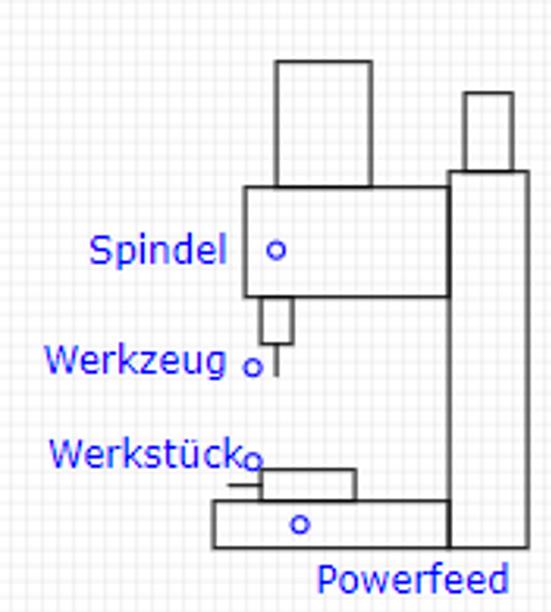
Hey, Ich habe eine normale Fräsmaschine mit xy-Tisch und so und möchte gerne eine kleine Apparatur bauen, um die Kanten von Metallstücken abzutasten. Hierbei habe ich mir gedacht, dass ich per Komparator die Spannung zwischen Spindel und Powerfeed (siehe Anhang) gegen eine referenzspannung vergleiche und sobald die Spannung über die Fräse sinkt, weil ich mit dem Werkzeug das Werkstück berühre, ein Piepsinal ertönt und eine LED aufleuchtet. Randdaten: - Eingangsspannung: 12V - Piepen und LED zusammen: 45mA @12V - Messleitung (-) an Powerfeed - Messleitung (+) an Spindel - Widerstand ohne berühren ca. 4-6 Ohm - Widerstand bei Berührung ca. 0-3 Ohm Da es kaum kleinohmige Potis gibt, würde ich die Referenzspannung gerne mit 2 Klemmblöcken und 10 Ohm und anderen Widerständen dazwischen einstellen, auch weil diese resistent gegen Vibrationen sind. Nun zu meiner Frage: kann mir jemand einen kleinen Schaltplanvorschlag machen, der das kann? Danke im Vorraus =)
Angehängte Dateien:
-

Fraese.jpg
34 KB
Michael S. schrieb: > Da es kaum kleinohmige Potis gibt Wozu brauchst du ein Poti ? Du musst deine Tastspitze vom Werkstück und damit der ganzen Maschine elektrisch isolieren, und TROTZDEM muss die Tastspitze einen so genauen Rundlauf haben wie deine Messgenauigkeit sein soll. Das ist eher ein mechanisches Problem. Zudem stellt sich die Frage nach der Verkabelung des isolierten Teils, man nimmt daher gerne eine Batterie im Tastkopf. https://www.ebay.de/itm/175009053852 Die Schaltung ist primitiv: A23 Batterie, https://www.tme.eu/en/details/lpb1475b-to-12/piezo-transducers-with-generator/cre-sound-electronics/lpb1475b-to-12-4-0-7-6-r-lab/ Summer dient gleich als Vorwiderstand, rote LED, Kontakt, alle in Reihe. So genau reagiert der natürlich nicht auf 3V vs. 4V, das ist auch komplett unnötig. Da eine CNC beim Verfahren aber nicht sofort stoppt, wenn der Kantentaster Signal gibt, muss seine Tastspitze nachgiebig sein, wie im Modell oben die gefederte Kugel (die aber nur seitlich federt nicht als Höhentaster brauchbar). Wieder nur ein mechanisches Problem.
Hallo, hier ist es einfacher, mit diesen anzutasten. https://www.ebay.de/itm/314019356071?hash=item491d031da7:g:X8kAAOSwIj5ilyz- oder https://www.ebay.de/itm/321416132859?hash=item4ad5e4f8fb:g:B5AAAOSwq39Zsn7X MfG DJ
Powerfeed...was für ein Wort^^ Willst Du wirklich die Spannung über die Ganze Fräsenmechanik schicken? Würd eher einen isolierten Tastkopf bauen, mit ner kleinen Knopfzelle, piezopiepser und LED, vereinfacht auch die Elektronik -> Kontakt oder kein Kontakt...nix mit Widerstand messen oder so.
DJ schrieb: > Hallo, > hier ist es einfacher, mit diesen anzutasten. > https://www.ebay.de/itm/314019356071?hash=item491d031da7:g:X8kAAOSwIj5ilyz- Ah ja genau sowas...aber bei dem Preis braucht man überhaupt nicht überlegen mit selber bauen.
Hermann S. schrieb: > Willst Du wirklich die Spannung über die Ganze Fräsenmechanik schicken? Ja, habe kein Problem damit und sollte auch kein Problem für die Maschine sein, da ich bei dem eigentlichen Fräsvorgang die Apparatur ausschalten werde. > Würd eher einen isolierten Tastkopf bauen, mit ner kleinen Knopfzelle, > piezopiepser und LED, vereinfacht auch die Elektronik -> Kontakt oder > kein Kontakt...nix mit Widerstand messen oder so. Will nicht extra was einspannen, schon garnix mit Batterie. Würde gerne mit den Fräsern selber auch antasten können, um beispielsweide eine genaue Höhe abzufräsen.
MaWin schrieb: > Du musst deine Tastspitze vom Werkstück und damit der ganzen Maschine > elektrisch isolieren, und TROTZDEM muss die Tastspitze einen so genauen > Rundlauf haben wie deine Messgenauigkeit sein soll. muss ich nicht, da wenn ich mit einem Fräser das Werkstück berühre der Gesamtwiderstand zwischen Spindel und Powerfeed sinkt. Das will ich auch auslesen. man nimmt daher gerne eine > Batterie im Tastkopf. > > https://www.ebay.de/itm/175009053852 Ich will nicht extra was einspannen müssen, ich will auch mal mit dem eingespannten Fräser messen, das ist als Bedienung einfacher > Da eine CNC beim Verfahren aber nicht sofort stoppt, wenn der > Kantentaster Signal gibt, muss seine Tastspitze nachgiebig sein, wie im > Modell oben die gefederte Kugel (die aber nur seitlich federt nicht als > Höhentaster brauchbar). Die Maschine ist keine CNC Maschine, sondern eine manuelle. Manuell kann ich sehr langsam an die kante ranfahren, bis es Piept. dabei mmacht es dann auch nix, wenn ich dabei etwas zu weit fahre (10-50µm). Die Maschine ist dehnbahr :). > Wieder nur ein mechanisches Problem.
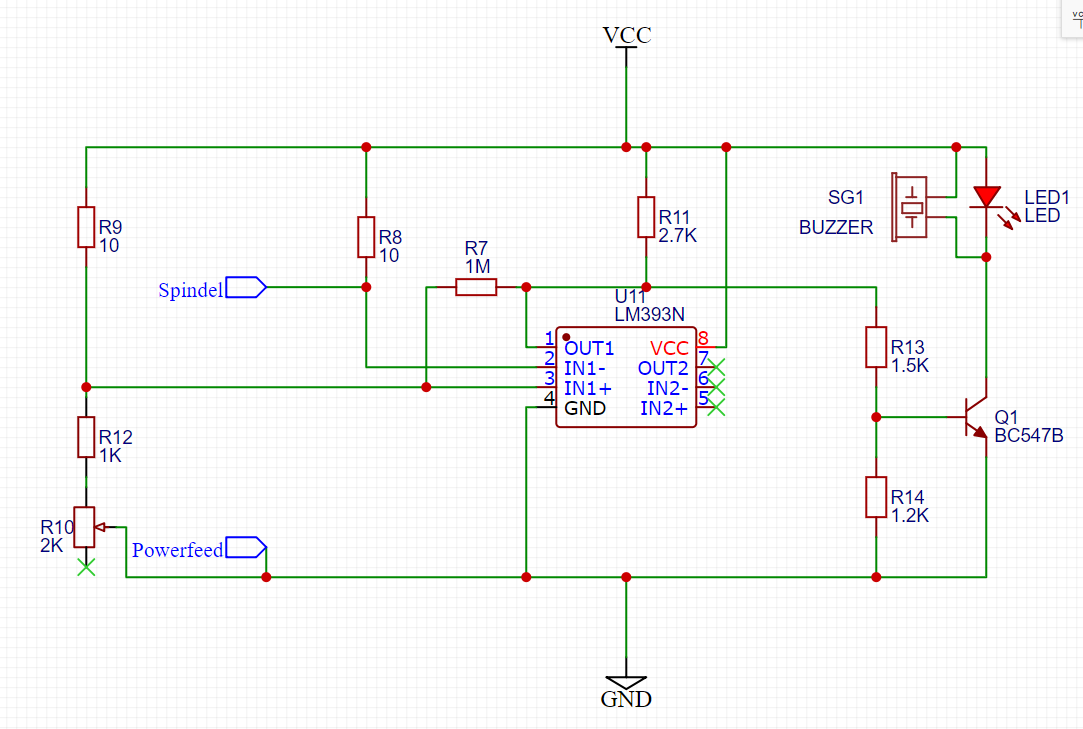
In dem Fall einen Spannungsteiler über die Maschine bilden und als Referenz dazu einen einstellbaren Spannungsteiler mittels Poti. Beides auf die Eingänge eines Komparators. So würde ichs versuchen.
Michael S. schrieb: > muss ich nicht, da wenn ich mit einem Fräser das Werkstück berühre der > Gesamtwiderstand zwischen Spindel und Powerfeed sinkt. Das will ich auch > auslesen. Du hast noch nie gefräst ? Ein Fräser ist nicht rund, sondern hat mehrere Schneiden. Je nach dem wie er steht, gibt das eine Differenz bis zum halben Fräserdurchmesser. Drehen darf der Fräser auch nicht, denn die Späne, die er schneidet, hängen an den Schneiden und fransen am Werkstück aus und vergrössern den Durchmesser leicht bis zu 1mm. Michael S. schrieb: > Würde gerne mit den Fräsern selber auch antasten können, um > beispielsweide eine genaue Höhe abzufräsen. Normalerweise fährt man manuell den Fräskopf mit eingespanntem Fräser so weit runter, bis ein Papierstück (oder Plastikstreifen definierter Dicke) gerade eben eingeklemmt wird.
MaWin schrieb: > Du hast noch nie gefräst ? > > Ein Fräser ist nicht rund, sondern hat mehrere Schneiden. Je nach dem > wie er steht, gibt das eine Differenz bis zum halben Fräserdurchmesser. Der Fräser läuft während der Messung natürlich und erzeugt somit ein fast homogenes akustischen und optisches Ausgangssignal. > Drehen darf der Fräser auch nicht, denn die Späne, die er schneidet, > hängen an den Schneiden und fransen am Werkstück aus und vergrössern den > Durchmesser leicht bis zu 1mm. Solange ich nicht ausversehen direkt ins Werkstück fahre, kann der Fräser keine Späne schneiden, da es immer eine Mindestspandicke gibt. Der Fräser ist vorher natürlich auch sauber, Selbstverständlich. > Normalerweise fährt man manuell den Fräskopf mit eingespanntem Fräser so > weit runter, bis ein Papierstück (oder Plastikstreifen definierter > Dicke) gerade eben eingeklemmt wird. Das ist eine durchaus valide Option, die ich auch selber schon genutzt habe, dennoch würde ich gerne meine Idee ausprobieren, da diese schneller und einfacher für viele Projekte wäre.
Es wird auch gerne leitendes Alutape auf das Werkstück geklebt um einen Kontakt zu ermitteln. Die Klebebanddicke muss man dann natürlich berücksichtigen.
Angehängte Dateien:
-

EdgeFinder_VCO.png
10 KB -

AN47_V-F_Converter_LM139__NS.gif
29 KB
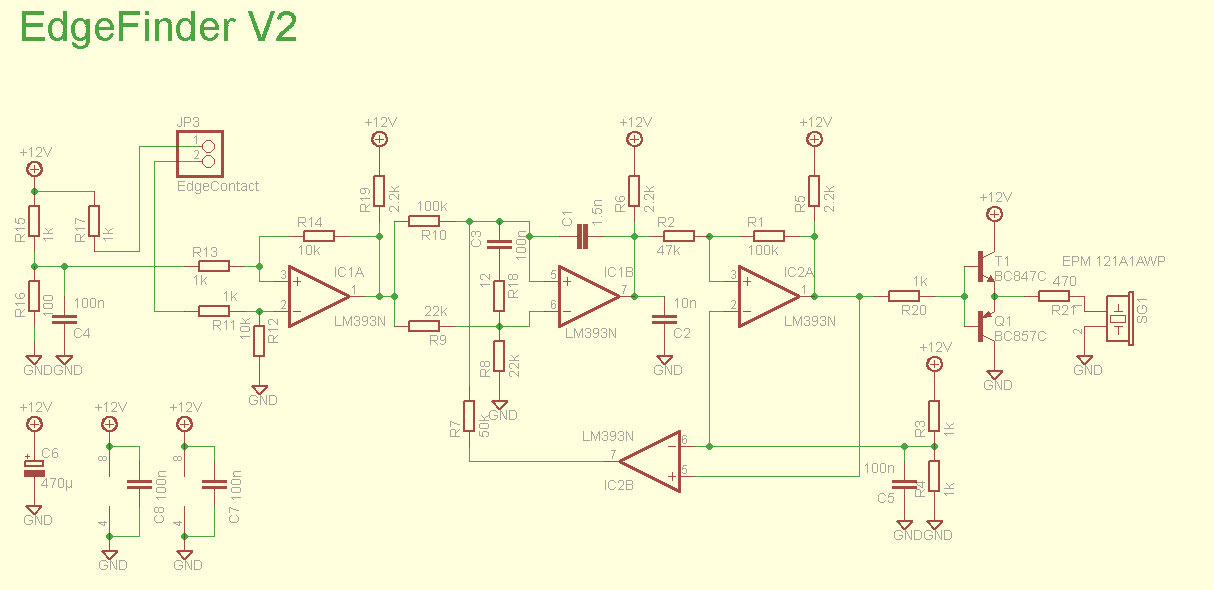
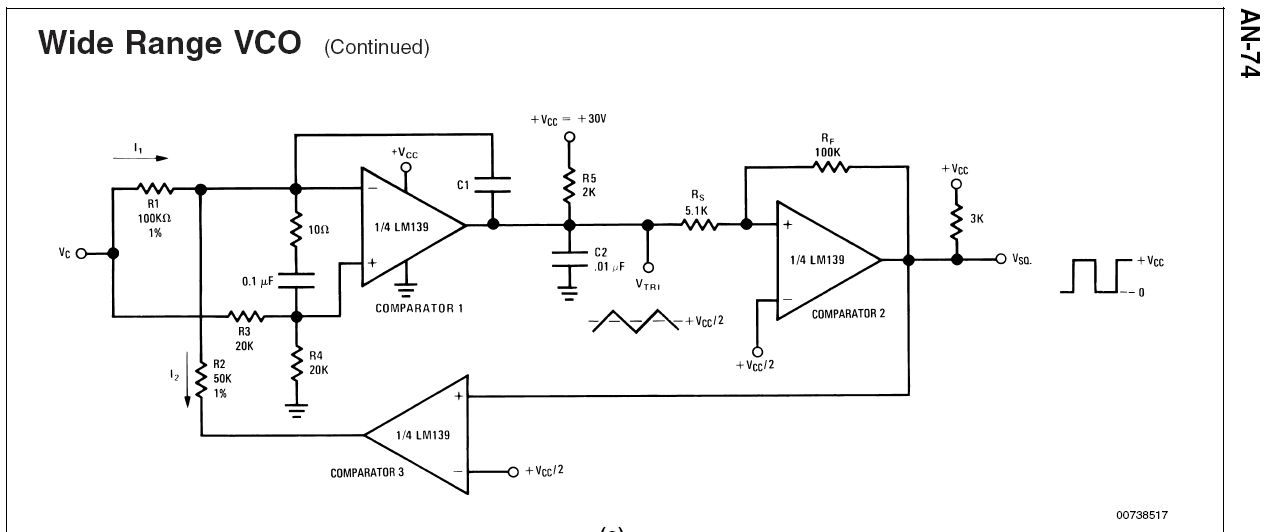
>Ich will auch mal mit dem eingespannten Fräser messen, das ist als Bedienung einfacher ... > Manuell kann ich sehr langsam an die kante ranfahren, bis es Piept. Was du suchst ist sowas wie ein Durchgangspiepser. Schaltungen hierzu findest du dutzendweise im I-Net unter den Begriffen Conduction Tester, Continuity Checker, R-Beeper, etc. Für die gleiche Anwendung habe ich meinen Edge-Finder auf Basis der in AN-47 von NS vorgeschlagenen VCO Schaltung aufgebaut. Die beiden Anschlussleitungen haben am Ende 2 kleine 3mm Neodym-Magnetchen zum schnellen anheften wens gebraucht wird. Eins für den Schraubstock und das andere kommt an die Überwurfmutter der Spannzange. Natürlich muss man den Fräser in die richtige Stellung drehen, das versteht sich doch von selbst. Und bei laufenden Fräser messen zu wollen, auf die Idee bin ich noch nie gekommen, zumal man dann sofort Kratzmarken im Werkstück hat. Wie gesagt das ganze ist nix für die vollautomatisch CNC-Station sondern für den DIY handgekurbelten Frästisch zum schnellen Nullen der Positionsanzeige.
Angehängte Dateien:
-

Fraestaster_4.png
51 KB
{kind=link}
Maxe schrieb: > In dem Fall einen Spannungsteiler über die Maschine bilden und als > Referenz dazu einen einstellbaren Spannungsteiler mittels Poti. Beides > auf die Eingänge eines Komparators. So würde ichs versuchen. Würde das so gehen? (LED hat ein internen Vorwiderstand, und zieht zusammen mit dem Buzzer etwa 45mA; VCC = 12V)
Is eigentlich echt ne interessante Idee, aber genauso kann ich auch mit nem Fräser ohne irgend eine Elektronik "antasten". Du wirst auch mit Sicherheit ne Spur in der Ofl hinterlassen, egal wie hoch die Mindestspandicke ist. Für X/Y nehm ich immer nen normalen 10mm Kantentaster, für Z direkt den Fräser. Das ist genau genug, mit Gefühl und Erfahrung misst du das nichtmal raus, was der Fräser beim antasten in Z weghaucht. X und Y mitm drehenden Fräser antasten wirst du immer sehen.
Michael S. schrieb: > Fraese.jpg > - Widerstand ohne berühren ca. 4-6 Ohm > - Widerstand bei Berührung ca. 0-3 Ohm Solang deine Spindel gegenüber dem Werkstück/Kreuztisch nicht elektrisch isoliert ist, wird es schwer sein die sich zufällig ergebenden Kontaktübergangswiderstände (z.B. im Spindelkugellager,Kreuztisch) in den beiden "Kontakt"-Fällen Fäser->Werkstück verlässlich zu unterscheiden, unabhängig von der gewählten elektrischen Auswerteschaltung.
KM schrieb: > Und bei laufenden Fräser messen zu wollen, auf die Idee > bin ich noch nie gekommen, Dann hast Du keine Metall-Ausbildung gemacht. > zumal man dann sofort Kratzmarken im Werkstück hat. Deswegen wurde dieser Schritt bei uns "Ankratzen" genannt.
MaWin schrieb: > Du hast noch nie gefräst ? > Ein Fräser ist nicht rund, sondern hat mehrere Schneiden. Je nach dem > wie er steht, gibt das eine Differenz bis zum halben Fräserdurchmesser. Wer zu blöd ist, den Fräser so zu drehen, dass er die anzutastende Kante mit der Schneide berührt, hat selber Schuld. Und der Cosinus ist oben flach. Ein Fehler von einem halben Fräserdurchmesser könnte nur mit Fräsern ohne Kerndurchmesser entstehen. Hast du dir schon einmal einen Fräser angesehen?
Wolfgang schrieb: > Hast du dir schon einmal einen Fräser angesehen? Oh, da versucht einer oberschlau zu sein. Nimm einen 2-schneider der zum Eintauchen geeignet ist und taste den ganz vorne an. Je nach Stellung ist es wie beschrieben "bis zum" halben Fräserdurchmesser möglich, bevor man auf den Freiwinkel der abweisenden Schneide trifft. Ja, ich habe vor dem Posten nachgedacht, du nicht.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.