
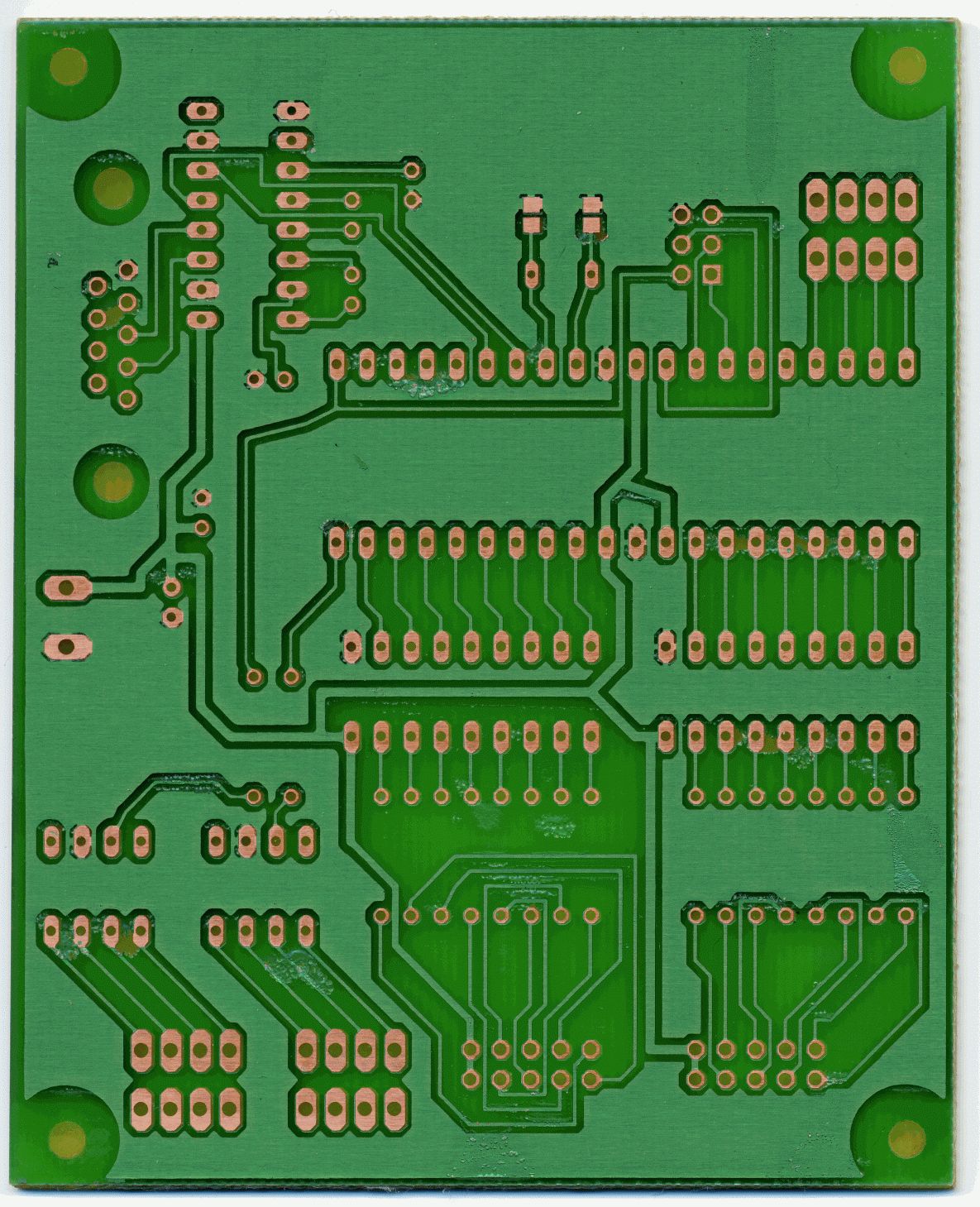
Ich mache gerade meine ersten Versuche mit Löststoppmaske (Bungard Dynamask von Octamex). Die Ergebnisse sind - bis auf einen Glückstreffer - eher bescheiden. Ich gehe wie folgt vor: - Platine nach dem Ätzen mit Fittingslot im Ofen verzinnen, abwaschen - ca. 30min bei 120°C im Ofen trocknen lassen - Maske zuschneiden, an einem Ende mit zwei Streifen Klebeband die matte Schutzfolie ein Stück entfernen und auf ein Ende der Platine kleben, leicht glattstreichen. - den heißen Laminator (buthe Office F1000 aus dem Netto für etwa 18€) die Platine einziehen lassen. Dabei langsam die restliche Schutzfolie abziehen, sodass der Laminator das Laminat selbst auf die Platine drückt. Hier entstehen dann die Schäden, die man im Bild erkennen kann. - danach Belichten, 20min im dunkeln ruhen lassen, die glänzende Folie entfernen und in 1%iger Kaisernatron-Lösung bei ca 40°C entwickeln. Nach dem Laminieren geht alles problemlos von statten. Ich habe auch versucht, das Laminat komplett von Hand auf die Platine zu bringen. Sah auch sehr gut aus. Im Laminator sind dann allerdings wieder diese hässlichen Löcher entstanden. Soweit ich weiß, enstehen Blasen, wenn man die Platine nicht genug durchtrocknet. Ist das der Grund? Oder kann es sein, dass mein Laminator zu heiß wird.
Angehängte Dateien:
-

Loetstopp_murks.JPG
160 KB
:
Verschoben durch User
Ich staune immer wieder, was inzwischen so alles möglich ist mit Hausmitteln, sieht doch im Prinzip nicht schlecht aus. Die Frage aber bleibt: wofür brauchst du überhaupt Lötstopplack? Aus optischen Gründen? Wird wohl doch per Hand gelötet... Ich persönlich habe die Selbstherstellung von Platinen komplett aufgeben, da ich mit einseitigen nichts mehr anfangen kann, bei doppelseitigen die Durchkontaktiererei genervt hat bzw. unzumutbar wurde und Multilayer gar nicht möglich war.
>ca. 30min bei 120°C im Ofen trocknen lassen
danach sollte die Platine trocken genug sein
Wenn der Laminator original ist, wird er auch nicht zu heiss fuer die
Loetstoppmaske. Ich verwende einen modifizierten Laminator der viel
heisser wird als die normalen. Auch wenn ich mal vergesse die Temperatur
vor dem Loetstopp laminieren runter zu regeln gibt es keine Blasen.
Ich denke das Dein Fittingslot ein Flussmittel hat was sich mit Deinem
waschen nicht vollstaendig entfernen laesst und das dann beim Laminieren
die Blasen verursacht.
Lass mal das verzinnen weg, bzw, verzinne nach dem Loetstopp.
Angehängte Dateien:
-

07012013412.JPG
700 KB

Tja, schwer zu sagen, ich verzinne auch vor dem Laminieren und bei mir klappte es eigentlich ziemlich gut... vielleicht die Platinen etwas länger trocknen lassen und mehrere Versuche durchführen. Ich trockne sie zunächst mit einem Heißluftfön und danach im Backofen. Hier irgendeine alte Platine, ist nicht so toll und etwas schmutzig... aber um einiges besser...
Angehängte Dateien:
-

laminat_fittingzinn.jpg
22 KB

möglicherweise ist dein lami zu heiß - wobei die frage ist "für was zu heiß?". das bild sieht so aus als ob das fittingzinn flüssig wurde und z.b. kügelchen gebildet hat und von leiterbahnen zwischen laminat und platinengrundmaterial gepresst wurde - kann aber auch sein das ich schiele. hier zum vergleich meine erste laminierte platine - unverzinnt, aber auch nicht speziell getrocknet. "nicht glatt" bedeutet im video allerdings nicht das sich blasen bilden, sondern daß das laminat neben den leiterbahnen eben tiefer liegt. laminiert habe ich (afair) bei ~160° http://www.youtube.com/watch?v=REBO9C5cCHU
Ich mach das - magels Laminator - mit dem Bügeleisen, siehe hier: Beitrag "Lötstopp mit Bügeleisen" Deine Platine sieht nach zu hohem Anpressdruck oder, wie camikusch gesagt hat, nach geschmolzenem Zinn aus. An deiner Stelle würde ich mal eine Platine ohne Verzinnung versuchen. Weniger Druck und Temperatur ist bei diesem Laminat oft mehr.
Markus R. schrieb: > Weniger Druck und Temperatur ist bei diesem Laminat oft mehr. Man kann nicht beides reduzieren, man braucht Druck oder Temperatur. Ich habe viele Versuche gemacht bis ich es richtig reproduzierbar hinbekommen habe. Die Prozessdaten sind nicht allzu kritisch, das eine kann das andere kompensieren, nur beides zu hoch oder zu niedrig geht nicht. Meine Versuche waren immer mit dem reinen Kupferclad, ohne Zinn, nur mit dem Laminator oder Heissluft vorgetrocknet. Ich schliesse mich hier der Meinung von (camikusch) an. c. m. schrieb: > möglicherweise ist dein lami zu heiß - wobei die frage ist "für was zu > heiß?". > das bild sieht so aus als ob das fittingzinn flüssig ... Das sehe ich auch als moeglichen Grund an. Keine Ahnung wieviel Blei oder welches Flussmittel das Fittingzinn hat und bei welcher Temperatur das Zinn fluessig wird oder bei welcher Temperatur und Dauer das Flussmittel komplett aus dem Lot verdampft ist.
nik janusch schrieb: > Soweit ich weiß, enstehen Blasen, wenn man die Platine nicht genug > durchtrocknet. Ist das der Grund? Oder kann es sein, dass mein Laminator > zu heiß wird. Hat damit nichts zu tun. Die Industrie hat in der Zeit als es noch kaum/kein CAD gab die Leiterbahnen verzinnt und dann Lötstopplack aufgebracht was dann in der Produktion, insbesondere beim Löten Probleme brachte. Das Lötzinn darunter schmolz nämlich und wenn der Lötstopplack nicht ab platzte, dann entstanden darunter so ein Kreuzottermuster oder auch Schlangenlinien welche nach dem Erkalten erhalten blieb. Heute kennt das halt keiner mehr weil das keine Relevanz mehr hat. Auf flüssigem Metall kann eben nur begrenzt was haften. Man kann das nur lösen wenn man sich auf das Verzinnen der Pads nach dem laminieren des Lötstoplacks beschränkt, so wie das heute Standard ist und das auch Sinn macht. Leiterbahnen brauchen daher nicht verzinkt werden. Auf sorgfältig vorbehandeltem Kupfer, also den Leiterbahnen, haftet der Lötstopplack dagegen anstandslos und so sollte es auch sein.
ist die Platine doppelseitig? dann hat man nämlich das Problem dass Luft in den Lötaugen eingeschlossen wird die sich im Laminator ausdehnt und kleine Blasen produziert. Ich hab das so gelöst dass ich das Laminat mit dem Daumen auf die vorgewärmte Platine aufreibe (mit dem Daumen!) und dann alle Lötaugen mit einer Nadel durchsteche sodass die Luft entweichen kann. Danach trat das Problem nicht mehr auf. Betrifft aber wie gesagt nicht die kaputten Stellen rund um die Leiterbahnen.
Danke für eure Hinweise! Ich werde es zunächst mal ohne Verzinnen versuchen. Das wird allerdings frühestens nächstes Wochenende sein. Ich berichte dann noch mal. Das mit dem nicht ganz verdampften Flussmittel könnte sein, da ich nur relativ kurz verzinne (5-10min bei 160-180°C). Ob mein Laminator zu heiß ist kann ich nicht beurteilen. Ich habe keinen Vergleich. Modifiziert, etwa für Tonertransfer, habe ich ihn jedenfalls nicht. Ich werde aber noch mal alternativ einen Versuch mit dem Bügeleisen machen, falls die unverzinnte Platine auch schlechte Ergebnisse bringen sollte. Ein weiterer Faktor, der mir einfällt und den ich nicht ausschließen kann, ist, dass das Laminat selbst nicht ganz trocken ist. Es lagert in einem verschlossenen Papprohr (Originalverpackung) im Keller. Evtl. zieht es Kondenswasser.
rotzie schrieb: > ist die Platine doppelseitig? dann hat man nämlich das Problem dass Luft > in den Lötaugen eingeschlossen wird die sich im Laminator ausdehnt und > kleine Blasen produziert. Nein, bisher habe ich nur einseitige Platinen hergestellt.
So sah es bei mir ebenfalls aus. Sprich: die Ränder des Lötstopplackes waren "gequollen". Meine Vermutung: Die Walzen eines Laminators sind nicht glatt, sondern sehen sehr rauh aus (schaut mal genau hin unter einer Halogenlampe. Du wirst erkennen das die Walzen selbst ne Art Maserung besitzen). Ergo: Du ziehst die Platine durch den Laminator, durch die rauhe Oberflächer der Walzen wird das Laminat ganz leicht dort wo diese Freisteht angehoben (bleib so quasi minimal an der Walze kleben) und wird damit bei der nächsten Maserung der Walze "umgelappt". Abhilfe schaffte bei mir nen ganz einfacher Trick: Nimm Backpapapier, leg dieses auf die Platine und schieb es erst dann durch den Laminator. Sprich: ****** Walze Oben '''''' Backpapier |||||| Platine ****** Walze Unten Wirkt wunder ;)
Angehängte Dateien:
-

ControllerBoard2.gif
740 KB
Basti B. schrieb: > Abhilfe schaffte bei mir nen ganz einfacher Trick: Nimm Backpapapier, Das scheint mir auch die plausibelste Theorie zu sein. Meine Platinen sehen auch oft so pickelig aus, trotz trocknen der Platine. Auch die Sache mit der Luft in den Löchern glaube ich nicht, ist zumindest bei meinenem Beispiel nicht der Fall. Ich verzinne die Platine meist auch vorher mit Lötpaste, aber im angehängten Bild ist eine unverzinnte Version die trotzdem viele Pickel hat. Die Laminatorrollen musste ich auch schon mal saubermachen, da bleiben gerne Reste dran kleben die die Pickelbildung sicher auch fördern. Den Tipp mit dem Backpapier werde ich auch probieren.
Jojo S. schrieb: > Meine Platinen > sehen auch oft so pickelig aus, trotz trocknen der Platine. das sieht interessant aus. was nimmst du denn um das photopositiv nach dem ätzen von der platine zu putzen? und bei welcher temperatur trocknest du die platine?
Den Fotolack entferne ich mit Aceton, die Trocknungszeit von dieser Platine weiss ich nicht mehr, ist ein älteres Exemplar. Hauptproblem war das ich die spiegelverkehrt belichtet hatte :-( Sonst habe ich so 20-30 min. bei 100°C im Ofen getrocknet. Der Anpressdruck in meinem Laminator ist recht hoch, ist ein unmodifiziertes 4-Rollen Gerät, Rexel LP25.
Angehängte Dateien:
-

ControllerBoard2.jpg
170 KB

{kind=link}
Jojo S. schrieb: > Den Fotolack entferne ich mit Aceton, ah schade! ich hatte gehofft das es nagellackentferner oder ähnliches mit zusätzen ist. ich hab mal gegoogelt was technischer aceton so als verunreinigungen enthält, aber nur zeug mit werten um max 100ppm gefunden. die platine sieht auf jeden fall so aus als ob beim walzen etwas zwischen kupfer und dynamask in die länge gequetscht wurde. wenn es keine verunreinigung des acetons ist (mit siedepunkt über 100° und dabei niedrigem dampfdruck) oder wasser (trocknen bei 100°, 30 min) könnte es noch… fingerfett sein. das du die platine *und/oder* das wischtuch+aceton mit den fingern angefasst? so könnte der aceton fett aus deinen fingern auf der platine hinterlassen haben. > Sonst habe ich so 20-30 > min. bei 100°C im Ofen getrocknet. versuch neben dem weglassen des möglicherweise hinterlassenen fingerfetts mal die platine so lange bei höheren temperaturen als der laminiertemperatur zu trocknen um die flüchtigen bestandteile zu verdampfen die bei 100° noch auf der platine bleiben.
Nach dem Reinigen fasse ich die Platine normalerweise nur am Rand an. Dieses Board ist aber wie gesagt schon älter und möglich wäre das auch. Bei weiteren Platinen sah es aber oft genauso aus. Ich versuche auch mal die Temperatur vom Lami zu messen, ich vermute das die zu hoch ist. Die Einstellung ist nur in 'Folienstärke', nicht in Grad C, da müsste die Einstellung für die dünnste Folie die niedrigste Temperatur bedeuten. Ich hoffe ich komme am Wochenende dazu.
Ich habe heute noch mal ein paar Versuche gemacht: - Verzinnte Platine laut Bastis Empfehlung mit Backpapier gegen die Laminatorwalzen geschützt - Unverzinnte Platine mit Backpapier - Unverzinnte Platine ohne Backpapier Bei allen drei sind vergleichbare Schäden zurückgeblieben. Dass es am Zinn liegt zweifel ich daher jetzt mal an. Die verzinnte Platine sieht sogar noch am besten aus. Sie liegt allerdings im Ggs. zu den unverzinnten schon eine ganze Weile bei mir rum. Daher messe ich dem Trocknungsgrad der Platine mal größere Bedeutung zu. Ansonsten glaube ich am ehesten, dass die Walzen zu aggressiv auf die Platine wirken oder zu heiß werden. Vielleicht versuche ich es nächstes mal mit dem Bügeleisen.
Wenn das Problem nicht vom Zinn kommt, dann gibts noch einige Möglichkeiten die ich vorschlagen möchte. z.B. -Platine vor dem Laminieren trocken mit einem Scotch-Flies (oder Schwamm) anrauhen. Danach mit Küchenkrepp den Staub abwischen. -Platine vor dem Laminieren anwärmen und angewärmt mit dem Lötstoplack durch den Laminator schieben. -Temperatur von den Walzen messen wurde ja bereits genannt (ein Pyrometer dürfte hierfür wohl am geeignetsten sein, denke ich mal.
Ich tippe nach wie vor auf zu heiß und/oder zu viel Druck. Bei meinen ersten Bügeleisenexperimenten hatte ich ähnliche Effekte (allerdings nicht ganz so stark). Bügeleisentemperatur auf die niedrigste Stufe, Backpapier dazwischen und nicht zu fest anpressen. Bügeleisen mit der Heizfläche nach oben montieren und die Platine mit der Hand anpressen, dann hat man mehr Gefühl. Um die Finger zwischenzeitlich abkühlen zu lassen und das Ergebnis zu beurteilen, die Prozedur ein paar mal wiederholen. Wenn sich die Bläschen bilden wars zu heiß, wenn das Laminat verläuft der Druck zu hoch.
Meiner Erfahrung nach führen selbst kleinste Lufteinschlüsse unter dem
Laminat nach dem Aushärten zu Fehlstellen. Das Laminat wird nach dem
Härten so spröde, dass jede kleinste mechanische Belastung es dort
abbröseln lässt, wo es nicht wirklich fest mit der Platine verbunden
ist. Bei meinen Platinen habe ich sehr häufig dort Fehler, wo viele
feine Leiterbahnen parallel verlaufen und besonders dann, wenn diese
parallelen Leiterbahnen senkrecht zur Verarbeitungsrichtung im Laminator
verlaufen. Da bleibt die Luft dann halt stecken, statt dass sie durch
die Walzen in Laufrichtung nach vorne rausgequetscht wird.
Bei den meisten Bildern hier sieht man ja auch schön, dass die großen
Flächen meist super aussehen und die Probleme sich um Lötaugen und
Leiberbahnen scharen.
Als Laminator verwende einen billigen von Conrad, der eigentlich für
maximal 0.3mm oder 0.5mm dicke Materialien spezifiziert ist. 1.5mm dicke
Platinen + Laminat drücken die Walzen durch, die haben dann mehr U-Form
als dass sie noch gerade verlaufen. Das begünstigt meiner Meinung nach
die Situation, dass die Luft nicht an allen Stellen unter dem Laminat
rausgedrückt wird.
Das mit dem Bügeleisen werd ich mal probieren, das klingt gut :-)
Was ich mir auch mal überlegt hatte - könnte man nicht das Laminat
einfach vorsichtig und ohne es anzupressen auf die Platine legen und das
ganze dann in eine Tüte verfrachten und das Anpressen so einem
Essensvakuumierer ("Food Saver" oder wie die Teile auf den
Homeshoppingkanälen heißen) überlassen? Hat das vielleicht schon mal
jemand probiert?
Schon mal Selbstklebefolie verarbeitet? Auf die Art wie du das vorschlägst hätteste im nuh lauter Lufteinschlüsse. Man muss eben die Prozessparameter so oft verändern bis man ein brauchbares Ergebnis erhält. Die Industrie schafft es ja auch, auch wenn da der Prozess noch ein paar Besonderheiten hat.
Ich bin mir jetzt relativ sicher, dass die Temperatur ein entscheidender Faktor ist. Ich habe Platinen jetzt mal kurz nach Anschalten des Laminators laminiert, also wenn die Walzen noch nicht richtig aufgeheizt sind. Das Ergebnis sah sehr gut aus. Die Platine fühlte sich warm an. Nach mehrmaligem Durchziehen traten die ersten Schäden auf, als die Platine erstmals merklich heiß herauskam. Sicherlich spielen auch andere Faktoren, wie Feuchtigkeit, Fett, Staub, mechanische Belastung durch die Walzen etc. eine Rolle. Aber das Ergebnis mit nicht 'heißem' Laminator und ansonsten unveränderten Parametern unterscheidet sich deutlich von dem, was ich vorher fabriziert habe.
Hallo Nik, hab das gleiche Problem. Aldi Laminator Bj 2003 oder so. Ich sehe 2 Probleme: 1. Lufteinschlüsse, da wo Luft drunter ist wird der Film klar und entwickelt sich dann weg, vermutlich weil er zu heiss wird. 2. Film entwickelt sich sehr schlecht trotz korrekter Konzentration und Temperatur. Den Prozess in den Griff zu bekommen scheint nicht so einfach zu sein wie beim Fotopositiv wo ich bis 10mil ohne Probleme hinbekomme. Gruss Michael
Jojo S. schrieb: > Den Fotolack entferne ich mit Aceton ??? Nach dem Ätzen nochmal kurz belichten und in den Entwickler. Da braucht es keine Extra-Chemie...
Staub ist heimtückisch. Ist mir beim Verwenden von Fotopositivspray aufgefallen, wo ich dachte, dass die Platine staubfrei wäre. Pustekuchen! Scheußliches Ergebnis. Und Staub wird auch beim Laminieren kaum vermeidbar und ein Problem sein, hier vielleicht sogar das primäre. Vielleicht kann Druckluft helfen.
Das Problem mit der Lötstopfolie ist, das Platinen normalerweise gebürstet werden um sie sauber zu bekommen und ->die Oberfläche aufzurauhen<- http://www.bungard.de/index.php?option=com_content&view=article&id=32&Itemid=49&lang=german Wenn man eine homebrew PCB nach dem Ätzen chemisch verzinnt ist die Oberfläche stumpf und das LS Laminat haftet gut. Das chemische Verzinnen mit dem Vernieten der doppelseitigen PCB hat aber öfter bei mir zu Kontaktproblemen geführt, darum habe ich auf heißes Verzinnen gewechselt. Das geschmolzene Zinn/Blei ist aber sehr glatt, da haftet die LS Folie schlecht bis gar nicht und beim Löten der Bauteile kriecht ausserdem das frische Lot unter die LS Folie. Wegen der Kontaktfehler beim chemischen Verzinnen bleibe ich aber beim heißen Verzinnen. Lange Trocknumgsphasen zwischen Ätzen, Laminieren und Bestücken bessert die Ergebnisse, werden aber nie perfekt. Bin noch auf der Suche nach einer Möglichkeit, die Oberfläche vom geschmolzenen Zinn aufzurauhen und zu reinigen ohne die Leiterbahnen zu beschädigen. Gruß, dasrotemopped.
Hi, Markus Horbach schrieb: > ... und beim Löten der Bauteile kriecht > ausserdem das frische Lot unter die LS Folie. Wegen der Kontaktfehler > beim chemischen Verzinnen bleibe ich aber beim heißen Verzinnen. Beim chemischen Verzinnen sind die Schichtdicken ja recht gering, so das ein VErzinnen vor der Lötstopplaminat -obwohl genaugenommen die falsche Reihenfolge- in der Praxis kaum Probleme macht, teilweise im Hobbybereich sogar bessere Ergebnisse bringt. Duch die dünne Zinnschicht ist die Beschädigung des Laminats im Bereich der heissen Lötstelle nur minimal. Wenn du aber mit flüssigen Zinn verzinnst (egal ob Tauchbad oder Lotpaste+Heissluft) hast du viel dickere Zinschichten. Da wird beim Löten dann großflächig um die Lötstelle das Zinn unterhalb des Lötstopps flüssig und das Laminat dadurch aufgebrochen -> nutzlos und oft sogar hässlich. Selbst bei Industriellen HAL hat man ja durchaus nennenswerte Schichtdicken... Daher: Bei Tauchverzinnung o.ä. immer vor dem Verzinnen das Lötstopplaminat aufbringen. (Ist aber wie geschrieben auch beim chemischen Verzinnen die richtige Reihenfolge wenn man es ganz genau nimmt) Gruß Carsten
:
Bearbeitet durch User
Lötstopplaminat kommt immer vor der Zinnschicht drauf! Egal ob Chemischzinn oder HAL! Bei Erwärmen würde die noch so dünne Zinnschicht aufschmelzen und fließen!
Meiner Meinung nach viel zu heiß laminiert. Könnte die gleichen Effekte bei ca. 120Grad beobachten. Selbst mit Stunden langen vortrocknen und anfassen nur mit Handschuhen (bereits ab dem Belichten der Leiterbahnen). Mit 90 Grad hat alles wunderbar funktioniert und es gab keine Fehlstellen, selbst ohne ewigen vortrocknen... Nur mit dem Fön getrocknet gab's super Ergebnisse ohne Fehlstellen.
6 Jahre zu spät mit dem Kommentar! Könnt ihr nicht lesen?
@Helmut: Meinst Du denn, dass der gewöhnliche Google-Sucher seine Suche auf eine gewisse Zeitspanne einschränkt? Wenn man ein Problem hat, dass ein anderer auch hatte und dass dann sechs, zehn oder zwanzig Jahre später gelöst wird,... Wo ist das Problem?
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.