
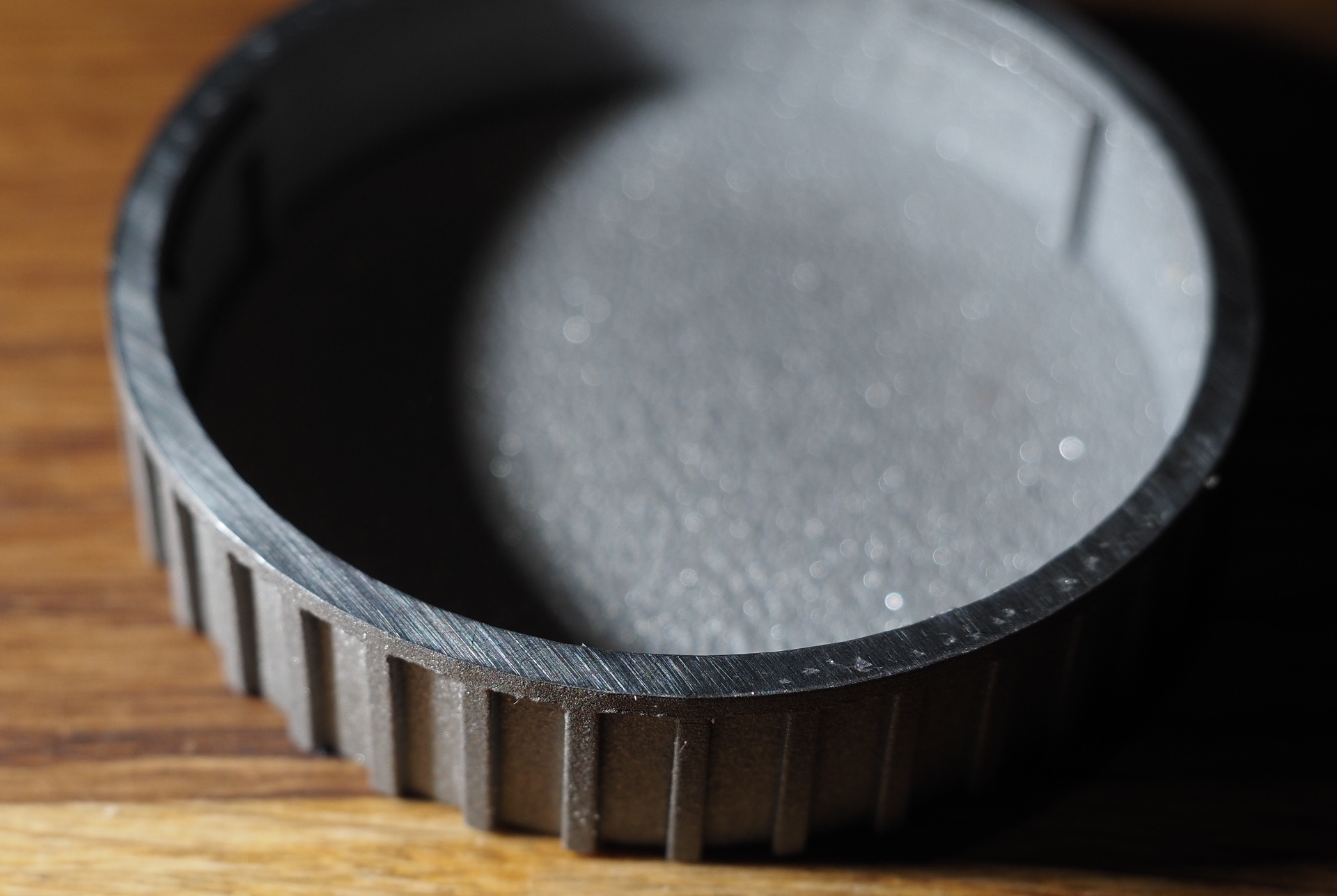
Moin Leute, Ich vor kurzem durch Zufall gesehen das JLCPCB nun auch den 3D-Druck in Edelstahl anbietet! Ich hab dann auf die schnelle einfach ein gerade rumliegendes Modell da raufgeladen um einfach mal zu testen was man bekommt. Ich hab dieses Modell hier angehaengt. Es ist nicht von mir und es ist Kacke. (nicht tief genug fuer die meisten Objektive) Aber ist erstmal egal! Aber nicht nachdrucken! Die beiden Bilder zeigen das Teil. Ehrlich gesagt, ich bin begeistert! Das Teil hat mich 14.5Euro inklusive Versand gekostet. (9Euro nur das Teil) Es ist von allen Seiten gesandstrahlt und fuehlt sich sehr gut an. Die Unterseite habe ich dann mal geschmirgelt. (240,400,600,1200) Man sieht noch ein paar Schleifspuren weil ich faul war. :-D Man sieht auch rechts noch ein paar Vertiefungen weil ich besser mit 120er haette anfangen sollen. Man sieht aber keine Lunker, oder andere Einschluesse im Edelstahl selber! Ausserdem hat sich JLCPCB bei mir gemeldet und mir mitgeteilt das ich eine minimale Wandstaerke von 1.5mm im Modell habe und die wollen mindestens 1.8 oder 2mm haben. Ich hab denen aber gesagt das sie es auf mein Risiko trotzdem drucken sollten. Ging auch.... Mit anderen Worten man kann sich mittlerweile SEHR brauchbare Metallteile fuer ein besseres Taschengeld drucken lassen. Das werde ich definitiv fuer zukuenftige Projekte im Auge behalten! Vanye
Angehängte Dateien:
-

Deckel_Oben.jpg
230 KB -

Deckel_Unten.jpg
450 KB
Ich habe schon öfters deren „Design Rules“ gebrochen (meist Stege zwischen Kleinteilen, welche unter deren kleinsten Kalkulationseinheit liegen), bisher hat das immer ohne Defekte funktioniert, bei einem Design in MJF haben sie sogar mehr produziert als bestellt und die Überproduktion kostenlos mitgeliefert (diese war ebenfalls komplett fehlerfrei) Edelstahl hat auch ein Bekannter dort bestellt, beim Versuch ein Gewinde reinzubohren ist erst mal der Bohrer gebrochen, der Edelstahl hält wirklich was aus, wir haben mit dem Dremel dann einen dünnen Schlitz geschnitten, ging wirklich zäh.
Angehängte Dateien:
-

Adapter.jpg
230 KB
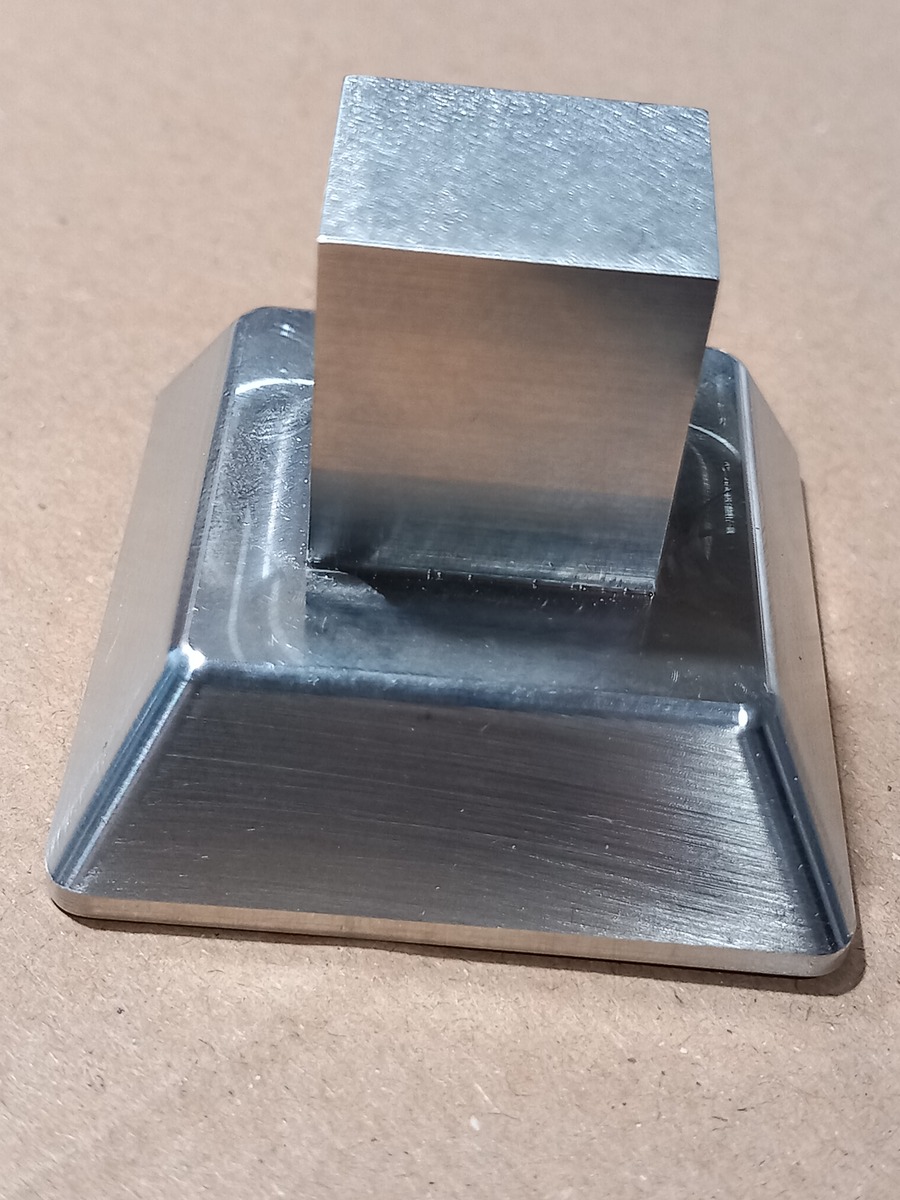
Hab letzte Woche ein Frästeil aus Alu bekommen. Abmaße ca. 45mm x 45mm x 30mm. Für knapp 18 Euro incl. Porto und Steuer ist das eine gute Alternative für kompliziertere Teile zum Selbermachen im Fablab.
:
Bearbeitet durch User
> Hab letzte Woche ein Frästeil aus Alu bekommen.
Das kann man nicht mit 3D drucken vergleichen!
Beim 3D Druck ist es von Vorteil wenn man moeglichst wenig Volumen
hat, also viele Loecher/Ausbrueche, geringe Wandstaerken.
Beim fraesen ist es von Vorteil wenn man moeglichst wenig Maschinenzeit
hat, also wenig fraesen und auf keinen Fall ein Modell das so komplex
ist das man noch umspannen muss.
Beides hat seine Berechtigung, aber es braucht bei der Konstruktion
eine ganz andere Denkweise!
Oh..und wo wir gerade dabei sind. Obiger Objektivdeckel ist
ueblicherweise aus Plastik. Die Konstruktion verlaesst sich darauf das
man beim Festdrehen das Plastik etwas "druecken/quetschen" kann um beim
Anzug fest zu werden. Das funktioniert mit dem Edelstahlteil nicht! Man
muss also auch noch Materialgerecht konstruieren.
Vanye
Marc X. schrieb: > beim Versuch ein Gewinde > reinzubohren ist erst mal der Bohrer gebrochen Die Erfahrung haben wir auch gemacht. Nachbearbeitung extrem schwierig, Gewindebohren M3 war unmöglich. Grüße, Brt
> Gewindebohren M3 war unmöglich.
Interessant, das stand eigentlich als naechstes auf meiner Liste. Schon
interessant das alle Doofe denselben Gedanken haben. :-D
Ich konnte es bisher nur noch nicht ueber mich bringen das gute Stueck
zu verschandeln. Aber ich werde hier berichten...
Vanye
Bert schrieb: > Gewindebohren M3 war unmöglich Auch nicht bei größerer Vorbohrung? Wie viel HRC hat das gedruckte Edelstahl?
Hallo, danke für das Teilen. Ich finde das sehr interessant und würde mir mehr Erfahrungsberichte wünschen. Euch allen frohe Weihnachten!
Wolf17 schrieb: > Bert schrieb: >> Gewindebohren M3 war unmöglich > > Auch nicht bei größerer Vorbohrung? > Wie viel HRC hat das gedruckte Edelstahl? Das weiss ich nicht, ein Kollege der bei uns 3D macht hat mir das berichtet. Der weiss was er tut, daher habe ich keine Details hinterfragt. Sehe den aber erst wieder im neuen Jahr. Grüße, Brt
Angehängte Dateien:
-

M3.jpg
240 KB
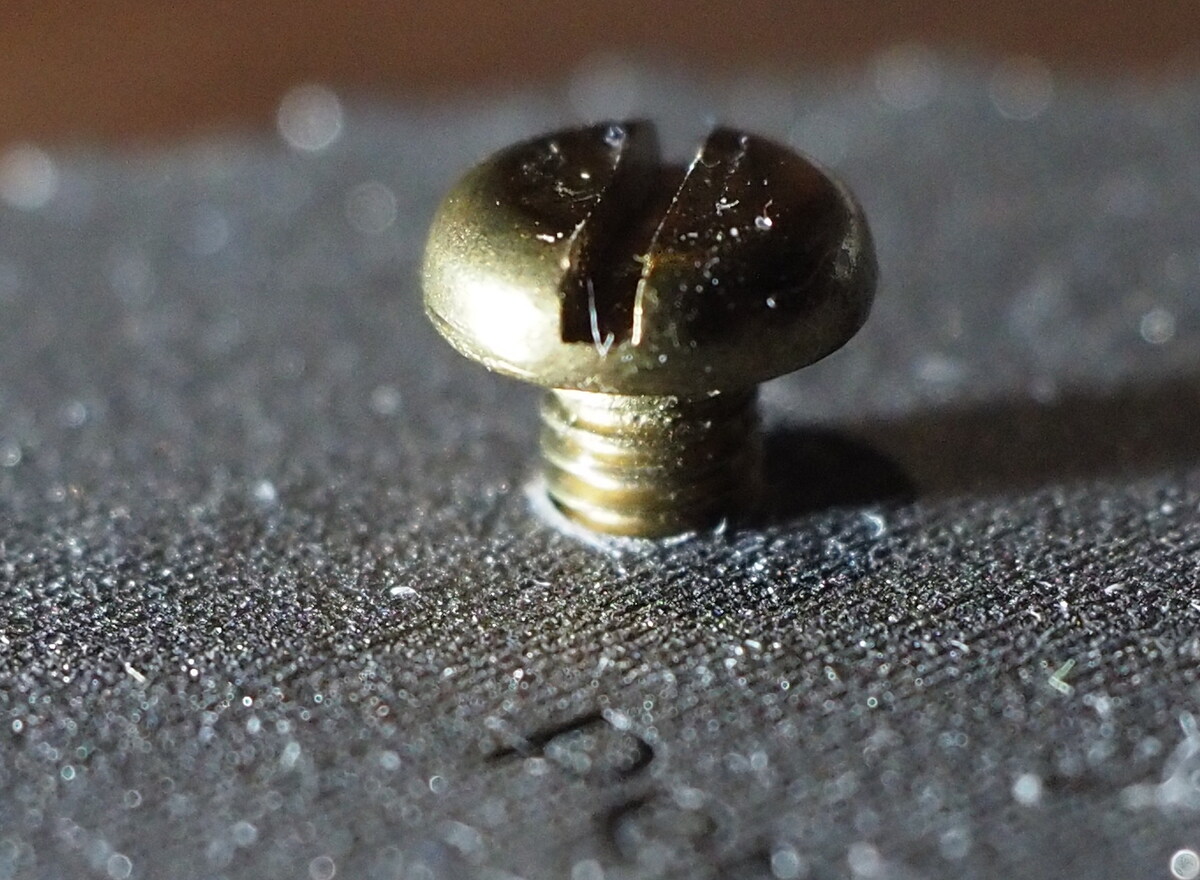
So, hab es ueber mich gebracht. Also zunaechst mal ich hab mal das edle Schlosserhandwerk gelernt, hab also die Lizenz zum bohren. Und hab natuerlich auch mit Edelstahl Erfahrung. :-D Es stimmt, das Zeug ist SEHR hart. Es ist definitiv deutlich haerter wie ueblicher Edelstahl. Aber nicht so hart das das man da nicht mit einem guten HSS Bohrer ein Loch rein bekommt. Aber mein Bohrer war von Schneider und nicht Aldi und er hat sich mit dem anbohren schon schwer getan. Schmiermittel ist ein muss! Auch Bohrstaender und sanft anbohren ist sinnvoll. Wobei bohren ja eher irrelevant ist. Wenn ich irgendwo ein Loch brauche dann substrahiere ich einfach das Kernloch vom Model. Gewindeschneider war ein Standard 3fach Satz von Guede. Auch da merkt man die haerte! Aber mit Oel, Vorsicht, nach jeder halben Umdrehung eine Viertel zurueck war das auch zu schaffen. Wer faul sein will und einfach einen Maschinengewindebohrer in seinen Akkuschrauber verwenden will der wird vermutlich keinen Erfolg haben. Fuer die Bewertung des Drucks bedeutet das vermutlich das Teile bei ueberbelastung einfach brechen werden und sich eher nicht verbiegen. Vanye
Meine Erfahrung mit Edelstahl ist eher dass das Material äußerst zäh ist, garnicht mal hart. Entscheidung hier war Gewinde in Edelstahl zu fräsen: Gewindefräser sind teuer, aber stumpf oder abgebrochen sind sie leichter und billiger zu ersetzen als stundenlanges Zerstörungsgekloppe, rauserodieren oder sogar ein Neuteil bauen. Zum Eingangspost: wer kann und macht das Sintern?
> Meine Erfahrung mit Edelstahl ist eher dass das Material äußerst zäh > ist, garnicht mal hart. Klar, das ist normal bei Edelstahl. Aber das gedruckte Teil hier ist deutlich haerter wie normaler Edelstahl. Kommt vielleicht durch die Waermebehandlung mit dem Laser. Oder einfach eine andere Legierung. Vanye
Was vielleicht noch interessant ist, weder beim bohren noch beim schneiden gab es klassische Spaene. Das Material wurde dabei eher zu staub zerbroeselt das im Oel schwamm. Vanye
Vanye R. schrieb: > ... zerbroeselt das im Oel schwamm. Darum ja meine Nachfrage: wer kann und macht das absolut notwendige Sintern?
Vanye R. schrieb: > Was vielleicht noch interessant ist, weder beim bohren noch beim > schneiden gab es klassische Spaene. Das Material wurde dabei eher zu > staub > zerbroeselt das im Oel schwamm. > > Vanye Praktisch ist es ja auch Metallstaub, der per Laser punktuell verschweißt wird. Jede Bearbeitung bricht die Körnchen wieder aus dem Verbund.
Peter N. schrieb: > Zum Eingangspost: wer kann und macht das Sintern? Dann lies doch den Eingangspost! Dort steht doch drin, wer das macht:JLCPCB.
Einige Informationen zum Material gibt es hier: https://jlc3dp.com/help/article/202-316L-Stainless-Steel
Helmut -. schrieb: > Dann lies doch den Eingangspost! Dort steht doch drin, wer das > macht:JLCPCB. pcb aus Edelstahl?
Einige Informationen zum Fertigungsverfahren sind hier: https://jlc3dp.com/help/catalog/244-Selective-Laser-Melting--SLM Danach wird mit selektivem Aufschmelzen gearbeitet und nicht mit Laser- Sintern.
Peter N. schrieb: > pcb aus Edelstahl? Ja. JLCPCB macht jetzt auch 3D-Druck und fräst dir Sachen nach Wunsch!
Helmut -. schrieb: > Ja. JLCPCB macht jetzt auch 3D-Druck und fräst dir Sachen nach Wunsch! Was aber nun wirklich nichts mehr mit dem Eingangspost zu tun hat! Schau dir die Bilder an! Es bleibt noch die Frage nach dem Sintern und warum zB: https://www.youtube.com/watch?v=5PNXb5dptr8
:
Bearbeitet durch User
Vanye R. schrieb: > So, hab es ueber mich gebracht. > > Also zunaechst mal ich hab mal das edle Schlosserhandwerk gelernt, hab > also die Lizenz zum bohren. Und hab natuerlich auch mit Edelstahl > Erfahrung. :-D > > Es stimmt, das Zeug ist SEHR hart. Es ist definitiv deutlich haerter wie > ueblicher Edelstahl. Aber nicht so hart das das man da nicht mit einem > guten HSS Bohrer ein Loch rein bekommt. Aber mein Bohrer war von > Schneider und nicht Aldi und er hat sich mit dem anbohren schon schwer > getan. Schmiermittel ist ein muss! > Auch Bohrstaender und sanft anbohren ist sinnvoll. Wobei bohren ja eher > irrelevant ist. Wenn ich irgendwo ein Loch brauche dann substrahiere ich > einfach das Kernloch vom Model. > > Gewindeschneider war ein Standard 3fach Satz von Guede. Auch da merkt > man die haerte! Aber mit Oel, Vorsicht, nach jeder halben Umdrehung eine > Viertel zurueck war das auch zu schaffen. Wer faul sein will und einfach > einen Maschinengewindebohrer in seinen Akkuschrauber verwenden will der > wird vermutlich keinen Erfolg haben. > > Fuer die Bewertung des Drucks bedeutet das vermutlich das Teile bei > ueberbelastung einfach brechen werden und sich eher nicht verbiegen. > > Vanye Hallo, habe auch mit einen Druckteil von JLCPCB experimentiert. Gewinde M4 ging konnte ich schneiden. Aber ich hatte die ganze Zeit Angst um den Bohrer und Schneider. Beim nächsten Versuch lasse ich das Gewinde gleich mit drucken. Dann geht das nachschneiden eventuell einfacher. Bei Nylon im SLS verfahren geht das ganz gut. Was ich noch getestet habe: Den Edelstahldruck löten. Mit dem passenden Flussmittel geht das einwandfrei.
> Beim nächsten Versuch lasse ich das Gewinde gleich mit drucken. Dann > geht das nachschneiden eventuell einfacher. Aber wohl kein M3 oder so? Bei M8 oder groesser kann ich mir das ja vorstellen, aber bei so kleinen Sachen eher nicht. > Was ich noch getestet habe: Den Edelstahldruck löten. Mit dem passenden > Flussmittel geht das einwandfrei. Das ist interessant, hab ich noch nicht probiert. Meinst du weich oder hart loeten? Vanye
Vanye R. schrieb: >> Was ich noch getestet habe: Den Edelstahldruck löten. Mit dem passenden >> Flussmittel geht das einwandfrei. > > Das ist interessant, hab ich noch nicht probiert. Meinst du weich oder > hart loeten? Weichlöten. Habe hier mal alle normalen elektronik lote (bleifrei) ausprobiert. Gingen alle. Vanye R. schrieb: >> Beim nächsten Versuch lasse ich das Gewinde gleich mit drucken. Dann >> geht das nachschneiden eventuell einfacher. > > Aber wohl kein M3 oder so? Bei M8 oder groesser kann ich mir das > ja vorstellen, aber bei so kleinen Sachen eher nicht. Mit M3 habe ich es bei Nylon SLS probiert. Ohne Nachschneiden: geht mit etwas Kraftaufwand, ist dann aber eher ein Einmalgewinde Mit Nachschneiden: Geht dann mehrmals, aber man kann nicht mehr stark anziehen.
John P. schrieb: > Mit dem passenden > Flussmittel geht das einwandfrei. Was ist das passende Flussmittel? Danke an Vanye und alle anderen für das interessante Thema!
Udo S. schrieb: > John P. schrieb: >> Mit dem passenden >> Flussmittel geht das einwandfrei. > > Was ist das passende Flussmittel? Felder Lötöl ST https://www.felder.de/produkte/bedachungshandwerk/loetwasser-fuer-edelstahl/loetoel-st-24100036.html vermutlich tut es auch jedes andere Flussmittel für Edelstahl Aber dieses habe ich zusammen mit den 3D Teilen von JLCPCB getestet
> vermutlich tut es auch jedes andere Flussmittel für Edelstahl
Ich verwende eines das ich in Japan im Elektronikgeschaeft gekauft
habe. Typ wuerde hier also nicht weiterhelfen. Wundert mich eigentlich
das ich das ins Flugzeug bekommen habe. :-D
Wenn ich das richtig erinner sind die Flussmittel alle Phosphosaeure
basiert. Daher sollte man nicht seine beste Loetspitze nehmen
und danach gut putzen. Wenn aber einmal Lot drauf ist kann man
danach ganz normal wie alles andere mit dem Loetkolben loeten.
Es geht wohl nur darum die oberste Oxydschicht aufzubrechen.
Eine Frage die mir da noch einfaellt, hast du vor dem loeten
die Stelle poliert wie ich das oben mit der Kante gemacht habe
oder hast du direkt auf der gestrahlten Flaeche geloetet.
Die hat ja eine grosse Rauheit. Waere noch zu klaeren ob
das gut oder schlecht ist. :)
Vanye
Vanye R. schrieb: > Eine Frage die mir da noch einfaellt, hast du vor dem loeten > die Stelle poliert wie ich das oben mit der Kante gemacht habe > oder hast du direkt auf der gestrahlten Flaeche geloetet. > Die hat ja eine grosse Rauheit. Waere noch zu klaeren ob > das gut oder schlecht ist. :) Ich habe direkt auf die gestrahlte fläche gelötet. Ohne Vorbehandlung.
Vanye R. schrieb: > Wenn ich das richtig erinner sind die Flussmittel alle Phosphosaeure > basiert. Dann könnte man ja mal Cola als Flussmittel probieren.
Uli S. schrieb: > Vanye R. schrieb: >> Wenn ich das richtig erinner sind die Flussmittel alle Phosphosaeure >> basiert. > Dann könnte man ja mal Cola als Flussmittel probieren. Dann aber Diätcola, denn den Zucker willst du nicht beim Löten dabeihaben :-)
Es wäre noch interessant, welcher Edelstahl da verwendet wird. Nicht jeder ist lebensmitteltauglich, auch die Chemikalienbeständigleit ist unterschiedlich. Was mir spontan als Idee gekommen ist, ist ein Brennstempel. Sowas hab ich mal vor Jahren gesehen, ist in D als Einzelstück gefertigt, hölleteuer. Im einfachsten Fall mit der Lötlampe aufzuheizen, das Nonplusultra wäre elektrisch, wenn man einen durchgehenden Schriftzug hinbekommt :-))) Dazu wiederum wäre der spezifische Widerstand interessant. Der ließe sich sicherlich anfragen.
Gerald B. schrieb: > Es wäre noch interessant, welcher Edelstahl da verwendet wird 316L Stainless Steel Google sagt: V4A Gruppe X2CrNiMo18-14-3 Gerald B. schrieb: > Was mir spontan als Idee gekommen ist, ist ein Brennstempel. Sowas hab > ich mal vor Jahren gesehen, ist in D als Einzelstück gefertigt, > hölleteuer. > Im einfachsten Fall mit der Lötlampe aufzuheizen, das Nonplusultra wäre > elektrisch, wenn man einen durchgehenden Schriftzug hinbekommt :-))) > Dazu wiederum wäre der spezifische Widerstand interessant. Der ließe > sich sicherlich anfragen. Geht sicherlich.
> Dazu wiederum wäre der spezifische Widerstand interessant. Der ließe > sich sicherlich anfragen. Du koenntest dein Modell ja auch so designen das da ein 10W oder zwei 5W Widerstaende dran befestigt werden kann. Ab 3.00min :-) https://www.youtube.com/watch?app=desktop&v=HmF0RqazR_8 Vanye
Vanye R. schrieb: > Du koenntest dein Modell ja auch so designen das da ein 10W oder zwei > 5W Widerstaende dran befestigt werden kann. Hänge locker noch ne Null dran, um auf Holz in akzeptabler Zeit ein Brandzeichen zu hinterlassen, ist etwas mehr Bums notwendig. Ich dachte da an ein 24V 10A SPS Netzteil, zur Versorgung.
Hat man als Kunde eigentlich irgendeinen Einfluss auf die Layer-Orientierung? Im Foto hat das ja doch einen nicht ganz unerheblichen Einfluss auf das optische Ergebnis und vermutlich spielt das auch für die Festigkeit eine Rolle. Eventuell klappt auch das Nachbearbeiten (Bohren/Gewindeschneiden) besser wenn man senkrecht und nicht irgendwie schräg durch die Layer bohrt.
> Hat man als Kunde eigentlich irgendeinen Einfluss auf die > Layer-Orientierung? Also ich hatte das nicht. Ich glaube auch nicht das dies gut waere weil das jemand machen sollte der seine Maschine gut kennt und Erfahrung damit hat. Ich hab da so meine zweifel ob wir besser sein koennen als derjeniger der das 8h am Tag macht. Vanye
Gerald B. schrieb: > Uli S. schrieb: >> Vanye R. schrieb: >>> Wenn ich das richtig erinner sind die Flussmittel alle Phosphosaeure >>> basiert. >> >> Dann könnte man ja mal Cola als Flussmittel probieren. > > Dann aber Diätcola, denn den Zucker willst du nicht beim Löten > dabeihaben :-) Oder mit Kaffeemaschinenentkalker! Gruss Chregu
Bert schrieb: > Die Erfahrung haben wir auch gemacht. Nachbearbeitung extrem schwierig, > Gewindebohren M3 war unmöglich. Woran liegt das? Korngrößen? Wolf17 schrieb: > Auch nicht bei größerer Vorbohrung? Bei 3mm Gewinden kannst du kaum noch vorbohren. Schon ein 2mm geht recht rasch in die Hose. Vanye R. schrieb: >> Beim nächsten Versuch lasse ich das Gewinde gleich mit drucken. Dann >> geht das nachschneiden eventuell einfacher. > > Aber wohl kein M3 oder so? Bei M8 oder groesser kann ich mir das > ja vorstellen, aber bei so kleinen Sachen eher nicht. Das würde mich auch mal interessieren. Wenn man das Gewinde auf die Proportionen des ersten Schneiders vordrucken lassen könnte, kannst du das sicher im Nachinein leicht feinschneiden. Peter N. schrieb: > Meine Erfahrung mit Edelstahl ist eher dass das Material äußerst zäh > ist, garnicht mal hart. Die Schmelzen das meines Wissens auf und dann lagert sich das neu an. Dabei bildet sich aber kein so gleichförmiges Kristallgitter, wie bei üblichen gänzlich geschmolzenen Körpern, sondern einzelne grobe Körner, würde ich vermuten. Um das zu vergleichmäßigen müsste es nochmal komplett gleichmäßig aufgeschmolzen werden, wie in der Chipproduktion. Gfs muss es auch auch gerüttelt werden. Was auch noch zu betrachten wäre: Beim Edelstahlkristallisationsprozess kommt es zu einer Seigerung, d.h. das Chrom wird beim Aushärten zunehmend an den Rand gedrängt und trägt dort auch zur harten Oberfläche bei. Das dürfte hier anders sein. Wie ist es eigentlich mit Härten? Wenn sich bei dem Material mehr Körner bilden und diese nicht durchs Aufschmelzen beseitigt werden, kann es sein, dass das dann zerspringt.
Könnte es eventuell helfen das Teil moderat zu erwärmen, ähnlich wie beim Anlassen nach dem Härten? Zum Anlassen reichen teilweise schon Temperaturen im Bereich 200-250 Grad, wäre also durchaus mit einem Backofen (oder Reflow-Ofen) machbar.
Angehängte Dateien:
-

images.jpg
170 KB
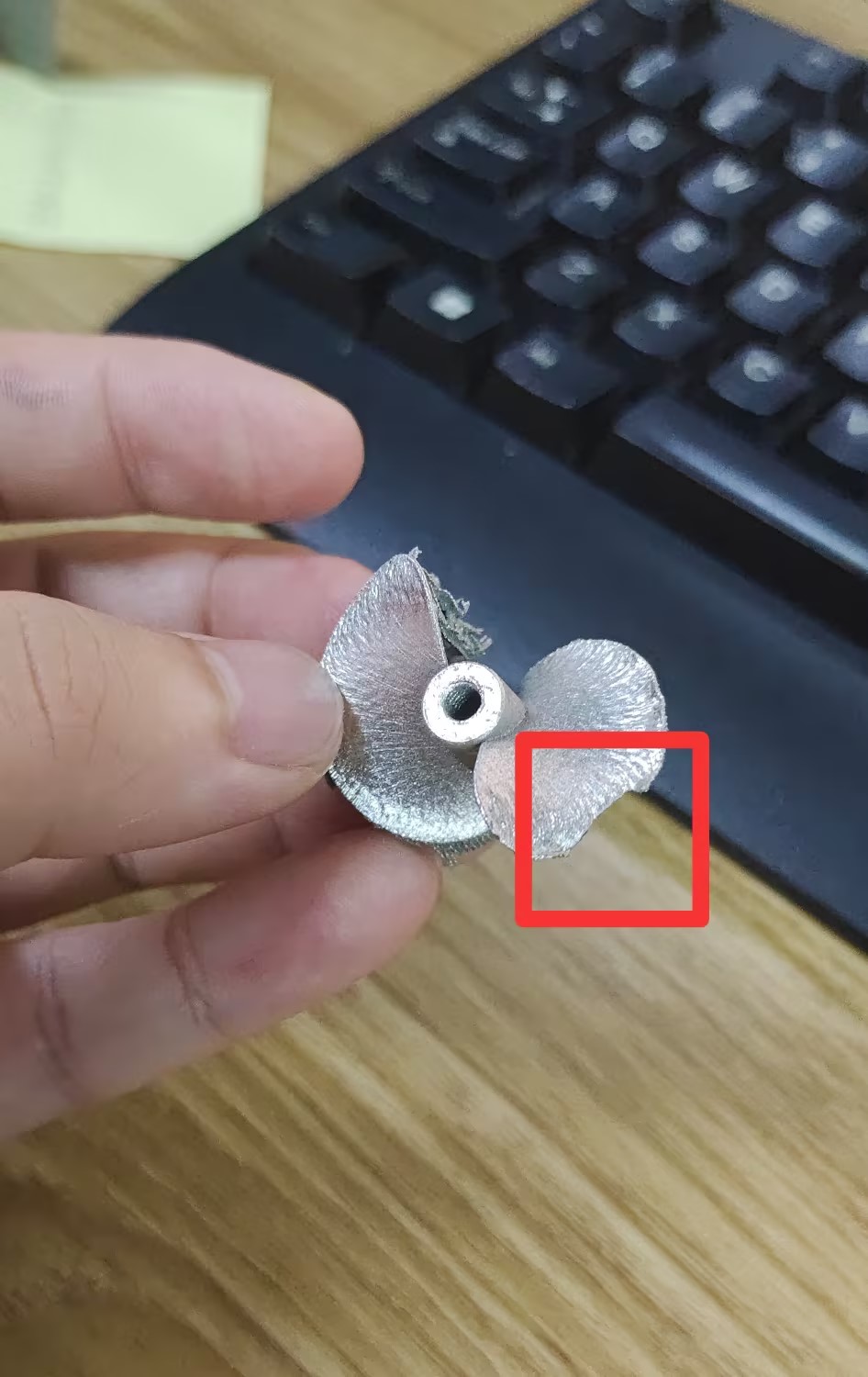
Diesesmal hat es nicht geklappt. Ich habe schon öfter (fast jedesmal) die Design Regeln von JLC verletzt. Immer mit der Ansage ich trage das risiko. Gefertigt wurde immer einwandfrei. Aber bei meiner letzten Bestellung kam auch gleich das Bild von JLC das mein Teil nicht korrekt gefertigt wurde. Ok kann passieren. Das Teil kommt jetzt zu mir zur Analyse. Interessant ist das das andere Blatt scheinbar i.O. ist. Für diejenigen die es interessiert: die Blätter sind 0,4mm Dick. JLC möchte mindestens 1,5mm Dicke.
Interessante Anwendung. Stoert die Oberflaechenstruktur nicht den Wirkungsgrad oder wird das noch poliert? Vanye
Vanye R. schrieb: > Interessante Anwendung. Stoert die Oberflaechenstruktur nicht den > Wirkungsgrad oder wird das noch poliert? Würde noch gewuchtet, geschliffen und poliert werden.
Wie macht ihr maßhaltige Teile? Ich war ziemlich sauer, dass mein wirklich einfaches Teil absolut nicht maßhaltig war. Meine 1.5mm dick spezifizierte Wand ist 1.8mm dick, Außenmaße sind zu groß, Innenmaße zu klein. Der Support meint, das wäre innerhalb der Spezifikationen, für ein Teil mit einfacher Geometrie und kleinen Abmessungen aber irgendwie sehr enttäuschend.
F. schrieb: > Wie macht ihr maßhaltige Teile? > Ich war ziemlich sauer, dass mein wirklich einfaches Teil absolut nicht > maßhaltig war. Meine 1.5mm dick spezifizierte Wand ist 1.8mm dick, > Außenmaße sind zu groß, Innenmaße zu klein. Der Support meint, das wäre > innerhalb der Spezifikationen, für ein Teil mit einfacher Geometrie und > kleinen Abmessungen aber irgendwie sehr enttäuschend. Ja das ist mir auch aufgefallen. SLS Druck in Nylon bei JLC ist absolut maßhaltig. SLM Druck in Edelstahl hat etwa 0,3mm "mehr" -> Außenmaß zu groß innen zu klein. Wenn ich eine Passung brauchte (Drehteil) habe ich das teil so entworfen, dass es sich gut in die Drehbank spannen lässt und dann auf Maß gedreht/gebohrt. Ansonsten sind die Maße bei meinen Edelstahldrucken nicht so kritisch. Wenn es irgendwas zwischen Passung und egal sein muss: die 0,3mm einrechnen. Kann aber sicher auch mal schief gehen.
John P. schrieb: > Gewinde M4 ging konnte ich schneiden. Aber ich hatte die ganze Zeit > Angst um den Bohrer und Schneider. > Beim nächsten Versuch lasse ich das Gewinde gleich mit drucken. Dann > geht das nachschneiden eventuell einfacher. John P. schrieb: > SLM Druck in Edelstahl hat etwa 0,3mm "mehr" -> Außenmaß zu groß innen > zu klein. John P. schrieb: > Das Teil kommt jetzt zu mir zur Analyse. > Interessant ist das das andere Blatt scheinbar i.O. ist. > > Für diejenigen die es interessiert: die Blätter sind 0,4mm Dick. JLC > möchte mindestens 1,5mm Dicke. Also ich habe meine Schiffschrauben bekommen. So schlecht wie auf dem Bild von JLC sehen die nicht aus. Ja an den Blattspitzen sind sie teilweise gewölbt, teilweise fehlt Material. Ich hab an der kleinsten (und dünnsten) Schiffschraube M4 Gewinde geschnitten. Punkt 1: das Gewinde im 3D Modell kann man sich sparen. Dadurch das der SLM Druck so stark von den Maßen abweicht, hat schon das vorbohren sämtliche Ansätze vom Gewinde entfernt. Punkt2: Ich habe mir Schneidöl besorgt. Mocol RTD Liquid. Damit ging das schneiden erstaunlich gut. Aber auch nur mit erheblicher Kraft. Allerdings hatte ich nicht mehr das Gefühlt, dass der Gwindebohrer überlastet ist. Punkt 3: Die Schiffschraube kann ich nicht vernünftig Spannen. Bedeutet ich muss sie per Hand festhalten -> sämtliche Kraft beim Gewindeschneiden wirkt auf die 0,4mm blätter. Ich bin erstaunt das sich nichts verformt hat oder gebrochen ist.
John P. schrieb: > Punkt 1: > das Gewinde im 3D Modell kann man sich sparen. Dadurch das der SLM Druck > so stark von den Maßen abweicht, hat schon das vorbohren sämtliche > Ansätze vom Gewinde entfernt. Ok, das mit der mangelhaften Maßhaltigkeit ist natürlich für jede ernsthafte Anwendung im wahrsten Sinne des Wortes nicht tolerierbar. Sehr schade, ich hätte das sonst gerne mal getestet. Und natürlich "Vielen Dank!" für die Berichte - so weiß man, was man erwarten kann (und was nicht).
> Ich habe mir Schneidöl besorgt. Mocol RTD Liquid. Ist das so ein Schaum wie es Abom79 (Youtube) verwendet? Sowas suche ich auch noch in D. Sonst kann man ja im Prinzip jedes normale Oel verwenden. > Bedeutet ich muss sie per Hand festhalten -> sämtliche Kraft beim > Gewindeschneiden wirkt auf die 0,4mm blätter. Man koennte auf die Idee kommen die Schraube im x/y plane um 0.1mm zu vergroessern, sie dann von einem Klotz zu substrahieren, den in der mitte zu teilen und denn dann in PLA drucken und sie dann da einlegen. > Ok, das mit der mangelhaften Maßhaltigkeit ist natürlich für jede > ernsthafte Anwendung im wahrsten Sinne des Wortes nicht tolerierbar. Ja, ist gut zu wissen. Es gibt sicher Anwendungen da ist egal, welche wo man sowieso einmal drueber fraesen muss oder auch solche wo es kritisch ist. Und man koennte natuerlich auch auf die Idee kommen sein Modell entsprechend anzupassen. Allerdings fragt man sich ob die bei JLC den Fehler nicht irgendwann bemerken und ihre Maschine entsprechend kalibrieren. Ist der Fehler eigentlich in allen drei Achsen gleich gross? Ich wuerde erwarten das sich wenigstens x/y und z unterscheiden. Was natuerlich auch doof ist weil wir ja keinen Einfluss darauf wie ihr Bediener das auf die Maschine packt. Vanye
Vanye R. schrieb: > Man koennte auf die Idee kommen die Schraube im x/y plane um 0.1mm zu > vergroessern, sie dann von einem Klotz zu substrahieren, den in der > mitte zu teilen und denn dann in PLA drucken und sie dann da einlegen. ja die idee hatte ich auch. ich müsste aber für jede größe eine eigene form drucken. Leider reichen meine 3D kontruktionsfähigkeiten dafür nicht aus. Vanye R. schrieb: > Ist der Fehler eigentlich in allen drei Achsen gleich gross? Ich wuerde > erwarten das sich wenigstens x/y und z unterscheiden. Was natuerlich > auch doof ist weil wir ja keinen Einfluss darauf wie ihr Bediener das > auf die Maschine packt. gute frage. habe darauf noch nicht geachtet. werde es mal bei einigen teilen nachmessen ob sich X/Y/Z unterscheiden. Aber vorhersehen kann man es tatsächlich nicht. Vanye R. schrieb: > Ist das so ein Schaum wie es Abom79 (Youtube) verwendet? > Sowas suche ich auch noch in D. Sonst kann man ja im > Prinzip jedes normale Oel verwenden. ne ist flüssig. Hatte die empfehlung aus einen zerspanungsforum wo es ebenfalls um edelstahl und gewinde schneiden ging.
> ja die idee hatte ich auch. > ich müsste aber für jede größe eine eigene form drucken. Ich koennte mir eventuell vorstellen das dies nicht klappt weil die entformbarkeit nicht gegeben ist... > Leider reichen meine 3D kontruktionsfähigkeiten dafür nicht aus. ...aber das ist wirklich eine kleinigkeit die 3min braucht. Wenn du eine step datei hast dann schieb rueber und ich mach dir das schnell. slt geht leider nicht dabei muss mein CAD Programm immer kotzen. Vanye
John P. schrieb: > Vanye R. schrieb: >> Interessante Anwendung. Stoert die Oberflaechenstruktur nicht den >> Wirkungsgrad oder wird das noch poliert? > > Würde noch gewuchtet, geschliffen und poliert werden. Es gibt einen Grund warum Fische und Haie keine glatte sondern geschuppte Haut haben. Einfach mal probieren es nachzubauen ;-)
Jens K. schrieb: > Es gibt einen Grund warum Fische und Haie keine glatte sondern > geschuppte Haut haben. Die haben aber keine Schuppen, sondern Mikrofinnen die zu einem mikrofeinen laminaren Strom führen, mit wenig Wirbeln. Nur allein Dellen in der Oberfläche bringen es noch nicht. Die haben eher die gegenteilige Wirkung und führen zu stärkeren Mikrowirbeln, die Golfbälle stabilisieren helfen.
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.