Hi Ich habe es geschafft, einen M4-Gewindebohrer in Alu abzubrechen. Gibt es eine Möglichkeit, den Rest zu zertrümmern und zu entfernen?
Sackloch oder Durchgangsloch ? Steht noch was raus ? Normalerweise erodiert man den Gewindebohrer raus, wenn einem am Werkstück was liegt (Zylinderkopf...). Bohren und Zertrümmern klappt eher nicht. Von oben (mit Austreiber falls versenkt abgebrochen) dermassen draufhauen dass er in das Loch 1/2 Gewindesteigung tiefer rutscht und damit das bisher geschnittene Gewinde zerstört teicht auch nicht, weil er so klemmt, dass man ihn nicht rausgezogen bekommt. An ein überstehendes Ende was anschweissen, dann hat man einen zweiten Versuch. Wahlweise auch durch das anschweissen den Gewindebohrer so erhitzen, dass das Alu nachgibt und man ihn rausziehen kann. Dann taugt das Loch aber nicht mehr für dieselbe Gewindegrösse. Daher auch: mit einem kleinen Stopfenbohrer das Alu um den Gewindebohrer wegbohren, den Stift unten anbrechen und dann eine Rampa-Muffe, bzw. das Äuivalent für Alu, einsetzen. https://www.ebay.de/itm/154319828864
Anschweißen an nem abgebrochenen Bohrer mit Kerndurchmesser ~ 3,3? Da würde ich es eher mit sowas versuchen: https://www.ebay.de/p/1004310548 bzw. https://www.rothhaas-online.de/product/4214806013/ Normalerweise Senkerodiert man sowas und falls du keine entsprechende Maschine zur Hand hast (was ich vermute) wirft man sowas weg und fertigt neu an. Gruß, S. Lurch
Hab noch vergessen: Bei Al ist das Ausdrehen evtl. auch gar nicht mehr möglich da der Rest evtl. gefressen hat. Beim nächsten mal: Bohrer schmieren und nach eine paar Umdrehungen beim Schneiden den Gewindebohrer eine 1/4 Umdrehung in die umgekehrte Richtung drehen damit die Späne brechen.
Peter N. schrieb: > Ich habe es geschafft, einen M4-Gewindebohrer in Alu abzubrechen. > > Gibt es eine Möglichkeit, den Rest zu zertrümmern und zu entfernen? Ja, den Rest vom Alu kann man problemlos zertrümmern und entfernen. :-)
Angehängte Dateien:
-

SAM_2521.JPG
220 KB
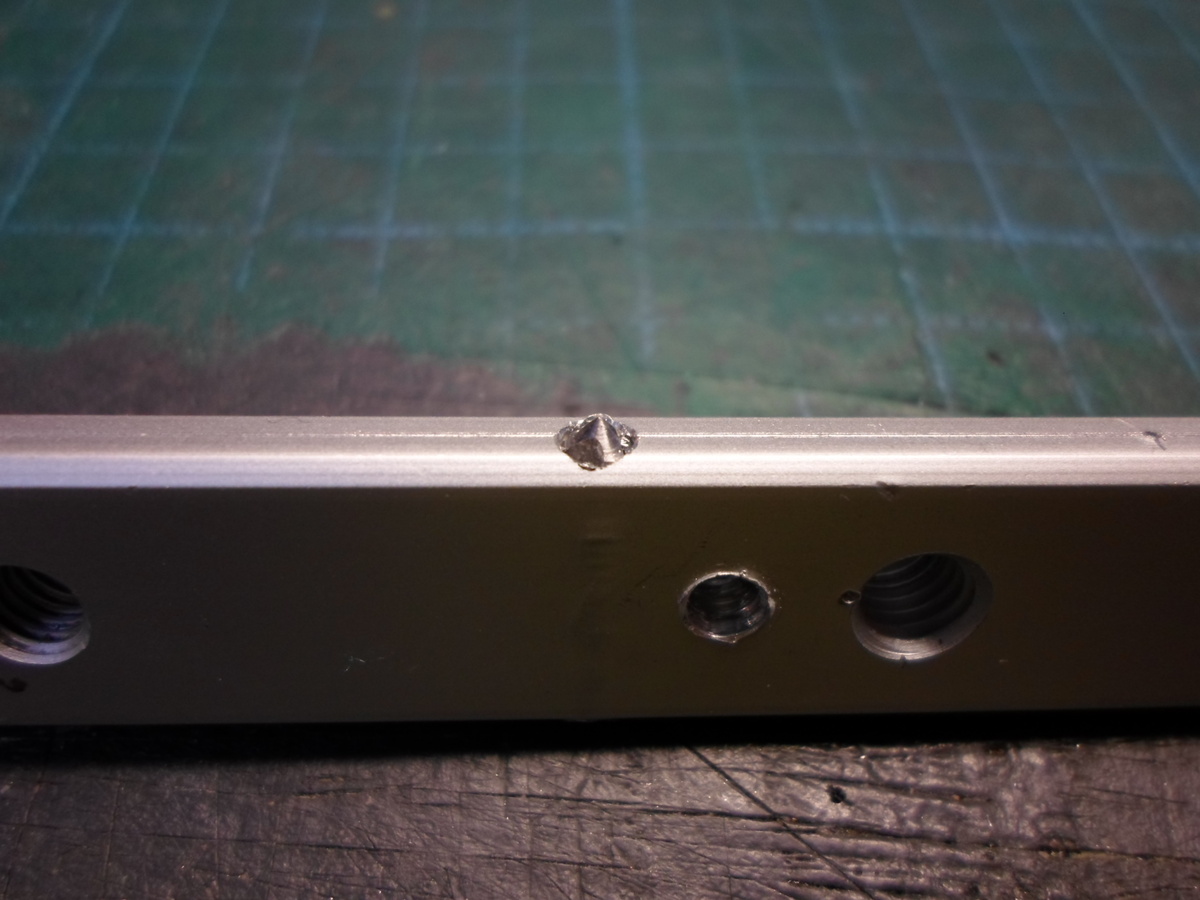
Michael B. schrieb: > Sackloch oder Durchgangsloch ? > > Steht noch was raus ? Durchgangsloch, Spitze steht raus, aber zu wenig, um da mit irgendetwas anzupacken. Schweißen und erodieren liegt außerhalb meiner Möglichkeiten (es sei denn, man kann sich einfach ein Erodiergerät bauen). Ein Gewindebohrer ist hart und spröde, deshalb hätte ich gehofft, daß man ihn mittels einer modifizierten Schall-Zahnbürste zertrümmern könnte... Die rausstehende Spitze muß eh weg, da sie im Weg ist. Das muß ich mal mit einem Diamant-Schleifstift probieren. Michael B. schrieb: > eine Rampa-Muffe Was ist das? Stefan M. schrieb: > Beim nächsten mal: Bohrer > schmieren und nach eine paar Umdrehungen beim Schneiden den > Gewindebohrer eine 1/4 Umdrehung in die umgekehrte Richtung drehen damit > die Späne brechen. Habe ich gemacht, hindert manchmal trotzdem nicht den Gewindebohrer daran, abzubrechen.
Da hast echt schlechte Karten... Normale Vorgehensweise wäre von der Rückseite her den Stummel mit einem Durchschlag auszutreiben. Gewinde und Restbohrung sind dann freilich für'n A... Wenn das Bauteil unersetzlich ist: Bohrung anschließend verschweißen (lassen) und noch mal von vorne anfangen. Oder: Helicoil. Das sind halt immer so Worst-Case-Szenarien die jeder Könner schon hinter sich hat und in Zukunft tunlichst vermeiden will. Verbuch's unter Lehrgeld... Gruß, DerSchmied
Peter N. schrieb: > Ein Gewindebohrer ist hart und spröde, deshalb hätte ich gehofft, daß > man ihn mittels einer modifizierten Schall-Zahnbürste zertrümmern > könnte... Das meinst du hoffentlich nicht ernst? 😳🤔🤣👎🏼 Klaus.
Peter N. schrieb: >> Bohrer schmieren und nach eine paar Umdrehungen beim Schneiden den >> Gewindebohrer eine 1/4 Umdrehung in die umgekehrte Richtung drehen >> damit die Späne brechen. > > Habe ich gemacht, hindert manchmal trotzdem nicht den Gewindebohrer > daran, abzubrechen. Naja, M4-Bohrer sollten da eigentlich kein Problem sein. Mit M2 wirds dann schon schwieriger.
Peter N. schrieb: > Durchgangsloch, Spitze steht raus Dann such dir jemanden mit einer hydraulischen Werkstattpresse und press ihn von oben nach unten raus. Das 'Gewinde' ist dann natürlich im Arsch, gösser aufbohren und das einsetzen: https://www.reca.co.at/shop/de/produkte/Gewindeeinsatz-Edelstahl-j0pywt/Gewindeeinsatz-selbstschneidend-mit-Schneidschlitz-A2-M4-fuer-Alu-0660503004000-100 Wenn du unbedingt trotz mangelndem Werkzeug es alleine machen musst "ich sitz auf dem Himalaya und komm hier nicht weg" dann nutze ein hartes Stück Metall (abgebrochener M4 Bohrer, Sechskant-Bit) in das du vorne mit Dtemel+Trennscheibe oder so 3 Schlitze reinschleifst, so dass 3 Zapfen stehen bleiben, die in die Spanräume des Gewindebohrers greifen und dreh ihn damit etwas zurück. Hat er sich bewegt, geht es auch leichter.
Ich würde den rausschauenden Teil mit Dremel o.ä. einfach Schlitzen und als "Schlitzschraube" raus- oder reinschrauben. Wenn das nicht klappt, kannst den immer noch rausschlagen oder pressen.
Hallo, bei Deinem Bild sieht man von außen über der gesamten Höhe, wo das Gewinde durchgeht. Entweder es ist zu weich, nicht dick genug oder das Loch hat einen zu großen Durchmesser. Dadurch ist die Stabilität der Struktur nicht mehr gewährleistet. Das macht schnell "knack". Was ist das überhaupt für ein Profil? Welchen Belastungen ist es ausgesetzt? Es könnte durchaus brechen. Jogibär
Omega G. schrieb: > Ich würde den rausschauenden Teil mit Dremel o.ä. einfach Schlitzen Mit nem Drehmel nen HM-Bohrer schlitzen, der war gut!
Mark S. schrieb: > Omega G. schrieb: >> Ich würde den rausschauenden Teil mit Dremel o.ä. einfach Schlitzen > Mit nem Drehmel nen HM-Bohrer schlitzen, der war gut! Mit den Mini-Flexscheiben von Proxxon geht das völlig problemlos BTDT Jörg
Harald W. schrieb: >> Gibt es eine Möglichkeit, den Rest zu zertrümmern und zu entfernen? > > Ja, den Rest vom Alu kann man problemlos zertrümmern und entfernen. Dafür bietet sich Natronlauge an. Das Alu geht in Lösung und der Rest vom Gewindebohrer bleibt übrig duck und weg
Leute, was für ein Quatsch! Niemand treibt den Bohrer da aus, ohne daß das ganze Werkstück verbiegt oder total schrottreif ist. Und irgendwas mit wieder rausdrehen ist ebenfalls Unsinn. Ein solcher Bohrer bricht genau im Moment allerhöchster Belastung. Nie wieder kriegt man diese Kraft mit einem Provisorium hin. Das was ihr da von Youtube und Co kennt, sind alles arrangierte Bilder mit seitlich abgebrochenen Bohrern, die sich zuvor aber leicht drehten...Wer daran glaubt, dessen Wünsche gehen mit ihm durch. Das Einzige ist Erodieren. Hab´ ich selbst schon provisorisch gemacht, bei nem recht wertvollen Werkstück. Hier war es ein G1/8-Gewindebohrer, der TO hat es bei M4 etwas leichter, weil weniger abzutragen ist. Und zwar muss er einfach etwas Zeit mitbringen, wenn es ihm die Sache wert ist. Einen simplen Aufbau zum Erodieren mit nem Bohrständer oder ner Standbohrmaschine einrichten. Richtige Spülung ist nicht nötig, nur Wasser. Und dann stundenlang die Elektrode immer und immer wieder auf das Werkstück absenken und leicht anheben... Hatte damals ca. 4h gebraucht, und schätze, daß der TO in 2-3h fertig ist. Das NT hatte kaum Leistung, sicher kann man das mit entsprechenden Strömen noch deutlich beschleunigen. Es muss auch nicht das ganze Werkstück unter Wasser, man kann auch nur einen kleinen Ring aus z.B. Knete oder Silikon auf ihm bilden. Der gesamte Aufbau dauert kaum 10 Minuten, ab dann ist nur noch Geduld gefragt. Viel Erfolg!
Michael B. schrieb: > in das du vorne mit Dtemel+Trennscheibe oder so 3 Schlitze > reinschleifst, so dass 3 Zapfen stehen bleiben, die in die Spanräume des > Gewindebohrers greifen Witzig, gibt es sogar fertig. https://www.amazon.de/Gewindebohrer-Gewindebohrersatz-Schraubenausdreher-Stahlkopfbruch-Abisolierter/dp/B07VH9NK8W/ref=asc_df_B07VH9NK8W/ Und wenn man einen absolut soliden Bohrständer mit spielfreier Bohrmaschine hat, gibt es https://www.ebay.de/itm/275667435372 Mark S. schrieb: > Mit nem Drehmel nen HM-Bohrer schlitzen Gewindebohrer sind üblicherweise nicht aus Hartmetall, das willst du weder bezahlen noch verwenden.
Peter N. schrieb: > Schweißen und erodieren liegt außerhalb meiner Möglichkeiten (es sei > denn, man kann sich einfach ein Erodiergerät bauen). Ist gar nicht so schwer BTDT: Hubmagneten (von der Feder befreien, falls vohanden) Die 12V oder 24V Typen (ich hab eine Relaisspule genommen) An den Kern ein Stück Kupfer passenden Durchmessers als Elektrode (ein Stück 4mm² ?) mit flexibler Zuleitung. Spule in Reihe mit Elektrode schalten, anderer Pol an die Aluleiste, fette Kondensatoren (kann muss aber nicht) und Netzteil bzw Autobatterie mit Sicherung oder 100W Birne in Serie. Elektrode von oben , fällt auf Schneiderrest, Strom fließt auch durch Spule, Elektrode wird hochgezogen, Funke erodiert, alles wiederholt sich. Jetzt noch (wichtig) etwas Bratöl/ Diesel um die Elektrode damit es nicht zu warm wird und der Schmu von der vibrierenden Elektrode weggeschwemmt wird. Danebenstehen und nachlaufen lassen geht auch, aber: Kann so eine Stunde oder länger brauchen. Also Stativ dafür wird gerne eine StänderbohrMC misbraucht. Die "Ölwanne" ist bei Dir nicht soo einfach, aber da fällt Dir sicher was ein .
:
Bearbeitet durch User
Deine Erodiertechnik klingt spannend: Kommt auf die Liste der Dinge die ich unbedingt mal ausprobieren möchte Danke! Jörg
Ich würde es mal mit vorsichtigem Erhitzen des Werkstücks probieren. Alu hat einen viel höheren Ausdehnungskoeffizienten als Stahl bzw. Hartmetall. Eventuell läßt sich der Bohrer dann mit einer Spitzzange greifen und rausdrehen. Vorsichtig deshalb, weil Alu bei 660C schmilzt.
Uwe S. schrieb: > Das NT hatte kaum Leistung, sicher kann man das mit entsprechenden > Strömen noch deutlich beschleunigen. Welche Spannungen und Ströme braucht man da?
Gerald B. schrieb: > Dafür bietet sich Natronlauge an. Das Alu geht in Lösung und der Rest > vom Gewindebohrer bleibt übrig Umgekehrt. Den Gewindebohrer mit Säure weg ätzen.
Gerald B. schrieb: > Dafür bietet sich Natronlauge an. Das Alu geht in Lösung und der Rest > vom Gewindebohrer bleibt übrig Kann man nicht "Natronsäure" nehmen, damit das Alu bleibt und der Gewindebohrer sich auflöst? :) Michael J. schrieb: > bei Deinem Bild sieht man von außen über der gesamten Höhe, > wo das Gewinde durchgeht. > Entweder es ist zu weich, nicht dick genug oder das Loch hat > einen zu großen Durchmesser. > Dadurch ist die Stabilität der Struktur nicht mehr gewährleistet. > Das macht schnell "knack". > > Was ist das überhaupt für ein Profil? > Welchen Belastungen ist es ausgesetzt? > Es könnte durchaus brechen. Von vorn gesehen hat die Leiste ein T-Profil. Der obere T-Strich hat eine Dicke von 5mm, und da gehen die Gewindelöcher durch. Also 0,5mm Wandstärke. Das Alu gehört zur Sorte "weicher Kaugummi". Die Leiste ist die Führungs-/Klemmschiene eines Werkzeuganschlags. Damit diese nicht so rumschlackert, stabilisiere ich sie mit Druckstücken. Aber leider konnte ich nur M4-Druckstücke auftreiben...
Frank Q. schrieb: > Gerald B. schrieb: >> Dafür bietet sich Natronlauge an. Das Alu geht in Lösung und der Rest >> vom Gewindebohrer bleibt übrig > > Umgekehrt. Den Gewindebohrer mit Säure weg ätzen. Das ist garnicht so einfach, da Schneideisen und Bohrer aus hochlegierten Stählen sind. Zitronensäure ätzt selektiv Eisen, aber damit kommt man hier nicht weiter. Salpetersäure könnte gehen. Aluminium passiviert sich durch deren oxidierende Wirkung. Aber zum Einen bekommt man die privat nicht mehr und zum Anderen wird es vermutlich trotzdem lange dauern. Verdünnte Schwefelsäure und das Aluminiumteil als Anode geschaltet, könnte funktionieren. Der an der Anode entstehende atomare Sauerstoff passiviert das Aluminium, der Stahl wird oxidiert und geht anschließend als Sulfat in Lösung. Allerdings muß man die Lösung auf 10°C, besser noch darunter, kühlen damit das Alu nicht doch noch in Lösung geht.
:
Bearbeitet durch User
Fritz G. schrieb: > Vorsichtig deshalb, weil Alu bei 660C schmilzt. Ja, eine Bekannte von mir hat es tatsächlich geschafft, einen Alu-Teekessel auf einer normalen Herdplatte zu schmelzen.
Gerald B. schrieb: > Das ist garnicht so einfach, da Schneideisen und Bohrer aus > hochlegierten Stählen sind. Zitronensäure ätzt selektiv Eisen, aber > damit kommt man hier nicht weiter. > Salpetersäure könnte gehen. Aluminium passiviert sich durch deren > oxidierende Wirkung. Aber zum Einen bekommt man die privat nicht mehr > und zum Anderen wird es vermutlich trotzdem lange dauern. > Verdünnte Schwefelsäure und das Aluminiumteil als Anode geschaltet, > könnte funktionieren. Der an der Anode entstehende atomare Sauerstoff > passiviert das Aluminium, der Stahl wird oxidiert und geht anschließend > als Sulfat in Lösung. Allerdings muß man die Lösung auf 10°C, besser > noch darunter, kühlen damit das Alu nicht doch noch in Lösung geht. Öhöm, geht's noch? Es ist hier nicht gefragt preiszugeben was man sich aus gefährlichem Halbwissen zusammenreimt. Und nichteinmal ein ProfessorDoktorDoktor der Chemie wird es schaffen gezielt einen abgebrochenen Gewindebohrer aus einem Stück Aluminium herauszuätzen. Das einzig praktikable hier wäre eine mechanische Lösung. Und auch die gibt es vermutlich nicht: Der Bohrer ist abgebrochen weil er zu schwergängig im Material sich festgefressen hat. Also bräuchte es MINDESTENS die gleiche Kraft um ihn Rückwärts wieder aus der Bohrung zu drehen, und da sehe ich schwarz. Omega G. schrieb: > würde den rausschauenden Teil mit Dremel o.ä. einfach Schlitzen und als > "Schlitzschraube" raus- oder reinschrauben. Entweder das, oder das, was Laberkopp weiter oben schon vorschlug. Alternativ: wegschmeißen. Gruß, DerSchmied
Harald W. schrieb: > Welche Spannungen und Ströme braucht man da? Nahezu egal, mit weniger Leistung wird es halt langsamer. Wichtig ist, daß der Magnet stark genug ist, die gern mal festgeklebte Elektrode wieder raus zu ziehen. Henrik V. schrieb: > etwas Bratöl Damit geht es langsamer als mit Wasser, und es stinkt unvorstellbar! So schlimm, daß man es kaum im Garten machen kann, ohne daß der Nachbar wegen deutlichem Brandgeruch die Feuerwehr ruft.... Hatte später nämlich noch ein ganz ähnliches Konstrukt gebaut, das du beschreibst. Es geht damit viel schneller, wenn nicht nur die Gravitation genutzt wird, sondern doch eine Feder. Und die bewegte Masse muss so klein wie möglich gehalten werden. So bekommt man glatt 10x mehr Kontakte in gleicher Zeiteinheit hin. Gut, das war dann auch längst nicht mehr nur der abgebrochene Gewindebohrer, sondern eine ziemlich große "Bohrung", die halbwegs präzise sein musste. Sobald man eine richtige Führung braucht, wird es aber deutlich komplizierter...
Peter N. schrieb: > Durchgangsloch, Spitze steht raus, aber zu wenig, um da mit irgendetwas > anzupacken. Noch mal gaaaanz von vorne anfangen.
Mit einem feinen Bohrer von 1mm könntest Du seitlich vom Schneider ein kleines Loch durchbohren. Manchmal bring das etwas Entlastung und der Schneider läßt sich dann doch mit der Zange bewegen. Wenn nicht kann etwas Natronlauge so in das Loch gespritzt werden, das ausreichend zwischen Eisen und Alu noch etwas weggeätzt wird.
Hallo, was hast du denn an anderen Maschinen da? Da der Kopf schon übersteht, könnte man einfach eine Mutter aufschweissen. Keine verzinkte nehmen oder den Zink davor abstrippen. Dann Mutter aufsetzen und innen ausschweissen. Dabei halt den überstehenden Rest mit der Mutter verschweißen. Hast du eine CNC Fräsmaschine? Dann kannst du den Kern des Gewindebohrers auch mit einem Hartmetallfräser zirkular wegfräsen. Spaß macht das bei M4 sicher nicht, bei M6 und größer habe ich das schon gemacht. Dass das ein oder zwei Fräser kostet, sollte klar sein. Der Königsweg ist natürlich Senkerodieren… wer die Möglichkeit hat. Grüße
Wenn man sich mal das Bild ansieht.. Da ist doch schon alles Schiefgelaufen. Werkstück als Lehrgeld abschreiben und neu machen.
Stefan M. schrieb: > Beim nächsten mal: Bohrer > schmieren und nach eine paar Umdrehungen beim Schneiden den > Gewindebohrer eine 1/4 Umdrehung in die umgekehrte Richtung drehen damit > die Späne brechen. Schaue weiter Deine Youtubefilmchen. Meinen letzten Gewindebohrer habe ich auch in Alu zerlegt, einem Kühlkörper. Das Zeug war dermaßen weich, dass sich da kein ordentlicher Spam bildet. Diesen Werkstoff kann man vermutlich nur auf der Maschine mit einem Gewindeformer schadlos bearbeiten. Vielleicht wäre auch die Überlebensschance größer, wenn man anstatt Maschinenbohrer einen Dreiersatz hätte. Michael B. schrieb: > Witzig, gibt es sogar fertig. > > https://www.amazon.de/Gewindebohrer-Gewindebohrersatz-Schraubenausdreher-Stahlkopfbruch-Abisolierter/dp/B07VH9NK8W/ref=asc_df_B07VH9NK8W/ Ich würde mir gerne anschauen, wie dieses Wunderspielzeug entweder verbiegt oder abbricht. C. D. schrieb: > Das einzig praktikable hier wäre eine mechanische Lösung. Und auch die > gibt es vermutlich nicht: Der Bohrer ist abgebrochen weil er zu > schwergängig im Material sich festgefressen hat. Also bräuchte es > MINDESTENS die gleiche Kraft um ihn Rückwärts wieder aus der Bohrung zu > drehen, und da sehe ich schwarz. Nicht nur Du siehst schwarz, das ist fast schon eine Kaltverschweißung.
Manfred P. schrieb: > Diesen Werkstoff kann man vermutlich nur auf der Maschine mit einem > Gewindeformer schadlos bearbeiten. Evtl ist das Werkstück des TO ja aus einem anderen Werkstoff als dein Kühlkörper. Man munkelt, es gäbe mehr als eine Alulegierung.
Manfred P. schrieb: > Nicht nur Du siehst schwarz, das ist fast schon eine Kaltverschweißung. Rien ne va plus... Selbst mit viel Erfahrung, Gefühl & Schmierung nicht immer zu vermeiden. J. T. schrieb: > Evtl ist das Werkstück des TO ja aus einem anderen Werkstoff als dein > Kühlkörper. Man munkelt, es gäbe mehr als eine Alulegierung. Aluminium ist generell hinterlistig zu bearbeiten. Wenn man nicht gerade industriell immerzu ein- und den selben Werkstoff in der Werkzeugmaschine hat und mit ein- und dem selben, extra angepasstem Werkzeug herangeht steigt das Risiko solcher Unfälle enorm. Da muß man nicht mal ins volle gehen, ein Rohr mit 3er Wandung kann bei M 4 schon heikel werden. Zumal wenn der Gewindebohrer einer vom Baumarkt ist. Gruß, DerSchmied
C. D. schrieb: > Aluminium ist generell hinterlistig zu bearbeiten. Im allgemeinen schon, wobei ich auch schon mal ne Legierung auf der Drehbank hatte, die fast wie Messing gespritzt, leider weiß ich nicht was es war, war ne nicht näher spezifizierte Legierung, von irgendnem ebay-Höker. Gewinde mussten da allerdings nicht rein. Und ja, in Kühlkörpern hab ich auch schon m3 und m4 Schneiderchen weggeknackt. Mir ging's mehr um das "ich schließe von meinem Problem auf seins".
@ J. T.: Das ist das was ich meinte: im Volksmund ist Alu gleich Alu, aber etwas zuviel Silizium drin oder auch Blei, der Magnesiumanteil, Zink, Kupfer... Alles Anforderungen ans Werkzeug und den Bearbeiter. Die Industrie hat spezielle, oft beschichtete Bohrer & Schneidplatten, der Laie stochert im Trüben. Mancheiner schwört auf Petroleum, andere auf Spiritus, wieder andere auf Wasser zum "Schmieren". Kann klappen, kann auch ausgehen wie es dem TE geschehen ist. Selbst bei großer Vorsicht ist es oft nur die Haaresbreite die zwischen Erfolg und Festgefressen entscheidet. Manfred P. schrieb: > Meinen letzten Gewindebohrer habe ich auch in Alu zerlegt, einem > Kühlkörper. Qed... Gruß, DerSchmied
Björn W. schrieb: > Wenn man sich mal das Bild ansieht.. Da ist doch schon alles > Schiefgelaufen. Nicht sooo schlimm. Die Position der Gewindelöcher ist nicht kritisch, nur die rausragende Spitze des Gewindebohrers muß ich wegkriegen. Björn W. schrieb: > Werkstück als Lehrgeld abschreiben und neu machen. Klar, nur woher bekomme ich ein T-Profil in den passenden Maßen? C. D. schrieb: > der > Laie stochert im Trüben. Selbst in der Industrie an immer den gleichen Stellen verwendete Aluteile haben oft höchst unterschiedliche Eigenschaften. Es gibt sogar Alu, daß größtenteils weich ist, aber innen irgendwo eine harte Stelle hat, die sich dann kaum durchbohren läßt. C. D. schrieb: > Mancheiner schwört auf Petroleum, andere auf > Spiritus, wieder andere auf Wasser zum "Schmieren". Ich habe damals gelernt, Alu wird mit Spiritus geschmiert, ev. noch mit einer Mischung aus Spiritus und Bohrmilch. So ein "Schneidöl für Nichteisenmetalle" hat mal dafür gesorgt, daß Bohren gar nicht mehr ging. Erst nach gründlichem Reinigen der Bohrstelle konnte ich weiterbohren. Seitdem verwende ich sowas nicht mehr.
Peter N. schrieb: > Nicht sooo schlimm. Die Position der Gewindelöcher ist nicht kritisch, > nur die rausragende Spitze des Gewindebohrers muß ich wegkriegen. Dann brauchst Du nur die Spitze wegzuschleifen. Zum Beispiel mit Schleifsteinaufsatz auf der Bohrmaschine im Bohrmaschinenständer.
Peter N. schrieb: > Michael B. schrieb: >> eine Rampa-Muffe > > Was ist das? Guckst du Suchmaschine deiner Wahl ... Ist das Maximum der Unselbständigkeit schon erreicht? Peter N. schrieb: > Kann man nicht "Natronsäure" nehmen, damit das Alu bleibt und der > Gewindebohrer sich auflöst? :) Witzbold, du weißt wie eine Säure chemisch aufgebaut ist?
:
Bearbeitet durch User
Peter N. schrieb: > nur die rausragende Spitze des Gewindebohrers muß ich wegkriegen. Immer hübsch, wenn die dickste Salamischeibe nach 25 Beiträgen kommt. Peter N. schrieb: > Von vorn gesehen hat die Leiste ein T-Profil. Der obere T-Strich hat > eine Dicke von 5mm, und da gehen die Gewindelöcher durch. Also 0,5mm > Wandstärke. > Das Alu gehört zur Sorte "weicher Kaugummi". > Die Leiste ist die Führungs-/Klemmschiene eines Werkzeuganschlags. > Damit diese nicht so rumschlackert, stabilisiere ich sie mit > Druckstücken. > Aber leider konnte ich nur M4-Druckstücke auftreiben... Das klang ja schon irgendwie falsch.
Rainer W. schrieb: > Peter N. schrieb: >> Michael B. schrieb: >>> eine Rampa-Muffe >> >> Was ist das? > > Guckst du Suchmaschine deiner Wahl ... > Ist das Maximum der Unselbständigkeit schon erreicht? Kann man bei allgemein unbekannten Begriffen und Abkürzungen nicht gleich eine kurze Erklärung erwarten? Ich habe jedenfalls keine Lust beim Durchlesen eines Textes jeden dritten Begriff zu ergoogeln. BTW: Der Begriff "Ensat-Buchse" wäre gleich klar gewesen. Rainer W. schrieb: > Peter N. schrieb: >> Kann man nicht "Natronsäure" nehmen, damit das Alu bleibt und der >> Gewindebohrer sich auflöst? :) > > Witzbold, du weißt wie eine Säure chemisch aufgebaut ist? Smiley übersehen? Ich bin kein Chemiker und weiß nur, daß Säure das Gegenteil von Lauge ist und beim Mischen sich gegenseitig neutralisiert.
Peter N. schrieb: > Nicht sooo schlimm. Vergessen habe ich noch zu erwähnen, das Du mit der Bohrung an dieser Stelle die mechanische Stabilität der Leiste auf 1/3...1/5 reduziert haben dürftest. Damit ist dort eine neue Sollbruchstelle entstanden.
Hallo, Wie groß ist das komplette Teil? Die paar Löcher hätte ich inzwischen neu gemacht. Ist dies zu aufwändig? Gruß Simon
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.