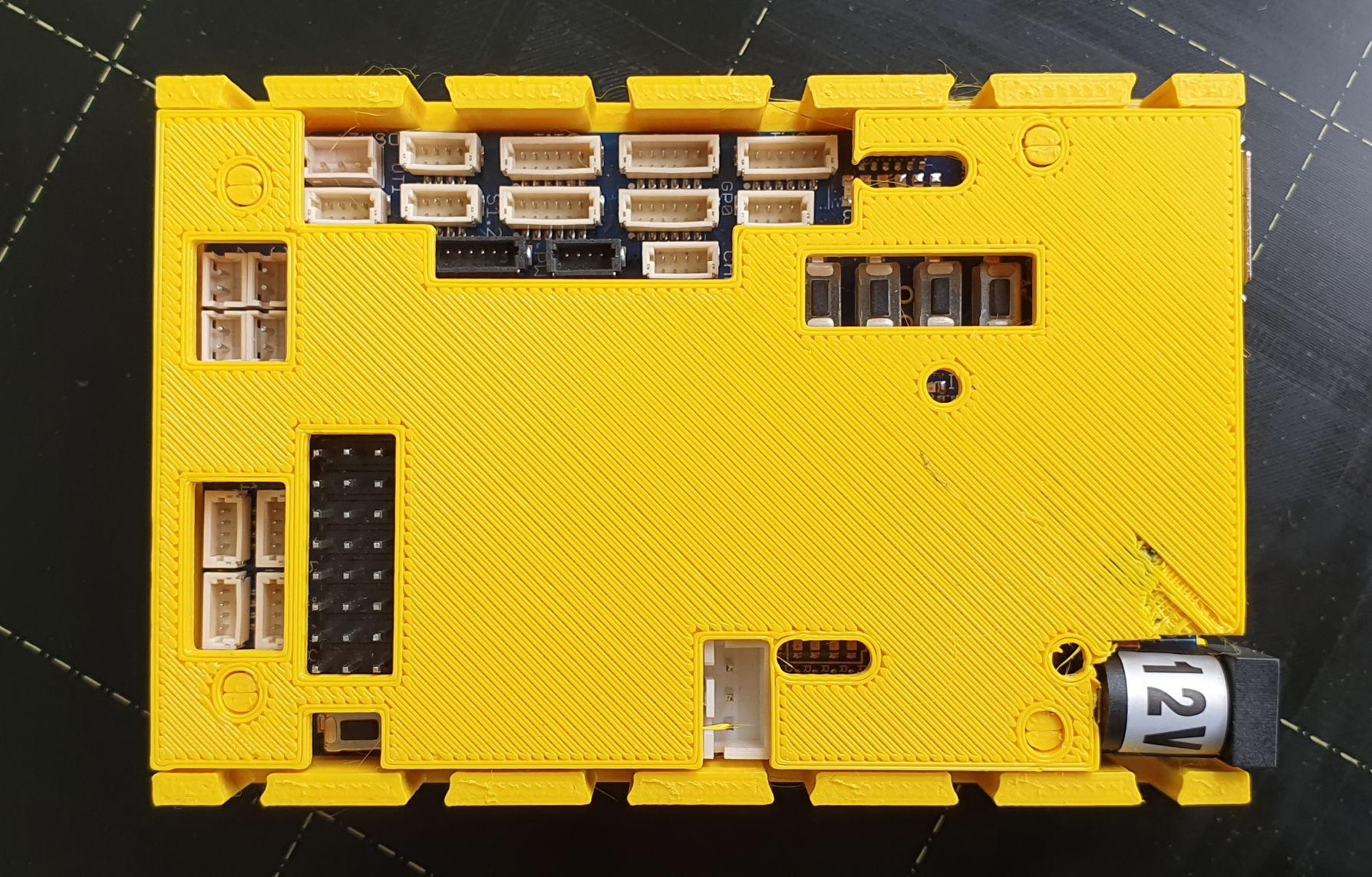
Moin, hat schon mal jemand ausprobiert, mit dem 3D-Drucker und transparentem Filament einen Lichtleiter für die LEDs einer Elektronik zu machen? Ich habe mir aktuell für ein Beaglebone Blue Board per 3D-Druck ein kleines Gehäuse gemacht. Allerdings sehe ich die LEDs nur noch, wenn ich direkt von oben draufschaue. In kommerziellen Produkten wird so etwas mit Lichtleitern gelöst. Ich will mir jetzt nicht eine ganze Spule mit Filament bestellen, welches dann verstaubt, weil es nicht für Lichtleiter geeignet ist. Mein bevorzugtes Druckmaterial ist PETG, das würde es auch in transparent geben. Könnte aber auch sein, dass ein anderes Material bessere optische Eigenschaften hat.
Angehängte Dateien:
-

BeagleboneBlueV0.jpg
400 KB
Momentan habe ich auch eine Rolle PETG transparent eingelagert, aber noch nicht ausprobiert. Aber aus Erfahrungen mit ABS gehe ich davon aus, dass auch PETG nach dem Drucken nicht mehr transparent ist sondern nur noch lichtdurchlässig. Lichtleiter habe ich noch nicht probiert. Gruss Chregu
Christian M. schrieb: > Momentan habe ich auch eine Rolle PETG transparent eingelagert, aber > noch nicht ausprobiert. Aber aus Erfahrungen mit ABS gehe ich davon aus, > dass auch PETG nach dem Drucken nicht mehr transparent ist sondern nur > noch lichtdurchlässig. Lichtleiter habe ich noch nicht probiert. > > Gruss Chregu ja, das ist schwer zu beurteilen! Hab noch nie was mit transparentem Filament gemacht. "Lichtdurchlässig" würde ja reichen, wenn man dann oben auf dem Gehäuse noch gut erkennen kann, ob die LED an ist oder nicht. Die LEDs auf dem Beagleboard sind leider recht klein und auch nicht besonders hell! Ich könnte mir vorstellen, dass auch die Druckrichtung eine Rolle spielt. Vielleicht muss man die Flächen ja auch noch anschleifen. Das würde für PETG sprechen, welches sich gut nachbearbeiten lässt.
Hallo auch wenn jetzt nicht 100% zu deiner Frage passend: es gibt doch diese Kunststoff "Lichtleiter" fertig auf Rolle zu kaufen - diesen sollte man doch abschneiden und dann auf- bzw. einkleben können. Es geht ja nicht um Glafaserleitungen die ganz bestimmte Eigenschaften haben müssen (einfach abschneiden ist da nicht) und wo jedes db (?) Lichtverlust oder verändern von Eigenschaften zählt sondern um über einige cm Licht zu "leiten". Jemand
Wen du absolut transparente Teile drucken willst, kann ich dazu Tipps geben. Wir drucken für Beleuchtung's- und Mess-Technik Linsen und Fresnel-Linsen, so wie auch Lichtleiter aus. Ist nicht ganz einfach, weil die Einstellung so sein muss, dass keine "Luftblasen" entstehen und die Oberfläche Geglättet ist. Als Filament verwenden wir (HDglass) weil das speziell für das gemacht ist. Normales PET oder PLA usw. hat immer leichte Trübung und schluckt licht. Gruß Patrick L
Jemand schrieb: > Hallo > > auch wenn jetzt nicht 100% zu deiner Frage passend: > > es gibt doch diese Kunststoff "Lichtleiter" fertig auf Rolle zu kaufen - > diesen sollte man doch abschneiden und dann auf- bzw. einkleben > können. > Es geht ja nicht um Glafaserleitungen die ganz bestimmte Eigenschaften > haben müssen (einfach abschneiden ist da nicht) und wo jedes db (?) > Lichtverlust oder verändern von Eigenschaften zählt sondern um über > einige cm Licht zu "leiten". > > Jemand hmm, ich glaube, die Lichtleiter, die Du meinst (Rollenware) sind viel zu dünn; aber die Idee ansich ist echt gut! auf Deinen Post hin hab ich mal gegoogelt und z.B. so etwas gefunden: https://www.reichelt.de/de/de/lichtleiter-smd-1-fach-senkkopf-gerade-men-12821100-p232155.html?PROVID=2788&gclid=CjwKCAjw64eJBhAGEiwABr9o2GeRBmJ1a8QYFO4b-Og4TWqjSWGTTSml6OHtOCkV_gJT_4NrrVv9phoCnh0QAvD_BwE&&r=1 also, wenn das nix wird mit dem Drucken, könnte ich mir so etwas besorgen
Patrick L. schrieb: > ...Als Filament verwenden wir (HDglass) weil das speziell für das gemacht > ist... das hört sich gut an! Das werde ich mir bestellen. Vielen Dank für den Tipp!
Ich würde ein "Loch" drucken und dort ein speziell für diesen Zweck verfügbares Teil einsetzen/-kleben. Oder auch nicht.
Wenn es dicker sein soll: Man kann das transparente Filament „as is“ nehmen, also nicht drucken, sondern ein passendes Stück Filament einsetzen, und wenn es noch dicker sein soll, gehen sogar diese Heißkleber-Sticks. Einfach mal probieren, kostet ja nix.
Angehängte Dateien:
-

P1040971s.JPG
60 KB
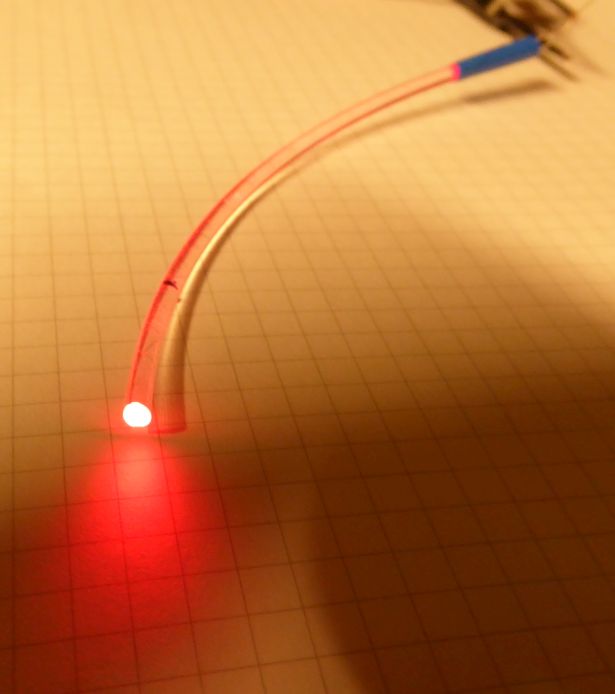
transparentes PLA/PTEG geht auch, hatte ich hier schonmal gezeigt. Wenn man es heiss macht lässt es sich ja auch biegen. Fertige Teile gibt es auch, auch bei Reichelt. Nur relativ teuer und man muss Glück haben das die passen. https://www.reichelt.de/led-lichtleiter-c6783.html?&nbc=1
Ist es nicht moeglich so etwas zu benutzen ? Oder musz es unbedingt 3d gedruckt werden ? https://nl.farnell.com/mentor/1282-1500/light-guide-c-sink-3-2mm/dp/2300598
Patrick C. schrieb: > Ist es nicht moeglich so etwas zu benutzen ? Oder musz es unbedingt 3d > gedruckt werden ? Wahrscheinlich nicht exakt dies, da die LED zu klein sind aber im groben Modo könnte der TO ev. das Gehäuse für "kleinere Brüder" davon abändern. ;-)
Moin zusammen, heute bekomme ich mein HDGlass Filament; wird ein paar Tage dauern, bis ich dazu komme... aber ich halte euch über meine Versuche auf dem Laufenden!
Du kannst mit dem 3D-Drucker bestenfalls einen lichtdurchlässigen Stopfen drucken. Lichtleiter im eigentlichen Sinne sind wegen der internen faserigen Struktur der Druckobjekte mit FDM-Druckern nicht möglich.
Frank E. schrieb: > Lichtleiter im eigentlichen Sinne sind wegen der > internen faserigen Struktur der Druckobjekte mit FDM-Druckern nicht > möglich. Würde ich so in der Absolutheit nicht stehenlassen: https://www.youtube.com/watch?v=SmbAlTxLbg0 („How to print with transparent materials“ am Beispiel einer Linse, von Herrn Prusa)
:
Bearbeitet durch User
Angehängte Dateien:
-

Lightpipe.jpg
67 KB -

LightpipeLayers.jpg
120 KB -

LightpipePrinted.jpg
490 KB
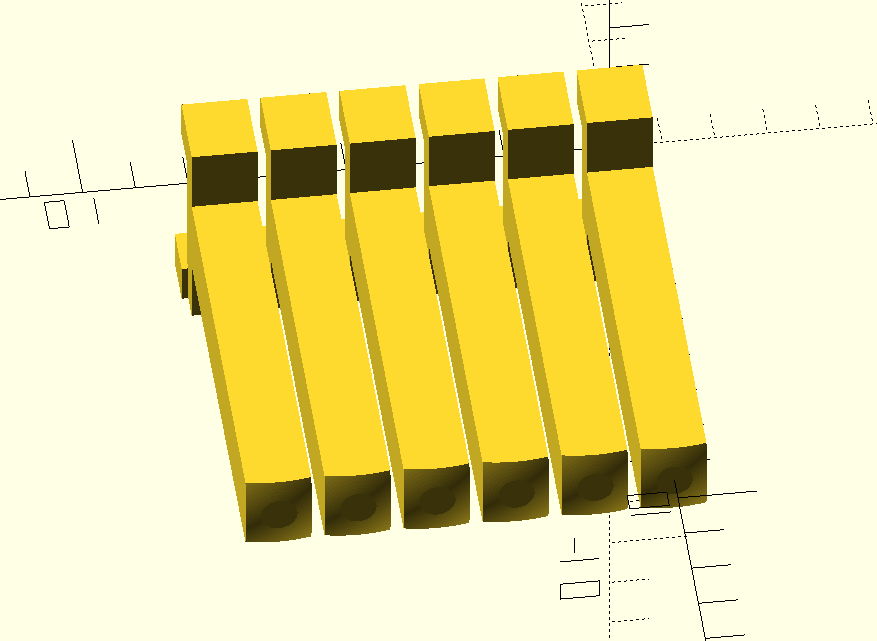
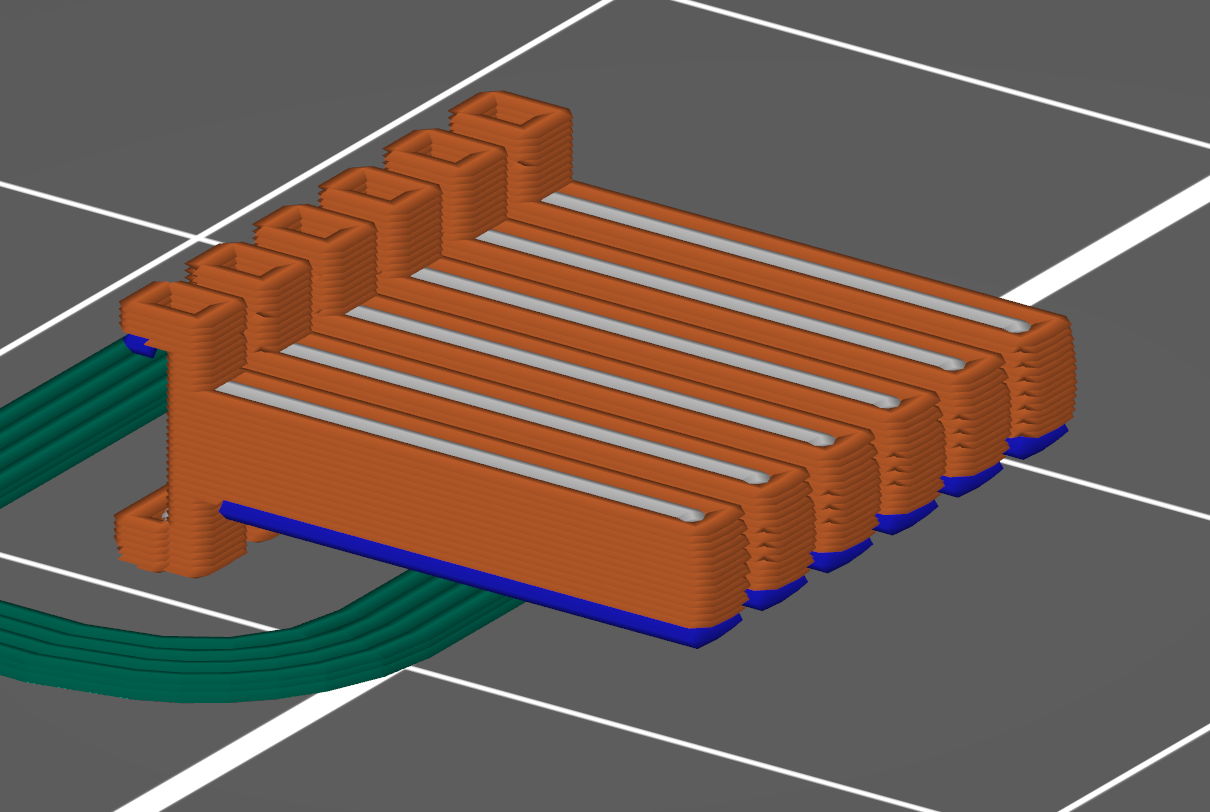
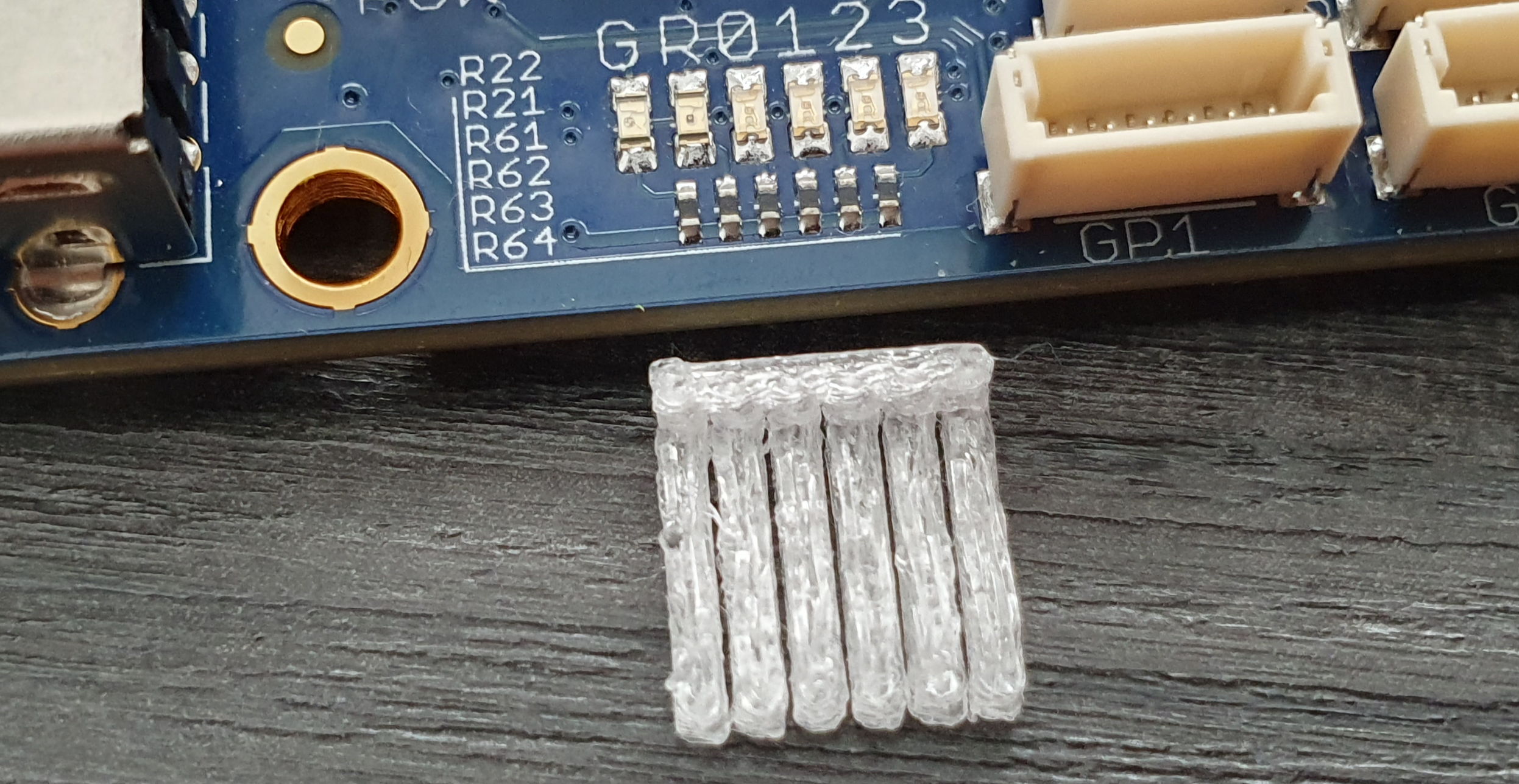
Moin, mein bester Versuch bisher zeigt den Unterschied zwischen Theorie und Praxis ;) Ich habe jetzt das HDGlass Filament ausprobiert. Punkt 1: erst mal einige Zentimenter durch den Extruder laufen lassen, um Reste von früheren Drucken "auszuspülen" (Mein erster HDGlass-Druck war gelb verfärbt) Meine Idee, ich habe eine Lichtleiterleiste gezeichnet (also keine einzelnen Lichtleiter), die nur unten am Fuß verbunden sind und ansonsten eine kleine Lücke zwischen jedem Leiter haben (1.Bild) Beim Slicer habe ich es so hinbekommen, dass jeder Layer nur in Lichtrichtung gedruckt wird (2. Bild) Das 3. Bild zeigt das beste Ergebnis bisher. So ganz klar ist der Druck nicht geworden. Die Lichtmenge, die auf der oberen Seite austritt, würde für den Anwendungszweck schon fast genügen. Allerdings habe ich sehr starkes "Übersprechen". Leuchtet eine LED, ist der Lichtleiter links und rechts daneben fast genauso hell; die LEDs lassen sich dann nicht eindeutig ablesen. Problem sind wahrscheinlich die kleinen Strukturen. Für jede LED habe ich nur 1.5 mm; für den Zwischenraum zwischen den Leitern habe ich 0.25 gewählt. Wenn ich in jeden Spalt einen Streifen Papier klemme, ist es schon deutlich besser. Nächste Ideen: Ich schaue mir jetzt mal den Link "How to print with transparent materials" an. Vielleicht wird ja mein Druckergebnis noch besser. Es sieht so aus, als hätte ich Blasen im Druck) Eine andere Idee klappt nicht: einfach das Filament kürzen und "AsIs" als Lichtleiter verwenden. Ich hab ja nur 1.5 mm je LED, aber das Filament hat einen Durchmesser von 1.75
Für so kleine Strukturen ist vermutlich der Drucker zu grob oder ? Ich hab auch kleine Sachen auf meinem RF100 versucht, das hab ich nicht hinbekommen.
Richard R. schrieb: > Eine andere Idee klappt nicht: einfach das Filament kürzen und "AsIs" > als Lichtleiter verwenden. Ich hab ja nur 1.5 mm je LED, aber das > Filament hat einen Durchmesser von 1.75 Dir fehlt es an Kreativität: das Material erweicht schon bei geringen Temperaturen: mit einem passenden Fön warm machen, dabei aufpassen, dass es nicht vollständig schmilzt (Fön also auf nur wenig mehr als die Glasübergangs-/Erweichungstemperatur einstellen), und in die gewünschte Form bringen: entsprechend biegen und etwas platt machen, damit das mit den 1,5mm hinkommt. Dadurch, dass dann jede LED ihr eigenes Stück „Lichtleiter“ hat, dürfte sich das Problem mit dem Übersprechen so auch weitgehend erledigen.
Thomas W. schrieb: > Für so kleine Strukturen ist vermutlich der Drucker zu grob oder ? > Ich hab auch kleine Sachen auf meinem RF100 versucht, das hab ich nicht > hinbekommen. ja, ich fürchte auch! dünne Layer bekommt man ja gut hin, Aber bei der Breite der Strukturen hat man Einschränkungen; soweit ich verstehe durch den Düsendurchmesser (0.4 mm bei mir). Meine Lichtleiter sind nicht sehr lang; ca. 1 cm. Ich könnte im Deckel des Gehäuses einzelne "Schächte" drucken, um eine Zwischenwand zwischen den Leitern zu haben. Aber erst bei Strukturen ab 0,5 mm würde das funktionieren. Dann wird der Lichtleiter selbst aber sehr schmal; bleibt ja nur noch 1mm übrig :(
:
Bearbeitet durch User
Wenn du’s unbedingt drucken willst, wäre es doch naheliegend, das nicht mit der 0,4mm-Düse zu drucken, sondern etwa eine 0,1mm-Düse einzusetzen? Dazu noch die Layerhöhe auf 0,04mm (je nach Z-Schrittweite deines Druckers – die 0,04 wären bei meinem passend), und vielleicht ein wenig mehr Material durchschieben, um eine sichere Verbindung der Layer zu erreichen – überschüssiges Material muss dann anschließend mechanisch abgetragen werden. Abgesehen davon sind solche Kleinteile eher die Domäne dieser Pseudo-SLA-Harzdrucker. Da gibt’s auch Material, das klar aushärten soll – falls du also noch nach ’nem Vorwand gesucht hast, dir einen solchen Drucker zulegen zu „müssen“: hier hast du ihn ;)
:
Bearbeitet durch User
Jack V. schrieb: > Wenn du’s unbedingt drucken willst, wäre es doch naheliegend, das nicht > mit der 0,4mm-Düse zu drucken, sondern etwa eine 0,1mm-Düse einzusetzen? > Dazu noch die Layerhöhe auf 0,04mm (je nach Z-Schrittweite deines > Druckers – die 0,04 wären bei meinem passend), und vielleicht ein wenig > mehr Material durchschieben, um eine sichere Verbindung der Layer zu > erreichen – überschüssiges Material muss dann anschließend mechanisch > abgetragen werden. > > Abgesehen davon sind solche Kleinteile eher die Domäne dieser > Pseudo-SLA-Harzdrucker. Da gibt’s auch Material, das klar aushärten soll > – falls du also noch nach ’nem Vorwand gesucht hast, dir einen solchen > Drucker zulegen zu „müssen“: hier hast du ihn ;) an kleinere Düsen habe ich in der Tat auch gerade gedacht und schon mal gegoogelt; das wäre ja auch für andere filigrane Teile interessant! Ok, das ist für mich gerade Neuland; auf Amazon gibt es da natürlich massenhaft "China-Schrott", mit guten Herstellern kenne ich mich (noch) nicht aus! Einen weiteren Drucker lege ich mir definitiv nicht zu :D
Richard R. schrieb: > das wäre ja auch für andere filigrane Teile interessant! Dir muss allerdings klar sein, dass sich die Druckzeit vervielfacht. Richard R. schrieb: > auf Amazon gibt es da natürlich > massenhaft "China-Schrott" So eine Düse ist keine Raketenwissenschaft und keine Hochtechnologie. Man kann den Chinesen schon zutrauen, ein Loch und ein Gewinde an einem Stück Messing anzubringen. Allerdings käme auf dich damit erstmal etwas Arbeit zu: du musst nämlich die optimalen Parameter ermitteln. Während für die bekannteren Drucker mit 0,4mm-Standarddüse in den gängigen Slicern halbwegs brauchbare Werte hinterlegt sind, ist das bei anderen Größen oft nicht der Fall.
:
Bearbeitet durch User
kleine Düsen sind nicht unbedingt besser, auch mit 0,4 mm kann man feinere Strukturen drucken. Schon bei 0,2 hat man deutlich mehr Probleme mit Verstopfungen. Dazu die Frage was es bringen soll, ein Lichtleiter 'transportiert' Licht nicht durch die transparente Masse, das Licht wird an Wandungen reflektiert und so weitergeleitet. Leuchte mit der LED in das Filament und und du sieht Licht an jedem Kratzer oder Riss in der Oberfläche. Deshalb ist es einfacher das Filament passend zu biegen, man könnte einen Halter drucken damit die einzelnen Leiter für die LED alle parallel liegen.
Johannes S. schrieb: > Deshalb ist es einfacher das Filament passend zu biegen, man könnte > einen Halter drucken damit die einzelnen Leiter für die LED alle > parallel liegen. Mein Reden. OT: ich hab mir dein Bild ganz oben nochmal angeschaut: deine Einstellungen beim gelben Gehäuse sind bei Weitem nicht optimal („Underextrusion“, leichtes Stringing). Du solltest das zunächst beheben, bevor du dich an die herausfordernden Sachen machst.
Jack V. schrieb: > Da gibt’s auch Material, das klar aushärten soll Gestern erst gesehen sieht wirklich gut aus.
Man könnte auch aus einem geeigneten Stückchen Plexi-/Acryl-Glas das mit Laubsäge ausschneiden, und mit Alu-Tape umwickeln, sowie auf der Platine mit Heißkleber fixieren. Würde gehen für ein One-Of.
Richard R. schrieb: > Einen weiteren Drucker lege ich mir definitiv nicht zu Würde ich mir aber trotzdem noch mal durch den Kopf gehen lassen! SLA-Drucker sind viiiiel einfacher zu Bedienen, mit Clear völlig transparent und viiiiel genauer! Gruss Chregu
Jack V. schrieb: > OT: > ich hab mir dein Bild ganz oben nochmal angeschaut: deine Einstellungen > beim gelben Gehäuse sind bei Weitem nicht optimal („Underextrusion“, > leichtes Stringing). Du solltest das zunächst beheben, bevor du dich an > die herausfordernden Sachen machst. Da sollte man in der Tat zuerst ansetzen. Auch der Versuch mit den Lichtleitern ist weit entfernt von "richtige Einstellungen" das geht definitiv viel besser. Es ist halt so das beim 3D Druck tatsächlich mit jeder Rolle Filament ggf. Anpassungen der Settings nötig sind, teilweise sogar bei gleichem Hersteller. Alles kein rocket science, aber Aufwand auf den man sich einlassen muss. 3D Druck ist aktuell in DIY leistbaren Kostengrenzen noch immer ein Geduldsspiel und nichts für eilige. Erstmal die Settings von Drucker und Filament optimieren und dann "ernsthafte" Sachen probieren. Musste glaube ich jeder erst lernen ;)
Die gezeigten Drucke sehen grauenhaft aus. In diesem Zustand dann "Lichtleiter" drucken zu wollen, ist utopisch. Da stimmen wohl eine ganze Reihe von Parametern nicht. Erstmal sollte man ein gescheites Bed-Leveling vornehmen. Dann sollte man schauen, ob im Slicer der richtige Filamentdurchmesser und die richtige Drucktemperatur gewählt wurden. Im Fall von PETG ist Filament-Retraction sehr wichtig, um Stringing zu vermeiden, alternativ und wenn die Firmware es zulässt, sich mit Linear Advanced beschäftigen. Das wären erstmal die Basics.
someone else schrieb: > Die gezeigten Drucke sehen grauenhaft aus. In diesem Zustand dann > "Lichtleiter" drucken zu wollen, ist utopisch. > > Da stimmen wohl eine ganze Reihe von Parametern nicht. Erstmal sollte > man ein gescheites Bed-Leveling vornehmen. Dann sollte man schauen, ob > im Slicer der richtige Filamentdurchmesser und die richtige > Drucktemperatur gewählt wurden. Im Fall von PETG ist Filament-Retraction > sehr wichtig, um Stringing zu vermeiden, alternativ und wenn die > Firmware es zulässt, sich mit Linear Advanced beschäftigen. > > Das wären erstmal die Basics. Vielen Dank für die Hinweise; vielleicht sind die Einstellungen für mein aktuelles Material wirklich nicht optimal, aber absoluter Anfänger bin ich jetzt auch nicht! - Bed-Leveling, natürlich! wobei der Prusa vor jedem Druck neu kalibriert! - Filamentdurchmesser? Ich gehe mal davon aus, die Filamente sind präzise 1.75 ? - Drucktemperatur,Bed-Temperatur, im Range nach Vorgabe des Filamentherstellers - Linear Advanced kannte ich bisher noch nicht! Ich muss mal updaten, die neueste PRUSA-Version unterstützt anscheinend schon "Linear Advanced" - Filament-Retraction, damit habe ich mich wirklich noch nie beschäftigt und immer die Default-Einstellungen für PETG übernommen; es stimmt aber, dass ich bei manchem Material immer wieder mal Stringing habe! ich verwende z.B. PETG selber Hersteller/Produkt in den Farben Schwarz/Rot/Gelb. Bei Schwarz habe ich nie Stringing, Rot hat stärkeres Stringing, Gelb ist irgendwo dazwischen. Da muss ich wohl jede Farbe spezifisch einstellen - Ich mache jetzt gerade Versuche mit dem HDGlass, etwas mehr Overextrusion und langsamer, etwas höhere Temperatur. erstmal an einem einfachen Obhekt; einer Scheibe. Dann sehe ich am ehesten, was maximal erreichbar ist. Die kleinen Strukturen sind dann noch ein anderes Problem!
:
Bearbeitet durch User
someone else schrieb: > sich mit Linear Advanced beschäftigen. Ja es bedarf echtes Feingefühl. 1.) Das es Blasenfrei ist (Je nach Soft und Hardware) den Filament Vorschub um 1~12% erhöhen. 2.) Cura beispielsweise unterstützt die Funktion "Glätten" Wichtig für optische Teile. 3.) Druckgeschwindigkeit eher Langsam für Optische Teile. 4.) Bed und Druckraumtemparatur ist auch wichtig! 5.) Druckrichtung (hast du ja schon raus gefunden) 6.) Saubere Düsen (dito w.o.) 7.) Das richtige Filament (dito w.o.) 8.) Wasserfreies Filament (Nicht feucht gelagert!) 9.) GANZ WICHTIG Drucktemparatur. Der Link ist nicht schlecht und zeigt schon einiges: Jack V. schrieb: > Würde ich so in der Absolutheit nicht stehenlassen: > https://www.youtube.com/watch?v=SmbAlTxLbg0 („How to print with > transparent materials“ am Beispiel einer Linse, von Herrn Prusa) Und es geht auch mit einem "IIIP Cadet" habe damit auch schon optische Teile gemacht. Etwas Aufwendiger aber es geht. Ein Problem hast du bei deinem Steghalter(Die Verbindung zwischen den einzelnen Lichtleiter) auch der überträgt Licht in die Benachbarten "Licht-Leiter" da musst du für einen sauberen Übergang sorgen der das Licht zurückreflektiert! (Steg mit Hoher Geschwindigkeit Drucken und etwas "Luft" lassen dass das Glas nicht ineinander verläuft) Ideal auch nicht als "Teil" sondern als Support ausdrucken ;-) Deine "Aussenhaut" des Lichtleiters reflektiert nicht sauber, da sehr Porös ist, was auch ein "Übersprechen" auslöst. Aber noch ein Bischen übern und Youtube schauen, dann kriegst du das auch mit deinem 3D Drucker hin. ;-)
:
Bearbeitet durch User
Patrick L. schrieb: > Aber noch ein Bischen übern und Youtube schauen, dann kriegst du das > auch mit deinem 3D Drucker hin. ;-) Genau! Es geht ja auch um Hobby und Spass und dazu lernen; 3D-Druck mache ich ja nicht beruflich! Natürlich könnte ich z.B. auch fertige Lichtleiter kaufen, aber wo bleibt dann der Spass (oder die Enttäuschung ;)
Patrick L. schrieb: > 8.) Wasserfreies Filament (Nicht feucht gelagert!) das Filament habe ich frisch ausgepackt, sollte also trocken sein
Angehängte Dateien:
-

Bild_2021-08-25_120629.png
7,8 MB

Habe ich meiner Tochter gemacht (zum zeigen was möglich ist) Drucker: IIIP Cadet Filament: HDglass Druckzeit: 5Std Reflektion: 97% Es hat ein Farbwechsel LED im Sockel und das Unicorn strahlt im Lichterglanz ;-) Also ergo: Es geht
:
Bearbeitet durch User
Patrick L. schrieb: > Es hat ein Farbwechsel LED im Sockel und das Unicorn strahlt im > Lichterglanz ;-) und genau das möchte man beim Lichtleiter nicht, das Licht soll nicht an den Wänden austreten.
Johannes S. schrieb: > und genau das möchte man beim Lichtleiter nicht, das Licht soll nicht an > den Wänden austreten. Als Tipp: Die Beine des Unicorn sind die Lichtleiter! und ca 1mm Durchmesser! Wenn du das Bild genau ansiehst, seihst du das zur Zeit des Photos grad das LED blau leuchtete, aber an den Beinen Kein licht austritt ;-) und das wollte ich dir damit zeigen. Good Luck beim Setting ;-)
Patrick L. schrieb: > Wenn du das Bild genau ansiehst, seihst du das zur Zeit des Photos grad > das LED blau leuchtete, aber an den Beinen Kein licht austritt mach doch bei Gelegenheit mal ein Bild, wenn es dunkel ist; dass das Unicorn leuchtet, ist eigentlich nicht zu erkennen!
:
Bearbeitet durch User
Richard R. schrieb: > Das 3. Bild zeigt das beste Ergebnis bisher. So ganz klar ist der Druck > nicht geworden. Hast leider auch nicht das richtige Material bestellst. CrystalFlex ist deutlich besser für solche Anwendungen als HDglass.
N. B. schrieb: > CrystalFlex Ja wenn er den Drucker dazu hätte ;-) Verwenden wir auch aber mit dem "Creatbot F160 Peek". Sein 3D-Drucker macht die Notwendigen Temperaturen nicht und da sollte man ein beheizten Druckraum haben. Hersteller angaben CrystalFlex Print temp: +230 ~ +260° C (For optical device) +250° C use Fan speed: 0~30% Heat bed: + 80 ~ +100° C
:
Bearbeitet durch User
Richard R. schrieb: > das Filament habe ich frisch ausgepackt, sollte also trocken sein Jain, ist nicht immer der Fall. Manche Hersteller, ich kenne jetzt HDGlass nicht, machen es "nur ausreichend trocken". Ich selbst lagere meine Spulen in einer luftdichten Kiste mit mehr als 1 kg Silikagel drin, welches ich regelmäßig erneuere. Da kann ich bei manchen Herstellern nach einer Weile lagern doch Performanceverbesserungen erkennen. Ungeduldige und/oder gewissenhafte trocknen das Filament im Dehydrierer oder Backofen, lagern es dann in einer luftdichten Einzelbox, wo dann über eine Festokupplung das Filament direkt im Schlauch zum Filamentvorschub geführt wird. Für meine Materialien und Zwecke ist das aber overkill. Richard R. schrieb: > vielleicht sind die Einstellungen für mein aktuelles Material wirklich > nicht optimal, aber absoluter Anfänger bin ich jetzt auch nicht! Ich sage nicht, dass du Anfänger, Profi etc. bist. Aber gerade ein Prusa kann eigentlich viel besser Drucken, als was deine Bilder zeigen. Mein Ansinnen war es eher, dich darauf hinzuweisen, weil irgendwas ganz arg nicht zu stimmen scheint. Das gelbe PETG Filament ist das Maisgelbe PETG von Das Filament, oder? Der Gelbton und das Material sieht auf meinem Monitor stark danach aus. Ich frage deshalb, weil Das Filament dafür eine recht starke Bandbreite von 210°C bis 240°C nennt. Ich hab nen China Drucker mit selbst optimierten Volcano Hotend Klon und auch da will man eher höhere Temperaturen ab 230°C nutzen, sonst quält man bei 0,4mm und kleineren Düsen ziemlich die ganze Filamentmechanik und es kann so zu Unterextrusion kommen.
someone else schrieb: > PETG von Das Filament Wow, das stimmt! Da sind Dir wohl schon einige Filamente untergekommen!
someone else schrieb: > höhere > Temperaturen ab 230°C PETG von "DasFilament" drucke ich zur Zeit mit 235 Grad. Wenn ich höher gehe, habe ich deutlich mehr Stringing; allerdings hatte ich Retraction bisher immer auf einem Default-Wert für PETG PrusaSlicer hat Default-Einstellungen für viele Filamente. "DasFilament" ist nicht dabei; daher habe ich ein Default "PRUSA-PETG" genommen und angepasst.
Also für Niedertemperatur verwende ich zum Linsen und ähnliches machen das HDglass, weil es das Bessere Lichtspektrum und Brechungsindex hat als CrystalFlex . Für Lichtleiter nehme ich das CrystalFlex mit 250° und Bauraum auf 120° Platte auf 100°. eine Überextrusion von 8% und ein Vorschub von 25(also sehr Langsam) Verfahrensgeschwindigkeit aber 100, damit die Düse keine Fäden auf der Planfläche hinterlässt. Z-Hopp stelle ich auf +3mm. So kann ich mit dem CreatBot F160 PEEK hervorragende Glaskörper oder Linsen drucken, denen man den 3D-Druck kaum ansieht. Optisch sind sie dann fast Perfekt und brauchen nur Minimale End-Politur. Dass sind meine Erfahrungswerte.
:
Bearbeitet durch User
An der Stelle vollständigkeitshalber noch der Hinweis, dass Nozzlegröße und Layerheight auch das Endergebnis beeinflusst. Prinzipiell sind da hohe Durchmesser (z.B. 0.8 mm) einfacher.
Sebastian S. schrieb: > Ich würde ein "Loch" drucken und dort ein speziell für diesen > Zweck > verfügbares Teil einsetzen/-kleben. das erscheint mir für diese Aufgabe auch eine gute Lösung. Ein lichtundurchlässiges Gehäuse mit 6 Löchern je 1,1mm drucken und dann dort einfach einen transparente Nylonschnur mit 1mm durchstecken. 10m von der Schnur kosten auch nicht mal 2 Euros.
Richard R. schrieb: > PETG von "DasFilament" drucke ich zur Zeit mit 235 Grad. Wenn ich höher > gehe, habe ich deutlich mehr Stringing; allerdings hatte ich Retraction > bisher immer auf einem Default-Wert für PETG Wie gesagt, experimentiere mal damit. Das hat erhebliche Auswirkungen aufs Stringing. Die Kühlung ebenso. Hier gilt bei PETG so wenig wie möglich, so viel wie (gerade so) notwendig. Die Stabilität dankt es. Das Filament PETG ist hier aber noch recht gnädig für PETG, da gibts ganz Andere, die ziemlich übel und herausfordernd zu drucken sind. Max Mustermann schrieb: > Prinzipiell sind da > hohe Durchmesser (z.B. 0.8 mm) einfacher. Wenn du damit große Flächen ausdrucken meinst, definitiv. Wenn du Details willst, da reichen schon integrierte Beschriftungen, wirds nicht so einfach. Leider habe ich z.B. bisher noch keinen Slicer gefunden der einfach eine variable Linienbreite, je nach Layer, kann. Dann bringt die große Düse auch nur bedingt etwas, wenn diese über die gesamte Druckzeit nicht die potentiell mögliche Kunststoffmenge ausspritzen kann, weil sonst Details fehlen oder bei spitzen Winkeln Löcher bleiben.
someone else schrieb: > bisher noch keinen Slicer gefunden der > einfach eine variable Linienbreite, je nach Layer, kann. Cura, Repetier-Host, Flashprint... da gibt es ein paar die das können. Vor allem Slicer für IDEX Printer da ist es fast normal, dass man verschiedene Düsendurchmesser hat. Für unser 7 Fach Extruder, haben wir meist 2 oder 3 verschiedene Düsen und auch oft 2 verschiedene Filament Dicken.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.