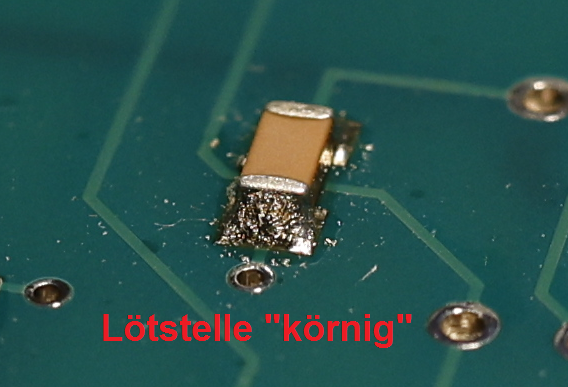



Hallo zusammen, ich habe mir einen kleinen Dampfphasen-Lötofen gekauft (Vaporflow 275). Gestern habe ich das Gerät ausprobiert und das Ergebnis ist ziemlich schlecht geworden. Bilder siehe Anhang. Ich habe die Lötpaste mit Schablone von Hand aufgetragen (ohne Pastendrucker). Das hat leider nur halbgut funktioniert, die Paste hatte sich an einigen Stellen unter die Schablone gedrückt und sich dort verteilt. Das erklärt vermutlich teilweise das schlechte Ergebnis. Darüber hinaus nehme ich an, dass die Pads generell zu viel Paste abbekommen haben. Dadurch schwimmen die Bauteile hoch auf dem flüssigen Lot und bekommen zu viel Abstand zur Leiterplatte. Was mache ich darüber hinaus noch falsch? Und wie kann ich es besser machen? Lötpaste war Chipquik TS391SNL50, gelötet habe ich mit Galden auf 230°C. Grüße Steffen
Angehängte Dateien:
-

Auffaelligkeit_1.png
240 KB -

Auffaelligkeit_2.png
270 KB -

Auffaelligkeit_3.png
160 KB -

Auffaelligkeit_4.png
140 KB
Steffen H. schrieb: > Darüber hinaus nehme ich an, dass die Pads generell zu viel Paste > abbekommen haben. Richtig. > habe ich mit Galden auf 230°C. Wäre gut, wenn du zum Testen irgendeine PCB hättest. Probier mal ohne Schablone dünn die Lötpaste aufzutupfen (Wattestäbchen). Probier mal ein paar Grad weniger, so 220-225°. Generell ist die Sache mit jedem Werkzeug ein ständiges Herantasten, neu kalibrieren. Man kann sich zwar grob Profile speichern, was gut ist, wenn du häufig das Gleiche produzierst, aber dann bleiben immer noch genug Parameter über, die dir das Endprodukt versauen können. (Sauberkeit, Reinigung usw.) Liebe Grüße Karl
Das richtige Auftragen der Paste ist das A & O! Das muss in einem Zug geschehen, sobald du mehrmals über die Pads gehst, drückst du Paste unter die Schablone und hast zu viel auf der Platine. Ich sehe diesen Fehler ganz oft in Youtube Videos! Und natürlich musst du die Bauteile dann auch beim Platzieren immer gleich in die Paste drücken. Am Ofen liegt das Problem vermutlich eher nicht, sondern an allen Schritten davor. Mach beim nächsten Mal auch Nahaufnahmen von · Platine mit aufgebrachter Paste (ohne Bauteile) · Platine mit Paste mit Bauteilen und zeige diese dann hier, dann können wir das besser einschätzen.
Karl E. schrieb: >> habe ich mit Galden auf 230°C. > Wäre gut, wenn du zum Testen irgendeine PCB hättest. > Probier mal ohne Schablone dünn die Lötpaste aufzutupfen > (Wattestäbchen). > Probier mal ein paar Grad weniger, so 220-225°. Lieber Karl, du hast von Dampfphasenlöten keine Ahnung also gebe bitte keine Empfehlungen! Dampfphasenlöten kann nicht ein paar grad kälter oder wärmer gestellt werden. Das Fluid (Galden 230) siedet bei Normaldruck bei 230°C. Darunter siedet es nicht und man kann somit auch keine Dampfphase erzeugen.
Steffen H. schrieb: > Ich habe die Lötpaste mit Schablone von Hand aufgetragen Da ist wie gesagt zu viel Paste im Spiel. Und augenscheinlich ist die Temperatur oder die Verweildauer für diese Paste zu niedrig. Karl E. schrieb: > Probier mal ein paar Grad weniger, so 220-225°. Galden kann man nicht so einfach "einstellen". Der "Taupunkt" ist in der Flüssigkeit "eingebaut".
:
Bearbeitet durch Moderator
Lothar M. schrieb: > Karl E. schrieb: >> Probier mal ein paar Grad weniger, so 220-225°. > Galden kann man nicht so einfach "einstellen". Der "Taupunkt" ist in der > Flüssigkeit "eingebaut". Aufs nächste Orkantief warten. ;-) Oder ein Besuch im Schneefernerhaus. ;-)
:
Bearbeitet durch User
Angehängte Dateien:
-

DSC05095_Kopie.jpg
230 KB

Hallo Steffen! Nachdem ich gestern 49 SMD Widerstände mit der Hand aufgelötet habe (siehe Bild), hatte ich die Idee das auch mal mit Paste und Herdplatte zu versuchen. Aber das Ergebnis muss gut sein, sonst ist der Spaß gleich weg bei der Arbeit. Tipps kann ich dir keine geben, aber ich werde dein Projekt verfolgen um selber etwas zu lernen. Es gibt im Netz echt billige Übungsplatinen mit Bauteilen dazu. Da muss man keine Projektplatinen zum testen opfern. Gutes gelingen!
:
Bearbeitet durch User
Angehängte Dateien:
-

schablonie.png
40 KB
"Reduzierung in der Schablone zum Pastenaufdruck" ist eine im Profi-Bereich gängige Methode um die geschilderten Probleme in den Griff zu bekommen. Du wirst wohl eine neue Schablone machen müssen. Anbei ein Auszug aus dem Blatt mit den Verarbeitungshinweisen einer Lotpaste. Bei Grabsteib wird auch eine bessere Padgeometrie empfohlen, eine "Anti-thumbsone" Paste soll wenig brauchbar sein. Eine "Radikalmassnahme" wäre das Ankleben der betroffenen Bauteile.
:
Bearbeitet durch User
Wer zig Widerstände nicht gleich von JLCPCB bestücken lässt, sondern nur die nackte Platine da bestellt und dann händisch bestückt, der hat die Kontrolle über seine Bastelarbeiten verloren. Gerade das stupide Bestücken billiger Standardbauteile ist doch deren Paradedisziplin. Sein CAE Tool EINMAL für JLCPCB Bestückung vorzubereiten und danach immer mit einem Klick alle Daten automatisch erzeugen zu lassen ist zu aufwändig. Aber jetzt ist kein Aufwand zu groß, egal ob Stencil, Paste, Herdplatte. Unverständlich.
:
Bearbeitet durch User
Bradward B. schrieb: > Anbei ein Auszug aus dem Blatt mit den Verarbeitungshinweisen einer > Lotpaste. Was genau zu dieser einen Paste passt, und sich reichlich wenig mit meinen Erfahrungen deckt. Aber es gibt verzeihende Paste und pingelige Paste.... Steffen H. schrieb: > Was mache ich darüber hinaus noch falsch? Zuviel Paste ist immer Gift, dafür müssen die Löcher in der Schablone reduziert und teilweise "gemustert" werden. Wenn du die Pads verschmiert hast sind Kügelchen die Folge, das ist klar. Die schiefen/hochstehenden Teile sind ebenfalls eine Folge wesentlich zu großer Lotmengen. Evtl. ist die Schablone zu dick, die Löcher zu groß, das Layout einfach schlecht (Pads zu weit innen) oder du hast beim Rakeln keine feste Auflage gehabt. Das körnige ist ein Prozessproblem des Lötens. Die Paste sieht einfach so aus, wird nicht lange genug oder zu lange geheizt, zu warm oder zu kalt, oder das Flussmittel wirkt noch nicht oder nicht mehr. Ich sehe aber auch Benetzungsfehler, das kann auf schlechte/alte Bauteile oder chemische Rückstände auf der Platine hinweisen.
Jens K. schrieb: > du hast von Dampfphasenlöten keine Ahnung > Dampfphasenlöten kann nicht ein paar grad kälter oder wärmer gestellt > werden. > Das Fluid (Galden 230) siedet bei Normaldruck bei 230°C. Darunter siedet > es nicht und man kann somit auch keine Dampfphase erzeugen. Klar geht das. Der Siedepunkt hängt vom Luftdruck ab, d.h. der ist abhängig vom aktuellen Wetter. Sonst wäre der Druck egal und man müsste den Siedepunkt nicht unter Normaldruck angeben. Was meinst du wohl, warum in einem Dampfkraftwerke zur Erhöhung des Wirkungsgrades mit Überdruck gefahren wird. Oder hast du schon einmal höher in den Bergen Eier gekocht und dich gewundert, warum sie bei der vom Flachland gewohnten Kochzeit noch nicht den erwarteten Härtegrad erreicht haben. Du hast von Physik keine Ahnung.
:
Bearbeitet durch User
Cyblord -. schrieb: > Wer zig Widerstände nicht gleich von JLCPCB bestücken lässt, sondern nur > die nackte Platine da bestellt und dann händisch bestückt, der hat die > Kontrolle über seine Bastelarbeiten verloren. Es war meine erste Bestellung, ich hatte keine Ahnung wie man die Bestückung anleiert, sonst hätte ich es getan. Außerdem lege ich auch Wert darauf , dass ich möglichst viel selber in der Hand habe. Info: Ich habe in meinem Leben nur einmal ein Rennrad fertig gekauft. Alle anderen Räder in Einzelteile. Es hat immer richtig Spaß gemacht alle Räder aufzubauen. Löten kann ich, wenn ich dann fertig bin gibt mir meine Arbeit schon etwas zurück. Cyblord -. schrieb: > Aber jetzt ist kein Aufwand zu groß, egal ob Stencil, Paste, Herdplatte. > Unverständlich. Ich lerne dabei wieder etwas und ich hänge nicht besoffen in einer Kneipe herum wie so viele...
Herbert Z. schrieb: > Ich lerne dabei wieder etwas und ich hänge nicht besoffen in einer > Kneipe herum wie so viele... Tja Schade. Während die Chinesen meine Platinen löten kann ich mir einen reinlöten.
:
Bearbeitet durch User
Für mich sieht das aus wie überalterte Lötpaste. Mit der Zeit verliert das Flussmittel an Wirksamkeit, dann kommt es zu so körnigen Ergebnissen, und die Lötflächen der Bauteile werden nicht richtig benetzt. Die Lötpaste zieht sich nicht auf die Pads und zieht auch die Bauteile nicht gerade. Ich bewahre Lötpaste immer im Kühlschrank auf, aber auch das hilft nicht für immer.
:
Bearbeitet durch User
Ich sehe insbesondere schlecht wirkendes flussmittel. Also ist zu viel oxyd auf pads und bauteilen oder zu wenig aktives flussmittel in der paste. Zum thema Dampfdruck: könnte man mit wasserdampf unter druck (ca. 25 bar) nicht ebenfalls löten? Der Druckbehälter muss sicher sein, aber ansonsten braucht es nur ne heizung und ein/zwei überdruckventile.
Flip B. schrieb: > Zum thema Dampfdruck: könnte man mit wasserdampf unter druck (ca. 25 > bar) nicht ebenfalls löten? Der Druckbehälter muss sicher sein, aber > ansonsten braucht es nur ne heizung und ein/zwei überdruckventile. Zu reaktiv, da hat das Flussmittel keine Chance mehr.
Rainer W. schrieb: > Klar geht das. Der Siedepunkt hängt vom Luftdruck ab Jens K. schrieb: > Das Fluid (Galden 230) siedet bei Normaldruck bei 230°C. Was bitte hast du an dem Begriff "Normaldruck" nicht verstanden? Rainer W. schrieb: > Du hast von Physik keine Ahnung. Das hat ja der richtige geschrieben! Aber offensichtlich macht es einen Unterschied ob du oder ich dumm daher laberst.
:
Bearbeitet durch User
Mehrmals über den Stencil rakeln kann man machen, dabei darf sich der Stencil nur nicht von der Platine heben, sonst hat man wirklich Lötpaste drunter. Eine gute Lötstopp-Lackierung rettet da aber viel, zumindest beim Lötofen. Grabsteine können ungünstig geformte Pads, falsche Lötpasten-Menge (vor allem wenn auf einem Pad zu wenig gelandet ist) oder schlecht gesetzte Bauteile sein. Evtl. ist einfach die Lötpaste schlecht. Ist die vielleicht überlagert/entmischt?
Da ist zu viel Lötzinn im Spiel und/oder der Stencil zu dick. Ich habe gute Erfahrungen mit .1 mm Stencils gemacht. Warum benutzt du Low Melt Lötpaste (138°)?
Thomas Z. schrieb: > Ich habe > gute Erfahrungen mit .1 mm Stencils gemacht. Standard ist eigentlich 120 oder 125µm. 100 wird bei größeren ICs (DPAK und so) gern mal zuwenig sein. H. H. schrieb: > Hat er doch gar nicht. Der Name ChipQuik ist "nur" von dem Reparaturzeug bekannt....
H. H. schrieb: >> Warum benutzt du Low Melt Lötpaste (138°)? > > Hat er doch gar nicht. stimmmt da hat mir Google den falachen Link angezeigt.
Hallo, vieles wurde ja schon gesagt. Hast du ein Temperaturprofil bestimmt oder wie lange ist denn die Liquiduszeit vom Lot? Wo liegt denn das Bauteil, welches so körnig aufgeschmolzen ist? Irgendeine Firma hat meines Wissens nach ein Patent darauf den Aufheizgradienten (und damit müsste auch die Löttemperatur) zu beeinflussen, indem immer nur die bestimmte Menge an Galden in die Heizkammer eingespritzt wird, welche für das deltaT benötigt wird. Wenn du lange das gleiche Galden benutzt, solltest du irgendwann mal die Siedetemperatur prüfen. Aus meiner Erfahrung wird das mit der Zeit höher. Die Diskussion mit der Abhängigkeit des Siedepunkts vom Druck ist unnötig. Gibt bei allen Dampfphasen-Herstellern die Möglichkeit sich eine Vakuumkammer in die Anlage zu konfigurieren. Das dient dazu die Fehlstellen (Gaseinschlüsse) los zu werden. Und dabei wird der gleiche Galden Siedebereich gefahren wie ohne Vakuum. Grüße
Jens K. schrieb: > Was bitte hast du an dem Begriff "Normaldruck" nicht verstanden? Normaldruck ist eine statistische Größe, die im realen Leben ausgesprochen selten anzutreffen ist. Defacto lötet man NIE unter Normaldruck sondern hat immer eine mehr oder weniger große Abweichung. Selbst wenn auf NN zufällig gerade einmal Normaldruck gemessen wird, liegt der Druck in München bereits mehr als 6% darunter.
>> Anbei ein Auszug aus dem Blatt mit den Verarbeitungshinweisen einer >> Lotpaste. > > Was genau zu dieser einen Paste passt, und sich reichlich wenig mit > meinen Erfahrungen deckt. > Aber es gibt verzeihende Paste und pingelige Paste.... Zuviel Paste ist zuviel Paste, egal ob "verzeihend" oder nicht verzeihend. Der geisteswissenschaftliche Begriff "verzeihend" ist hier bei der Vefahrungstechnik ohnehin völlig fehl am Platze. Aber ich weiß schon was hier gemeint ist. Der Hinweis auf die Möglichkeit über das Design der Schablone einen besseren Druck zu erreichen, wird unabhängig von der verwendeten Paste gegeben. Und das über mehrere Jahre und bei verschiedensten Herstellern. Auch die Diskussion um die Vorteile leaergeschnittener Schablonen ist schon recht alt und unabhängig von dem Angebot an Pasten. https://www.multi-circuit-boards.eu/produkte/smd-schablonen.html https://tecan.co.uk/de/introduction-to-smt-and-stencils/ (Abschnitt 1.3) > Normaldruck ist eine statistische Größe, die im realen Leben > ausgesprochen selten anzutreffen ist. Defacto lötet man NIE unter > Normaldruck sondern hat immer eine mehr oder weniger große Abweichung. Eben, etwas was mit 5 Nachkommastellen (Normaldruck 1,01325 bar) angibt kann man in der Praxis nicht auf den Punkt genau treffen (und halten). Der aktuelle Druck ist halt Orts- und "Wetterabhängig". https://kachelmannwetter.com/de/modellkarten/deu-hd/deutschland/luftdruck.html https://wiki.bildungsserver.de/klimawandel/index.php/Luftdruck
:
Bearbeitet durch User
Sascha S. schrieb: > Irgendeine Firma hat meines Wissens nach ein Patent darauf den > Aufheizgradienten (und damit müsste auch die Löttemperatur) zu > beeinflussen, indem immer nur die bestimmte Menge an Galden in die > Heizkammer eingespritzt wird, welche für das deltaT benötigt wird. Boah, der Temperaturgradient kann wesentlich einfacher über die zugeführte Heizleistung eingestellt werden. Bei meiner VP450 im Bereich 1 - 100% von 3,5 kW (Impulspaketsteuerung).
Jens K. schrieb: > Dampfphasenlöten kann nicht ein paar grad kälter oder wärmer gestellt > werden. Wie genau ist der Temperatursensor in solchen Lötöfen? Die NTCs in 3D Druckern weichen in dem Temperaturbereich gerne schon mal 30°C von dem Wert ab, der sich allein auf Basis ihres beta-Werts berechnen lässt.
Heinz-Maria schrieb: > Sascha S. schrieb: >> Irgendeine Firma hat meines Wissens nach ein Patent darauf den >> Aufheizgradienten (und damit müsste auch die Löttemperatur) zu >> beeinflussen, indem immer nur die bestimmte Menge an Galden in die >> Heizkammer eingespritzt wird, welche für das deltaT benötigt wird. > > Boah, der Temperaturgradient kann wesentlich einfacher über die > zugeführte Heizleistung eingestellt werden. Bei meiner VP450 im Bereich > 1 - 100% von 3,5 kW (Impulspaketsteuerung). Ich habe es weder erfunden noch patentiert. Wie lange hast du denn die VP450 schon? Zufrieden? Hier VP2000 :) aber mit so manchen Defiziten :I Grüße
Daniel G. schrieb: > Wie genau ist der Temperatursensor in solchen Lötöfen? Die Temperatur wird nicht über einen Sensor geregelt. Beim Dampfphasenlöten ist die Löttemperatur durch den Siedepunkt der Flüssigkeit bestimmt. Wenn man die Temperatur ändern will, braucht man eine andere Flüssigkeit. https://www.asscon.de/technologie/
Sascha S. schrieb: > Wie lange hast du denn die VP450 schon? Zufrieden? Seit 2016. Voll zufrieden, solide und zuverlässig.
Jens K. schrieb: > Dampfphasenlöten kann nicht ein paar grad kälter oder wärmer gestellt > werden. guckstdu: https://youtu.be/0RFO3KiL7pQ https://youtu.be/a5ci8zgc4PI Liebe Grüße Karl
Hi! Ich kenne mich speziell mit dem Dampfphasenlöten nicht aus, da ich aber recht gut löten kann, habe ich aber eine Meinung zu den Bildern. Über die Menge der Lötpasste kann man streiten. Im kalten Zustand ist sie wohl körnig was das Lot anbelangt versetzt mit Flussmittel. Da die Körnigkeit nach dem löten noch vorhanden ist(lt. Kommentare) gehe ich davon aus ,dass der Prozess zu kalt gewesen ist. Wenn die Paste Ordnungsgemäß fließen würde, würden sich auch die Bauteile setzen und ausrichten. Mein Lötzinn verbleit ist schon über 20 Jahre alt und zeigt beim verlöten keine Mängel. Mein 0,5mm Röhrenlot ist noch älter und lötet sich immer noch vorbildlich. Eventuell verhält sich bleifreies anders. MfG
Lötpaste gibts aber auch in verschiedenen "Korngrößen" das feinere kostet etwas mehr. Für mich sieht es so aus das die Temperatur nicht gereicht hat sonst wären die Lötkügelchen vollständig geschmolzen. Bei diesem Handlötbeispiel ist zuviel Lötzinn drauf, wenn du feineres Lötzinn nimmst kannst du das viel besser dosieren.
Thomas schrieb: > Bei diesem Handlötbeispiel ist zuviel Lötzinn drauf, wenn du feineres > Lötzinn nimmst kannst du das viel besser dosieren. Du kannst Handlöten nicht mit Ofenlöten vergleichen. Die Oberflächenspannung formt das Zinn so aus, aber nur in dem Fall wenn es noch ausreichend Flussmittel enthält. Das ist die Voraussetzung für eine saubere Lötstelle. So manche Ofenlötstelle ist viel hässlicher, matt und teigig also nicht glatt verlaufen. Es ist dabei auch wichtig, dass Bauteil und Pad gleichermaßen benetzt sind. Die Menge Zinn die ich zum anheften einer Seite benutze ergibt keine saubere Lötstelle. Wenn die andere Seite fertig ist wird das auch nachgelötet. Die Form der Lötstelle in den drei Dimensionen bestimmt die Form der Lötstelle welche die Oberflächenspannung des heißen Zinns annimmt. Die Menge des Zinnes ist unbedeutend, jammern auf hohem Niveau . Mit dreißig waren meine Hände auch noch ruhiger. Viele schaffen das erst gar nicht Zinn so hinzubringen. Die lassen dann löten. Mir gefallen sie!
:
Bearbeitet durch User
Alles gut, war nur ein kleiner Tip, mit dem dünneren Lötzinn. Hier auch ein paar Infos dazu https://www.eeweb.com/smd-chips-solder-joint-criteria/
Thomas schrieb: > Alles gut, war nur ein kleiner Tip, mit dem dünneren Lötzinn. Ist schon gut, außerdem wird bei meinen Widerständen ordentlich Leistung in Wärme umgesetzt. Bei 12 Watt Verlustleistung werden die (Bauform 1216)recht warm. Da ist eine etwas größere Oberfläche durch das Zinn sehr nützlich bei der Wärmeabfuhr. ;-)
:
Bearbeitet durch User
Herbert Z. schrieb: > Da ist eine etwas größere Oberfläche durch das Zinn > sehr nützlich bei der Wärmeabfuhr. ;-) Du überschätzt die Wärmeleitfähigkeit von Lötzinn ganz kräftig. Die ist einen Faktor 6 kleiner als die von Kupfer. Schon alleine auf Grund des Weges, den die Wärme durch das Lötzinn zurücklegen muss, leistet die dicke Lötperle im Vergleich zum direkten Kontakt zum Pad einen verschwindenden Beitrag. Viel wichtiger für die Wärmeanfuhr ist eine große Kupferfläche um das Pad, ggf. noch mit thermal Vias, um die andere Platinenseite effektiv mit als Kühlfläche zu nutzen.
:
Bearbeitet durch User
Rainer W. schrieb: > Du überschätzt die Wärmeleitfähigkeit von Lötzinn ganz kräftig. Die ist > einen Faktor 6 kleiner als die von Kupfer. Ich sage immer: Besser wie nichts. Zusätzliche Strukturen will ich vermeiden, weil das Teil ziemlich breitbandig eine gute Anpassung an 50 Ohm haben muss. Bisher hatte ich Glück, das will ich mir aber nicht selber vermasseln. Ich werde eh noch einen klitzekleinen CPU Lüfter verbauen. Prinzipbedingt für den vorgesehenen Einsatz sind auch die vielen Einzelwiderstände nötig. Ich habe gestern eine V4 Platine in Auftrag gegeben. Da habe ich 1,5mm mehr Platz zum löten an der Stirnseite. V3 war schon nicht einfach wenn beide Widerstände getrennt verlötet sein sollen. Ein bisschen gezittert ,dann hat man eine Brücke. Da weiß ich aber noch nicht wie es fertig gelötet Hf mäßig ausschauen wird. Da die Fertigung in China günstig ist kann ich mir so eine "Black Box " Vorgehensweise leisten. Ist billiger als eine Software die das rechnen und simulieren kann.
:
Bearbeitet durch User


Vielen Dank für alle Antworten! Die Paste habe ich gemeinsam mit dem Ofen gekauft. Sie ist am 22.05.2024 hergestellt worden. Die Platine habe ich aus der verschweißten Verpackung genommen. Das dürften also ziemlich optimale Voraussetzungen gewesen sein. Die Löttemperatur kann ich, wie hier ja auch diverse Male angemerkt wurde, beim verwendeten Galden nicht einstellen (LS230). Was ich hingegen einstellen kann, ist die Verweildauer. Ich habe jetzt, wie vorgeschlagen, drei Test-Platinen mit unterschiedlicher Verweildauer gelötet. Ergebnis siehe Anhang. Hinweis: Im zweiten Durchlauf hatte ich auf dem linken Pad zu wenig Paste. (Und im ersten Durchlauf Tomaten auf den Augen, denn ich habe das Bauteil wirklich verkehrt herum bestückt). So wirklich schön sehen die Lötstellen immer noch nicht aus. Was meint ihr? Sollte ich eine andere Paste ausprobieren? Wenn ja, welche? Mit geringerer Körnung?
Es sieht schon deutlich besser aus. Es ist noch kein Meister vom Himmel gefallen, gilt auch hier. D.h. nicht aufgeben.
Der 2. Durchlauf ist doch ganz ok. Der 3. Durchlauf eindeutig zu lang da ist das Flussmittel verbrannt.
Thomas Z. schrieb: > Der 3. Durchlauf eindeutig zu lang da > ist das Flussmittel verbrannt. Irgendetwas stimmt da nicht (mit der Lotpaste?). Wenn mein VP450 die Endtemeratur von 233 °C (für Krümelkacker - dieser Wert für die Endtemperatur wird seit vielen Jahren unverändert angezeigt, kann am Thermoelement, dessen Nullpunkteinstellung, oder am Galden liegen) erreicht hat, lasse ich noch 30 s nachheizen. Die Lötstellen sehen tipptopp aus und sind spiegelblank. Das würdein etwa dem 2. Durchlauf entsprechen. Aber das Aufheizen geht sehr heftig vonstatten. Bei mir dauert das etwa 5 min bei einer zugeführten Leistung von 3,5 kW und ED 90% (naja, es sind 5 kg Galden) im Bereich von ca 80 °C auf die Abschalttemperatur von 233 °C. Kannst du langsamer aufheizen? Wenn ja, solltest du es versuchen.
Heinz-Maria schrieb: > Aber das Aufheizen geht sehr heftig vonstatten. Bei mir dauert das etwa > 5 min bei einer zugeführten Leistung von 3,5 kW und ED 90% (naja, es > sind 5 kg Galden) im Bereich von ca 80 °C auf die Abschalttemperatur von > 233 °C. Bei mir sind es rund 12 min., bis die finale Temperatur erreicht sind. Das (Standard) Heizprofil ist: - 100% Heizleistung bis 50°C (dauert ca. 7 min.) - 20% Heizleistung für 90s - 80% Heizleistung bis 225°C (dauert ca. 4 min.) - 20% Heizleistung für 20s (diesen Parameter habe ich testweise auf bis zu 60s verlängert) - 0% Heizleistung für 10s(?) - Abkühlung Füllmenge sind bei mir 500 ml Galden.
Steffen H. schrieb: > Ich habe jetzt, wie vorgeschlagen, drei Test-Platinen mit > unterschiedlicher Verweildauer gelötet. Du solltest dir angewöhnen die Testplatinen zu waschen bevor du Bilder machst. Danach fällt mir ein Beurteilung deutlich leichter...
Steffen H. schrieb: > Bei mir sind es rund 12 min., bis die finale Temperatur erreicht sind. Die unterschiedlichen Geräte lassen sich offenbar nicht so ohne weiteres vergleichen. Mir ist nicht ganz klar, wo bei dir die Temperatur gemessen wird und welche Überlegungen hinter den Heizleistungseinstellungen stehen. Bei mir läuft es mit konstanter Heizleistung. Die Abschaltung und Umschaltung auf das Nachheizen erfolgt über einen Temperaturfühler, der an der Gefäßrückwand sitzt und damit nur mittelbar etwas über die Höhe der Dampfwolke sagt. Also ein völlig anderes Regelkonzept. Um konstante Lötergebnisse zu erreichen, geht der erste Lötzyklus leer durch und erst in den folgenden Zyklen kommen die Leiterplatten in den Kocher. Übrigens scheint mir 1 noch das beste Ergebnis zu sein. 2 ist schon etwas zu braun. 3 ist verkokelt. Herbert Z. schrieb: > Du solltest dir angewöhnen die Testplatinen zu waschen bevor du Bilder > machst. Danach fällt mir ein Beurteilung deutlich leichter... Eben genau nicht, um das Ergebnis einzuschätzen zu können. BTW: ich könnte dir noch stapelweise Probierleiterplatten schicken, die Einstellung scheint ja etwas aufwendiger zu sein.
:
Bearbeitet durch User
wenn du die Platinen leicht nach hinten kippen würdest, wäre die Beurteilung meiner Meinung nach noch leichter möglich. Heizt ihr die Platinen nicht auf ca. 100°C vor oder hat das Galden eine so hohe Wärmekapazität dass das nicht nötig ist? Kenne mich mit Dampfphasenlöten nicht aus.
Thomas schrieb: > Heizt ihr die Platinen nicht auf ca. 100°C vor Ich lege die mit bloßen Fingern auf den Gitterrost. Beim Herausnehmen muss ich allerdings Handschuhe anziehen - ca 120 °C. > oder hat das Galden eine> so hohe Wärmekapazität dass das nicht nötig ist? Bei mir braucht das Zeug etliche Stunden, bis es wieder auf Trinktemperatur abgekühlt ist. Eine Grundgemeinheit des Vaporflow 275 ist allerdings, dass der Lötprozess nicht beobachtet werden kann - bei mir ist der Deckel aus Glas.
:
Bearbeitet durch User
Nachdem ich mir das Filmchen zum Gerät angesehen habe, ist für mich völlig klar, warum deine Lötstellen so aussehen, wie auf den Bildern. DIe Lötung ist voll durch blanke Radiation erfolgt. Die Leiterplatte hat die Dampfwolke höchstens kurz aus der Ferne gesehen. Du kannst meine Behauptung auf einfache Weise überprüfen, indem du alle Lötungen wiederholst - ohne Galden. Die Lötstellen werden dann genauso aussehen. Schick das Ding an den Verkäufer zurück, du wirst damit nicht glücklich werden. Für detailliertere Aussagen könnte mich der Hersteller/Inverkehrbringer vor Gericht zerren. „There Ain't No Such Thing As A Free Lunch“
:
Bearbeitet durch User
Wenn Du es nicht sagen möchtest, kannst Du mir dann bitte ein Stichwort geben, damit ich mich selbst informieren kann? Das Galden kommt auf jeden Fall beim Lötprozess an der Platine vorbei. Nach der Abkühlung ist nämlich kaltes Galden auf ihr zu finden.
Steffen H. schrieb: > Das Galden kommt auf jeden Fall beim Lötprozess an der Platine vorbei. > Nach der Abkühlung ist nämlich kaltes Galden auf ihr zu finden. Dann ist es aber zu spät... Stichworte: keine Sensorik für die Lage der aufsteigenden Galdenwolke *; Einstellung des Mediums am Bedienfeld ist sinnfrei, das ermittelt das Gerät üblicherweise selbst - es wird solange geheizt, bis das Medium keinen weiteren Temperaturanstieg mehr zeigt. Das setzt natürlich eine adäquate Menge Galden voraus. Die kann bei deinem Gerät nicht eingefüllt werden, sonst steigt die Wolke irgendwann über den Rand in die Atmosphäre. Der Topf ist einfach nicht tief genug (VP450: 40 cm). Zwischen dem beheizten Boden und dem Rost gehört ein Schirmblech, das die direkte Wärmeübertragung durch Radiation auf die Baugruppe verhindert. Aber dafür reicht der Platz nicht aus - und das Galden auch nicht. Bei der geringen Galdenmenge wird es anstrengend, Bauteile mit einer größeren Dicke als geschätzt 15 mm zu löten. Die fehlende Sichtkontrolle hatte ich wohl schon erwähnt. Solange im Blindflug probieren, bis das Lötergebnis passt, ist ja auch nicht Gottes letzter Ratschluss. Wenn es dann endlich passt, ist das Babyfläschchen mit Galden leer. Eine Deckelsperre gegen unbeabsichtigtes Öffnen während des Lötens konnte ich nicht bemerken - gibt es die? Es scheint eine beliebte Masche zu sein, irgendwelche Gastronormbehälter zu verwursten. Und damit nimmt das Elend seinen Lauf. Eine mangelhafte Konstruktion lässt sich auch mit dem schönsten Arduino nicht retten. Ich habe nur ein Punktmatrixdisplay mit einer drögen Simatic S7-200 im Hintergrund. Funktioniert aber. Es steht natürlich jedem frei, sich das Teil schönzureden. *) die wird gebraucht, um mit der Heizungsregelung die Dampfwolke während des Lötens in definierter Höhe zu halten - bei dir bricht sie nach oben aus.
:
Bearbeitet durch User
Danke für die Erklärung. Die VP450 ist ein anderes Kaliber. Die Anlage wiegt über 150 kg und hat 3,3 kW Anschlussleistung. Da kann mein kleines Gerät nicht mithalten und ich kann mir auch gut vorstellen, dass ich deshalb Abstriche machen muss. Dazu bin ich auch bereit. Aber gleichzeitig unsicher nach dem, was Du schreibst. Wir sind uns vermutlich einig, dass die Bodenplatte nicht über 230°C haben kann. (Ansonsten wäre das Galden vollständig verdampft, was nicht ungefährlich ist, wenn ich den Prozess richtig verstehe.) Zwischen Bodenplatte und Platine liegen ungefähr 2 cm. Wenn das Galden nicht (oder nicht nennenswert) am Lötvorgang beteiligt sein soll, dann muss die Platine also über Radiation erwärmt worden sein. Geht das denn über diesen Abstand? Das Ergebnis ist nicht toll (deshalb habe ich diesen Thread hier ja gestartet), aber nach meinen letzten Versuchen immerhin nach Eurer Einschätzung "halbwegs vernünftig". Da ich nach dem Löten Galden auf meiner Platine finde, muss es eine Dampfphase gegeben haben. Die muss folglich, wenn ich es richtig verstehe, zwangsweise an meiner Platine vorbei gekommen sein. Falls das stimmt, wird sie beim passieren aber von ihr abgekühlt worden sein. Und zwar so lange, bis sie selbst 230°C hatte. Und das ist ja auch das Ziel. Oder hat die Galden "Wolke" meine Platine links liegen lassen und ist daran vorbeigezogen? Falls ja, wie? Schwebt diese Wolke dann über meiner Platine? Ich kann mir das nicht vorstellen. Und selbst wenn, wird sie kondensieren und spätestens dann doch wieder auf meine Platine fallen. Ich brauche, wie gesagt, nicht die tollste Technologie. Das ist alles nur Hobby. Auf der anderen Seite habe ich mich gerade für die Dampfphase entschieden, weil ich keine Lust auf T-962 Basteleien habe. Ordentlich funktionieren sollte das Gerät also schon. Was tun? Andere Dampfphasengeräte in der Klasse gibt es kaum. Dann also doch über Heißluft? Ist das besser? Ich bin ratlos.
Steffen H. schrieb: > Ansonsten wäre das Galden vollständig verdampft, Bei diesem Verfahren verdampft das Galden immer vollständig und liegt komplett als Dampf vor. Da ist keine Pfütze auf dem Boden. > Geht das denn über> diesen Abstand? Aber selbstverständlich geht das! Das Resultat kannst du ja besichtigen. Ansonsten gäbe es nämlich keine verkohlten Flussmittelrückstände. Bei 230 °C verkohlt nämlich nichts. > muss es eine Dampfphase gegeben haben. Absolut; und zwar hing der gesamte Dampf unter dem Deckel > Oder hat die Galden "Wolke" meine Platine links liegen lassen und ist > daran vorbeigezogen? Bingo! >Falls ja, wie? Ist eben Dampf, der dringt durch das kleinste Knopfloch! >Schwebt diese Wolke dann über meiner Platine? Nochmals Bingo! > weil ich keine Lust auf T-962 Basteleien habe. Mit diesem Kocher wirst du nach meiner Meinung laufende Meter Verdruss haben > Was tun? Andere Dampfphasengeräte in der Klasse gibt es kaum. VP310 bietet eine sorgenfreie Funktion, die aber ihren Preis hat. Es gibt noch einen ähnlichen Kocher aus deutscher Produktion, auf den hier einige Leute schwören. Der ist aber genau aus Gastronorm-Teilen zusammengedengelt und dürfte vom Grundsatz her ähnlich sein, verzichtet aber auf das Arduino-Gerödel. Dass es in dieser Größe wenig gibt, liegt daran, dass das VP-Verfahren erst ab einer gewissen kritischen Masse an Galden exzellent läuft und den Konstrukteuren einige intellektuelle Fähigkeiten abverlangt ("Das Einfache, das so schwer zu machen ist" B. Brecht).
:
Bearbeitet durch User
Heinz-Maria schrieb: > Stichworte: keine Sensorik für die Lage der aufsteigenden Galdenwolke *; > Einstellung des Mediums am Bedienfeld ist sinnfrei, das ermittelt das > Gerät üblicherweise selbst - es wird solange geheizt, bis das Medium > keinen weiteren Temperaturanstieg mehr zeigt. Die VP2000 will die Angabe auch, damit wird kontrolliert ob das Galden noch den korrekten Siedepunkt hat bzw. das korrekte Medium eingefüllt ist --> Prozesskontrolle Mit der Zeit können die niedrig siedenden Teile des Galdens sich verflüchtigen und der Siedepunkt steigt an. Dann muss man halt mit 10°C kälterem die Wunschtemperatur wieder einstellen. > Das setzt natürlich eine > adäquate Menge Galden voraus. Die kann bei deinem Gerät nicht eingefüllt > werden, sonst steigt die Wolke irgendwann über den Rand in die > Atmosphäre. Der Topf ist einfach nicht tief genug (VP450: 40 cm). Das Kühlrohr ist viel wichtiger als die Höhe, denn das verhindert, dass Galden wirklich darüber hinaussteigen kann. > Zwischen dem beheizten Boden und dem Rost gehört ein Schirmblech, das > die direkte Wärmeübertragung durch Radiation auf die Baugruppe > verhindert. So ein Blech hat die VP2000 auch nicht. Der Behälter an welchem sich sogar die unten angeschraubten Heizplatten abzeichenen ist komplett frei. > Aber dafür reicht der Platz nicht aus - und das Galden auch > nicht. Bei der geringen Galdenmenge wird es anstrengend, Bauteile mit > einer größeren Dicke als geschätzt 15 mm zu löten. Warum denn das? Bzw wie wenig wird hier denn eingesetzt? Sobald die unteren Bauteile heiß sind, dann wird die Platine und dann die oberen Bauteile durchgewärmt. > Die fehlende Sichtkontrolle hatte ich wohl schon erwähnt. Solange im > Blindflug probieren, bis das Lötergebnis passt, ist ja auch nicht Gottes > letzter Ratschluss. Wenn es dann endlich passt, ist das Babyfläschchen > mit Galden leer. Das Sichtfenster hat die Prozessentwicklung wirklich extrem vereinfacht. Hatte ein (noch nie produziertes neues Produkt) mit einer neuen Anlage in Serie bringen dürfen. Wird das Flussmittel denn wirklich dunkel wenn du länger hälst? Das darf nicht sein, denn der Galdendampf verdrängt eigentlich allen Sauerstoff. Nur wenn ich Testboards das 3x mal gelötet hatte, dann fingen diese an deutlich dunkler zu werden, jedoch hatte ich aus Taktzeitgründen auch nicht wirklich sauber abgedampft, sondern bin direkt aus der Löttemperatur in den Atmosphärenbereich gefahren. Da war auf Grund des Stahlsubstrats auf welchem gelötet wurde, dies noch immer richtig (!!!) warm. Eine Lotpaste mit feinerer Körnung bringt dir nichts wenn du meinst, dass du Oxidationsprobleme hast. Die feinere Paste hat mehr Oberfläche und verbraucht daher selbst schon mehr des aktiven Flussmittels (Voraussetzung Flussmittelgehalt ist gleich). Die Feinere benötigst du, wenn dein Stencil so kleine Öffnungen hast, dass du Probleme mit dem Auftrag hast. Noch spezieller wird es beim Dosieren/Jetten. Zwischenzeitlich kam noch ein neuer Beitrag:Heinz-Maria schrieb im Beitrag #7823129: > Steffen H. schrieb: >> Ansonsten wäre das Galden vollständig verdampft, > Bei diesem Verfahren verdampft das Galden immer vollständig und liegt > komplett als Dampf vor. Da ist keine Pfütze auf dem Boden. Die VP2000 hat immer einen Mindeststand, die geht bei unterschreiten dieses direkt in den STOP. >> Geht das denn über> diesen Abstand? > Aber selbstverständlich geht das! Das Resultat kannst du ja besichtigen. > Ansonsten gäbe es nämlich keine verkohlten Flussmittelrückstände. Bei > 230 °C verkohlt nämlich nichts. >> muss es eine Dampfphase gegeben haben. > Absolut; und zwar hing der gesamte Dampf unter dem Deckel >> Oder hat die Galden "Wolke" meine Platine links liegen lassen und ist >> daran vorbeigezogen? > Bingo! Nie und nimmer, schau doch mal einem Lötprozess durch dein Glas zu, der Dampf kondensiert von unten an den kalten Bauteilen und steigt erst weiter an, wenn diese durchgewärmt sind. Das kann man doch wunderschön sehen. Hier bin ich jetzt wirklich verwundert...
:
Bearbeitet durch User
> Das Kühlrohr ist viel wichtiger als die Höhe, denn das verhindert, dass > Galden wirklich darüber hinaussteigen kann. Voll einverstanden, ich vollte den TO aber nicht noch mit der Kältemaschine in meiner VP450 verwirren, in die ich von Zeit zu Zeit noch Kühlwasser und Frostschutzmittel nachkippen muss. > Sobald die unteren Bauteile heiß sind, dann wird die Platine und dann die oberen Bauteile durchgewärmt. Eigentlich soll das Galden gleichmäßig an allen Bauteilflächen kondensieren. > So ein Blech hat die VP2000 auch nicht. Die VP2000 ist auch ein anderer Maschinentyp, würde ich mal behaupten :-)
Sascha S. schrieb: > Nie und nimmer, schau doch mal einem Lötprozess durch dein Glas zu, der > Dampf kondensiert von unten an den kalten Bauteilen und steigt erst > weiter an, wenn diese durchgewärmt sind. Das kann man doch wunderschön > sehen. Hier bin ich jetzt wirklich verwundert... Ich lade dich zum Schaulöten ein! Bei mir sind bis kurz vor Prozessende alle Teile von oben bis unten vollgepisst. Dann kommt die Abdampfphase mit dem Heben des Liftes, bei der das flüssige Galden von den Teilen verdampft. Danach ist alles trocken, anschließend wird gekühlt. Es sind aber alles flache Teile. Ich verdrücke mich jetzt aus diesem Thread, sonst brechen hier noch Prügeleien aus.
:
Bearbeitet durch User
Heinz-Maria schrieb: >> Das Kühlrohr ist viel wichtiger als die Höhe, denn das > verhindert, dass >> Galden wirklich darüber hinaussteigen kann. > > Voll einverstanden, ich vollte den TO aber nicht noch mit der > Kältemaschine in meiner VP450 verwirren, in die ich von Zeit zu Zeit > noch Kühlwasser und Frostschutzmittel nachkippen muss. Da bin ich auch bei dir, jedoch ist das meiner Meinung nach auch die einzig gescheite Art zu verhindern dass das Galden weniger wird. Mit dem Deckel einfach so drauf ist das Mist. Für Kleinstserie kann man sich das Kühlaggregat sicher sparen, einfach ein Edelstahl/Kupferrohr und da Wasser durchfließen lassen. Die Asscon kann man ja auch direkt an sein häusliches Kühlwassersystem anschließen (falls vorhanden). >> Sobald die unteren Bauteile heiß sind, dann wird die Platine und dann die oberen > Bauteile durchgewärmt. > > Eigentlich soll das Galden gleichmäßig an allen Bauteilflächen > kondensieren. Das funktioniert nur so lange, so lange die Wärmekapazität des Dampfes über deiner späteren Lötposition größer ist als die Wärmekapazität der Teile die du einbringst. Dann bricht dein Dampf nämlich nicht zusammen. Ist die Wärmekapazität größer bricht der Dampf nach den einfahren erstmal zusammen und dann kommt die ganze Wärme von unten nach oben. Das Eintauchen in den voll aufgebauten Dampf bringt auch einen Art "kleinen Thermoschock" mit sich. Hier gibt es extra die Funktion "Einspritzen" bei der Asscon, bei welcher kurz vor dem Eintauchen des Lötguts die Dampfschicht durch Einspritzen von kalten Galden zerstört wird. Hast du mal eine Doppelseitige Platine mit langem hängendem Verbinder nach unten langem Verbinder nach unten und oben massive Teile z.B. große Induktivitäten unten und oben gelötet? Bei der Kombination mit Steckverbinder nach unten / oben konnte man schön sehen, dass der Verbinder, welcher nach unten hängt früher warm wird und daher dort das Lot später schmilzt. Der Verbinder nach oben aus dem Dampf heraus wirkte sogar ein bisschen wie eine Kühlfahne. Das konnte auch alles per Messungen (Thermoelemente mit Datenlogger) nachgewiesen werden. Ich vermute, dass man das einfach bei norm >> So ein Blech hat die VP2000 auch nicht. > Die VP2000 ist auch ein anderer Maschinentyp, würde ich mal behaupten > :-) Ist halt ein Durchlaufproduktionsofen :) >> Nie und nimmer, schau doch mal einem Lötprozess durch dein Glas zu, der >> Dampf kondensiert von unten an den kalten Bauteilen und steigt erst >> weiter an, wenn diese durchgewärmt sind. Das kann man doch wunderschön >> sehen. Hier bin ich jetzt wirklich verwundert... >Ich lade dich zum Schaulöten ein! Bei mir sind bis kurz vor Prozessende >alle Teile von oben bis unten vollgepisst. Es sind aber alles flache >Teile. Die flachen Bauteile (wahrscheinlich noch mit wenig Wärmekapazität) sind der Grund. Der Dampf wird bei dir beim Einfahren um die Platine gedrückt und kondensiert überall direkt. Gerne, eventuell sind wir ja recht nahe und das macht Sinn. Grüße
Heinz-Maria schrieb: > Ich lade dich zum Schaulöten ein! Gern, wo? Heinz-Maria schrieb: > Ich verdrücke mich jetzt aus diesem Thread, sonst brechen hier noch > Prügeleien aus. Das wäre einigermaßen unfair, denn dann lässt Du mich ratlos zurück. Sofern niemand anderes übernimmt. Sascha S. schrieb: > Wird das Flussmittel denn wirklich dunkel wenn du länger hälst? Das darf > nicht sein, denn der Galdendampf verdrängt eigentlich allen Sauerstoff. Ich hab hier meine Lötergebnisse gepostet: Beitrag "Re: Was mache ich hier beim Löten falsch?" Heinz-Maria schrieb: > Bei diesem Verfahren verdampft das Galden immer vollständig und liegt > komplett als Dampf vor. Da ist keine Pfütze auf dem Boden. Das würde bedeuten, dass die Heizung ohne Last läuft. Da die nicht geregelt ist (der verbaute Temperatursensor misst ja die Dampfphase, nicht die Heizplatte) würde sie immer weiter heizen. Im Zweifel über 290°C. Was dann bedeuten würde, dass sich Flusssäure bilden dürfte. Deshalb bin ich fest davon ausgegangen, dass das gerade NICHT passiert! Heinz-Maria schrieb: > VP310 bietet eine sorgenfreie Funktion, die aber ihren Preis hat. Der Preis steht leider in keinem Verhältnis zu dem, was ich vorhabe. Nämlich voraussichtlich ein Dutzend Platinen im Jahr zu löten. Macht es Sinn, wenn ich mir für mein jetziges Gerät aus Plexiglas einen Deckel mache und ihn testweise aufsetze? Um den Lötvorgang und die Dampfphase beobachten zu können? Oder besteht hier Konsens (sofern es den im uC Forum überhaupt gibt), dass meine Anlage wenig geeignet ist? Wie gesagt, ich brauch keinen Hochglanz und mach Prozessschritte gern auch manuell. Aber ordentlich löten muss das Ding schon. Sonst hol ich mir einen Heißluftofen für die Hälfte des Geldes.
:
Bearbeitet durch User
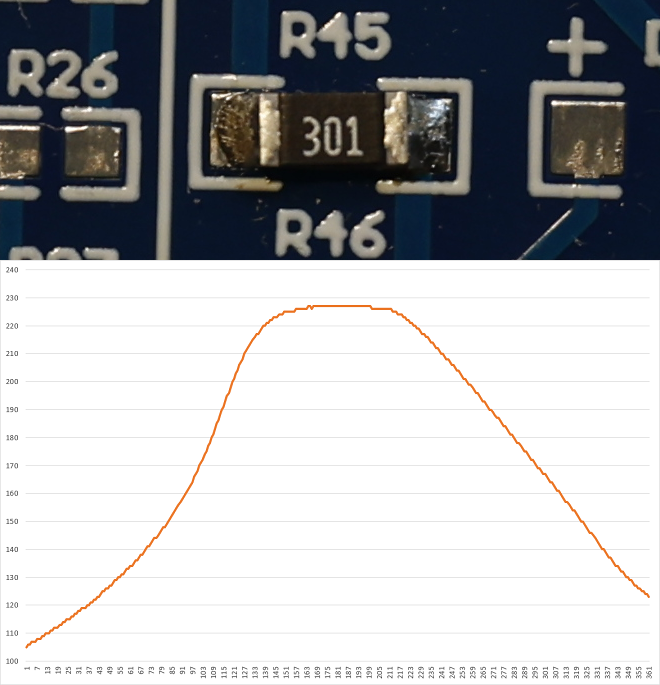
> Heinz-Maria schrieb: >> Ich verdrücke mich jetzt aus diesem Thread, sonst brechen hier noch >> Prügeleien aus. Das wollte ich damit nicht bezwecken! :( Steffen H. schrieb: > Sascha S. schrieb: >> Wird das Flussmittel denn wirklich dunkel wenn du länger hälst? Das darf >> nicht sein, denn der Galdendampf verdrängt eigentlich allen Sauerstoff. > > Ich hab hier meine Lötergebnisse gepostet: > Beitrag "Re: Was mache ich hier beim Löten falsch?" Den Bildern nach halte ich 1 & 2 für nicht so schlecht. Jedoch sind die Bilder in der Vergrößerung unscharf (eventuell auch der Forensoftware durch Komprimierung geschuldet?), aber ich weiß wie schwer es ist gute Bilder von Lötstellen zu machen. Wie oben schon bemerkt, am besten dazu das Flussmittel abwaschen. Ich habe mal grobe deine Liquiduszeiten ausgewertet, der Einfachheit habe ich 220°C als Schnittpunkt genommen, das Aufschmelzen sollte bei SAC305 jedoch schon bei 217°C beginnen. Somit fallen die Zeiten in folgender Tabelle eher leicht kürzer aus. Kannst du ja mal aus deiner Aufzeichnung selbst ausrechnen. Was mir jedoch nicht klar ist, wie die Temperaturen überhaupt ermittelt wurden? Wo ist der Fühler?
1 | run | t(>220°C) [s] |
2 | 1 | 68 |
3 | 2 | 87 |
4 | 3 | 110 |
Normal arbeitet man von Liquiduszeiten im Bereich von 30 - 100s, als Startpunkt bei normal Reflow nutze ich ein Ziel von 50 - 60s. Aus meiner Erfahrung kann bei der Dampfphase auf Grund der gleichmäßigeren Durchwärmung auch bedeutend kürzer im Liquidus verblieben werden. Damit wäre deine Kurve 1 schon recht ordentlich. Jetzt musst du aber erstmal erklären wie die Messung zu Stande kommt, sonst ist meine Tabelle "umsonst". Grüße
Angehängte Dateien:
-

20250204_085515.jpg
65 KB

{kind=link}
Sascha S. schrieb: > Was mir jedoch nicht klar ist, wie die Temperaturen überhaupt ermittelt > wurden? Wo ist der Fühler? Der Fühler sitzt im Behälter auf Höhe der zu lötenden Platine. Ich bin mir nicht mehr sicher, ob er darüber oder darunter sitzt. Jetzt, wo ich darüber nachdenke, würde ich sagen: darüber. Im Anhang ein Screenshot (bin aktuell nicht am Gerät). In den Behälter wird anschließend ein Gitter reingelegt und darauf dann die Platine platziert. Ich vermute, Deine Tabelle ist damit aussagekräftig? Vielen Dank übrigens dafür!
:
Bearbeitet durch User
Hallo, dein Sensor müsste direkt auf Höhe des Lötgutes sitzen und dann noch die gleiche Wärmekapazität besitzen, dass der Sensor die gleiche Temperatur der Bauteile anzeigt. Deiner Kurven nach scheint zumindest die Sensorposition nicht vollkommen verkehrt zu sein. Zur Steuerung der Liquiduszeit benötigt man eigentlich einen Sensor direkt in nähe des Boards mit ähnlicher Wärmekapazität oder einen Sensor der höher sitzt, denn so lange das Board eine kleinere Temperatur wie die Siedetemperatur des Dampfes hat, kondensiert der Dampf am Board und tropft wieder nach unten. Während dieser Prozessphase "Aufheizen" steigt fast kein Dampf über das Board (denn der kondensiert ja und tropft als Flüssigkeit wieder ab) und damit kommt auch fast keine Temperatur am Sensor an. In dem Moment, wenn das Board die Siedetemperatur des Galdens erreicht hat, kann der Dampft über das Board steigen und erreicht damit auch den Sensor darüber. Dieser erfährt dadurch einen recht steilen Temperaturgradienten und kann sehr prozesssicher ausgewertet werden. Ab diesem Zeitpunkt beginnt dann die Haltezeit. Wie bestimmt man jetzt das Lötprofil richtig? Es wird ein "Messboard" aufgebaut auf welches Thermoelemente an thermisch sensiblen Bauteilen oder welchen mit sehr hoher thermischer Masse aufgeklebt werden. Das Aufkleben erfolgt am besten nicht mit einem Klebeband sondern mit Epoxid o.ä. welches genügend temperaturstabil ist. Meist nimmt man einfach einen SMD Kleber, der ist eh schon im Haus und ja eigentlich auch dafür geschaffen. :) Beim Thermoelement entweder selbst welche aus Thermodrähten schweißen oder solche kaufen. Sollten einfach wenig eigene Masse mitbringen (und am besten auch günstig sein, da Verbrauchsmaterial. Das Thermoelement in einen guten Kleks des Klebers betten, wobei das Thermoelement nahe dem Bauelement/Board sein soll und der restliche Kleber als Isolation dienen soll. Fixierung mittels Kaption-Klebeband oder wie auch immer. Dann das Messboard dem Lötvorgang unterziehen und die Temperaturen mitloggen. Es gibt z.B. auch extra Logger die mit durch den Ofen dürfen: https://gp-ics.com/products/ptp-shuttle/ oder auch von diversen anderen Herstellern. Thermoelemente habe ich mir extra kurze (150 mm oder 200 mm) anfertigen lassen (Musterbau oder extern) da ich bei 8 Thermoelementen pro Board sonst immer Angst mit dem verheddern der Teile im Transport hatte. Du kannst das ja aber an dem Gitter mit etwas Cu-Draht o.ä. entlasten. Dein Logger (z.B. auch ein (Tisch-)DMM mit Ausgabe, keine Ahnung was du so in deinem Fundus hast :P ) sollte halt zumindest eine zeitliche Auflösung von 1 s bringen, sonst wird das Ergebnis sehr "kantig". Dann hast du dein wirkliches Profil :) Also die Messwerte von oben würde ich daher zuerst einmal in "Klammern" setzen, vermutlich sind diese jedoch schon irgendwo in der Nähe der Wirklichkeit. Grüße
Ich hab ein paar mal mit dem Ding gearbeitet, das haben wir in der Firma. https://www.imdes.de/produkt/jumbo-condens-it/ Das ist eine sehr pragmatisch gebaute Maschine. Und sie funktioniert phänomenal! Der Temperatursensor für den Lötdampf hängt ca. 20mm über der Platinenoberkannte, damit diese vollständig in diesem "versinkt", genauer, damit der vollständig über die Platine steigt. Die Kiste braucht ca. 10-15min zum Aufheizen in verschiedenen Stufen. Dann wird die Endtemperatur nur ca. 10s gehalten, dann aktiv gekühlt (mit Lüftern unter der Wanne). Nach ca. 25-30min ist das alles wieder anfaßbar mit ca. 60°C. Die Lötqualität ist sehr gut! Gefüllt wird immer mit ca. 500ml Galden 230, da hat man dann in der gesamten Wanne ca. 5-7mm Galden stehen. Die Spritzer mit dem Lötzinn deuten auf zuviel Wasser in der Lotpaste hin.
:
Bearbeitet durch User
Okay, mit der Erklärung verstehe ich, wie die Steuerung der Dampfphase prinzipiell funktioniert. Vielen Dank dafür!! Weiter oben schrieb Heinz-Maria, dass die Dampfwolke womöglich an meiner Platine vorbeiziehen könnte und sich unter dem Deckel sammelt. Es gab deshalb den Verdacht, dass in meinen Versuchen die Platine nicht per Dampfphase, sondern per Radiation gelötet wurde. Ich habe nach dem Löten zwar flüssiges Galden auf meiner Platine gefunden. Aber das trifft ja noch keine Aussage, in welchem Maße es am Lötvorgang beteiligt war. Um das zu verhindern, gibt es dann zwei Temperatursensoren, ja? Eine Sache irritiert mich noch ganz besonders: Ihr schreibt, dass nach Abkühlen des Geräts die Platine noch heiß wäre. So heiß, dass man sie nicht mit bloßen Händen anfassen könne. Das war bei mir nicht so. Sie war nach dem 10 minütigem Kühllauf zwar warm, aber mehr auch nicht. Was bedeutet das? Sascha S. schrieb: > Wie bestimmt man jetzt das Lötprofil richtig? Ganz schöner Aufwand. Ich dachte immer, die Öfen würden beim Hersteller "eingemessen". Dann klebe ich also Temperaturfühler auf eine Testplatine und messe den Verlauf. Anschließend schaue ich ins Datenblatt meiner Bauteile nach der Sollkurve und mache den Vergleich. Dann justiere ich nach. Irgendwann wird schließlich alles passen. Und dann? Gilt das dann für diesen Ofen? Und für die Ewigkeit? Oder muss ich da alle paar Jahre korrigieren? Falk B. schrieb: > Die Spritzer mit dem Lötzinn deuten auf zuviel Wasser in der Lotpaste > hin. Puh, die Paste war neu gekauft. Es kann natürlich trotzdem zu viel Wasser enthalten sein. Was mache ich dann? Kann ich die trocknen? Einmal mit dem Fön kurz anwärmen? Falk B. schrieb: > Das ist eine sehr pragmatisch gebaute Maschine. Und sie funktioniert > phänomenal! Danke für den Tipp! Allerdings ist es nun ganz anders gekommen, denn ich habe mir gestern eine Quicky 300 von Asscon gebraucht gekauft. Das Gerät war nicht viel teurer als der Neupreis, den ich für mein jetziges Gerät bezahlt hatte. Nächste Woche wird das Gerät geliefert!
Steffen H. schrieb: > Eine Sache irritiert mich noch ganz besonders: Ihr schreibt, dass nach > Abkühlen des Geräts die Platine noch heiß wäre. So heiß, dass man sie > nicht mit bloßen Händen anfassen könne. Das war bei mir nicht so. Sie > war nach dem 10 minütigem Kühllauf zwar warm, aber mehr auch nicht. Was > bedeutet das? Kleine Maschine kühlt schneller ab. Eine Variante der Bergmannschen Regel. ;-)
Steffen H. schrieb: > Weiter oben schrieb Heinz-Maria, dass die Dampfwolke womöglich an meiner > Platine vorbeiziehen könnte und sich unter dem Deckel sammelt. Galden-Dampf ist schwerer als normale Luft. Wenn da keine Turbulenzen im Innenraum sind, kann der Dampf eingentlich nicht "vorbei"-ziehen. Wenn zu lange geheizt wird, kann er natürlich bis zum Deckel steigen oder sogar durch Undichtigkeiten austreten. Wenn Galden ganz verdampft, wurde entweder zu wenig eingefüllt oder zu lange geheizt.
Dietrich L. schrieb: > Galden-Dampf ist schwerer als normale Luft. Viel schwerer! Für Galden 230 kann man von der gut 30 fachen Dichte ausgehen.
Steffen H. schrieb: > Okay, mit der Erklärung verstehe ich, wie die Steuerung der Dampfphase > prinzipiell funktioniert. Vielen Dank dafür!! > > Weiter oben schrieb Heinz-Maria, dass die Dampfwolke womöglich an meiner > Platine vorbeiziehen könnte und sich unter dem Deckel sammelt. Es gab > deshalb den Verdacht, dass in meinen Versuchen die Platine nicht per > Dampfphase, sondern per Radiation gelötet wurde. Ich habe nach dem Löten > zwar flüssiges Galden auf meiner Platine gefunden. Aber das trifft ja > noch keine Aussage, in welchem Maße es am Lötvorgang beteiligt war. Um > das zu verhindern, gibt es dann zwei Temperatursensoren, ja? > > Eine Sache irritiert mich noch ganz besonders: Ihr schreibt, dass nach > Abkühlen des Geräts die Platine noch heiß wäre. So heiß, dass man sie > nicht mit bloßen Händen anfassen könne. Das war bei mir nicht so. Sie > war nach dem 10 minütigem Kühllauf zwar warm, aber mehr auch nicht. Was > bedeutet das? Ich kenne deine Anlage zu wenig um etwas über das Kühlverhalten sagen zu können Steffen H. schrieb: > Sascha S. schrieb: >> Wie bestimmt man jetzt das Lötprofil richtig? > > Ganz schöner Aufwand. Ich dachte immer, die Öfen würden beim Hersteller > "eingemessen". Dann klebe ich also Temperaturfühler auf eine Testplatine > und messe den Verlauf. Anschließend schaue ich ins Datenblatt meiner > Bauteile nach der Sollkurve und mache den Vergleich. Dann justiere ich > nach. Irgendwann wird schließlich alles passen. Und dann? Gilt das dann > für diesen Ofen? Und für die Ewigkeit? Oder muss ich da alle paar Jahre > korrigieren? Je nach Anforderung/Zertifizierung/Kundenwunsch von ein Mal bei SOP über eventbasierend (neus Los, Typwechsel, Erst-/Letzteilfreigabe, bei Reparaturen etc) bis jede Schicht. > Falk B. schrieb: >> Die Spritzer mit dem Lötzinn deuten auf zuviel Wasser in der Lotpaste >> hin. > > Puh, die Paste war neu gekauft. Es kann natürlich trotzdem zu viel > Wasser enthalten sein. Was mache ich dann? Kann ich die trocknen? Einmal > mit dem Fön kurz anwärmen? Ich hatte das in der Dampfphase sogar schon bei "trockener" Paste auf Grund des fürchterlichen Temperatursprungs bei geringer Beladung. Das gibt es aber nur, wenn in den stehenden Dampf eingefahren wird. Hier sicher nicht. > Danke für den Tipp! Allerdings ist es nun ganz anders gekommen, denn ich > habe mir gestern eine Quicky 300 von Asscon gebraucht gekauft. Das Gerät > war nicht viel teurer als der Neupreis, den ich für mein jetziges Gerät > bezahlt hatte. Nächste Woche wird das Gerät geliefert! Glückwunsch
:
Bearbeitet durch User
H. H. schrieb: >> Galden-Dampf ist schwerer als normale Luft. > > Viel schwerer! Für Galden 230 kann man von der gut 30 fachen Dichte > ausgehen. Beitrag "Re: Aktueller Stand Dampfphasenlöten"
Steffen H. schrieb: > noch keine Aussage, in welchem Maße es am Lötvorgang beteiligt war. Um > das zu verhindern, gibt es dann zwei Temperatursensoren, ja? Unsere in der Firma hat nur einen. > Eine Sache irritiert mich noch ganz besonders: Ihr schreibt, dass nach > Abkühlen des Geräts die Platine noch heiß wäre. So heiß, dass man sie > nicht mit bloßen Händen anfassen könne. Das war bei mir nicht so. Sie > war nach dem 10 minütigem Kühllauf zwar warm, aber mehr auch nicht. Was > bedeutet das? Daß deine Maschine entweder sehr schnell kühlt oder die volle Löttemperatur nicht erreicht wurde. > Ganz schöner Aufwand. Ich dachte immer, die Öfen würden beim Hersteller > "eingemessen". Nein. Aber beim unserer Anlage gibt es auch nur ein festes Profil, das bisher mehrere verschiedene Platinen einwandfrei gelötet hat. OK, die waren alle ähnlich im Aufbau, keine exotischen/großen Bauteile. > Puh, die Paste war neu gekauft. Es kann natürlich trotzdem zu viel > Wasser enthalten sein. Was mache ich dann? Kann ich die trocknen? Einmal > mit dem Fön kurz anwärmen? Keine Ahnung.
Falk B. schrieb: > Steffen H. schrieb: > >> noch keine Aussage, in welchem Maße es am Lötvorgang beteiligt war. Um >> das zu verhindern, gibt es dann zwei Temperatursensoren, ja? > > Unsere in der Firma hat nur einen. > >> Eine Sache irritiert mich noch ganz besonders: Ihr schreibt, dass nach >> Abkühlen des Geräts die Platine noch heiß wäre. So heiß, dass man sie >> nicht mit bloßen Händen anfassen könne. Das war bei mir nicht so. Sie >> war nach dem 10 minütigem Kühllauf zwar warm, aber mehr auch nicht. Was >> bedeutet das? > > Daß deine Maschine entweder sehr schnell kühlt oder die volle > Löttemperatur nicht erreicht wurde. Bei der VP2000 Serienanlage schaltet man ja nicht die Heizung ab und kühlt von außen bis alles kalt ist. Es wird das Transportgestell aus dem Dampf nach oben (über die Kühlrohre) gefahren. Durch die tieferliegenden Kühlrohre ist der Anteil an Galden in der Luft hier sehr niedrig und die Restwärme aus dem Lötprozess lässt das Galden auf der Platine verdunsten. So bekommt man eine "trockene" Platine. Danach wird im Kühlbereich weiter (passiv/aktiv) gekühlt, bevor die gelöteten Teile die Anlage verlassen. Senkt man das Abdampfen und Kühlen auf ein Minimum und lässt die Platinen sehr warm (geschätzt >150°C) aus der Anlage laufen wird auch der Galdenverlust merklich erhöht. >> Ganz schöner Aufwand. Ich dachte immer, die Öfen würden beim Hersteller >> "eingemessen". > > Nein. Aber beim unserer Anlage gibt es auch nur ein festes Profil, das > bisher mehrere verschiedene Platinen einwandfrei gelötet hat. OK, die > waren alle ähnlich im Aufbau, keine exotischen/großen Bauteile. Der Hersteller misst die Anlage schon ein, aber um eventuelle Temperaturkorrekturfaktoren (Abweichungen Sensoren/Eingangskarten) auszugleichen. Das sieht man auch im Parameter-/Konstantenmenü der meisten Anlagen. Wenn du eine neue Anlage für ein Produkt kaufst / Geld dafür bezahlst, dann ermitteln die Hersteller dir auch ein Lötprofil. Jedoch ich die Beurteilung der Lötstellen nach IPC gegenüber dem Kunden meist dein Problem. Wenn du jedoch wechselnde Aufträge hast, dann macht das keiner über den Hersteller. Das wäre vergleichbar damit, wenn eine Dreherei alle CNC Programme beim Hersteller der Maschine einkaufen würde. Das kann man machen, denn für Geld machen die alles, der Normalfall ist aber, dass der Fertiger das selbst macht. Glaubst du wirklich, dass ein Profil, welches der Hersteller einmalig mit der Maschine einmisst und im Standard sicher SMD Kleinzeugs enthält, das richtige Profil ist, wie wenn du hohe Mezzanine-Steckverbinder, dicke geschirmte Drosseln, massive Anschraubkontaktblöcke etc verlöten willst? Im Vergleich zum Reflow verzeiht dir an dieser Stelle die Dampfphase sehr viel, aber auch nicht alles. Mein speziellstes Produkt war eine auf einer Stahlplatte siebgedruckte Struktur, auf welche von 0603 bis zu etwa 25 mm hohen Steckverbindern aufgelötet werden mussten. Sehr speziell, aber dabei lernt man kennen, wie weit man bei besonderen Produkten eigentlich vom Standard weg muss, dass es läuft. >> Puh, die Paste war neu gekauft. Es kann natürlich trotzdem zu viel >> Wasser enthalten sein. Was mache ich dann? Kann ich die trocknen? Einmal >> mit dem Fön kurz anwärmen? > > Keine Ahnung. Bringt nichts. Grüße
Bitte melde dich an um einen Beitrag zu schreiben. Anmeldung ist kostenlos und dauert nur eine Minute.
Bestehender Account
Schon ein Account bei Google/GoogleMail? Keine Anmeldung erforderlich!
Mit Google-Account einloggen
Mit Google-Account einloggen
Noch kein Account? Hier anmelden.